
上海交大頂刊綜述IF=48.165:全面總結電化學拋光在金屬增材制造的研究進展!
2023-03-28 15:42:19
作者: 材料學網 來源: 材料學網
分享至:


增材制造(AM)正在徹底改變制造業,將其高效率與大規模生產的靈活性相結合。它可以引入制造業,徹底改變加工效率、成本和交貨時間。增材制造技術包括一個三維計算機輔助設計系統(3D CAD),允許直接制造。近年來,增材制造技術發展迅速,并因其設計自由度高、凈成形水平高、研發效率高、裝配步驟少、產品開發周期短以及原材料利用率高等多重特點而受到更多關注。與傳統的鑄造或鍛造材料相比,AMed 金屬零件尤其可以具有更高的硬度、屈服強度,現在越來越多地應用于航空航天、醫療和能源領域。
然而,高性能金屬零件的應用要求無法通過竣工AMed零件的幾何精度和表面質量實現,這限制了AMed零件的開發和實施。減材制造可以提高竣工AMed零件的表面光潔度和機械性能。減去制造路線包括精加工、拋光、激光拋光、研磨、研磨、銑削、化學機械平坦化、磁粉拋光、磨料流精加工和電化學拋光(EP)。這些加工操作在刀具磨損、加工效率、材料去除和應用范圍等方面各有優缺點。因此,后處理不可避免地導致生產步驟和成本增加。與 AM 相比,一些復雜的結構部件由于工具可訪問性不足而難以通過傳統減材技術獨立處理。此外,高溫和工具磨損也限制了加工硬質材料時的加工效率,即不銹鋼和回火鋼、硬化、鎳或鈦基合金,這將不可避免地導致額外的制造步驟和成本。 AMed 零件的更高表面質量是探索或改進減材制造的基本目的。
在便利性和可用性方面,EP是一種基于局部陽極溶解的有前途的減材制造技術,具有非接觸、無工藝引起的殘余應力、無限制工件幾何形狀、無表面損傷、能夠進行局部或全局加工、易于控制的加工參數和高拋光效率等一系列加工特性。在應用EP以提高表面粗糙度時,工件的導電性是唯一的要求,這提供了廣泛的應用前景,包括傳統的軟合金和硬合金。對于金屬AMed零件,耐腐蝕性是了解EP和氧化膜形成機理的表面改性的重要評估方法。雖然表面鈍化層取決于金屬基板的初始表面質量,但EP因素可能會影響生成的鈍化膜的發育和穩定性。包括EP在內的電化學技術已經有許多工作致力于研究以提高表面質量,但是將電化學技術應用于各種金屬AMed零件仍然具有挑戰性,該技術的開發需要不同的操作和應用要求。
增材制造在航空航天、生物醫學、汽車等諸多領域的快速發展,對電化學工藝提出了更高的要求。AMed部件的結構、質量和性能因技術而異。粉末基AM過程中表面粉末顆粒未完全熔化引起的階梯狀效應,以及計算機模型與切片策略不匹配是AMed金屬零件最常見的兩個問題,嚴重限制了大型復雜金屬零件在航空航天等關鍵領域的制備和應用。如何提高AMed金屬零件的表面質量(表面粗糙度、尺寸和形狀精度)、減少缺陷和提高機械性能(韌性、強度、疲勞)已成為各種金屬AM領域的主要研究方向。然而,現有的EP技術在AMed金屬零件中的應用研究大多集中在EP工藝的優化上,而忽略了AM工藝與電化學可加工性之間的相互作用。
作為一種非接觸式后處理技術,EP技術在復雜形狀AMed金屬零件上的應用正在成為研究熱點,并正朝著基于電化學技術結合多種后處理技術的混合制造技術發展。考慮到目前已有的研究主要集中在DED或LPBF制造的金屬上,而不是粘結劑噴射AM,
上海交通大學材料學院特種材料研究所王浩偉講席教授團隊在總結現有AM技術的特點、適用性和缺點的背景下,從電化學參數和材料制備等方面討論了基于電流密度-電壓曲線三個區域(鈍化、拋光和蝕刻)的電化學技術的原理和因素。
相關研究成果以題“Application of electrochemical polishing in surface treatment of additively manufactured structure: A review”發表在期刊Process in Materials Science上。
鏈接:https://www.sciencedirect.com/science/article/pii/S0079642523000415
這項工作基于金屬溶解曲線全面回顧了金屬 AM 的 EP 應用,主要體現在鈍化、拋光和蝕刻拋光中。鈍化膜的存在增強了材料的耐腐蝕性鈍化區域中的 AMed 零件。腐蝕發生的可能性和相應的發展程度由鈍化膜的形成和破壞決定,與耐蝕性直接相關。據統計,增材制造金屬在耐腐蝕性方面具有顯著的分散性,包括鈦合金、鋁合金、不銹鋼和鉻鈷(Cr-Co)合金。因此,改善鈍化膜的表面性能是通過改變外部鈍化條件來降低AMed零件溶解速率的關鍵。然而,目前的鈍化理論主要集中在傳統制造金屬或合金上,而不是增材制造金屬。
為了進一步提高拋光效率,最大限度地發揮復雜增材制造結構拋光的優勢,提出了先進的極壓工藝。混合制造在進一步實現均勻拋光和提高材料去除效率方面顯示出巨大的潛力。電化學技術與其他工藝(包括超聲波氣蝕噴丸、磨削和磁性)相結合,有助于獲得性能更好、表面光潔度高、尺寸精度高的AMed零件。目前AMed部件的電化學應用主要集中在心血管支架,骨模擬支架,內部通道和晶格結構,這將取代傳統制造。
如今,電化學技術和AM技術的結合越來越受到關注。然而,AMed金屬零件電化學技術的設計和應用仍然存在一些局限性和挑戰。

圖1AM中電化學應用的一般體系結構。
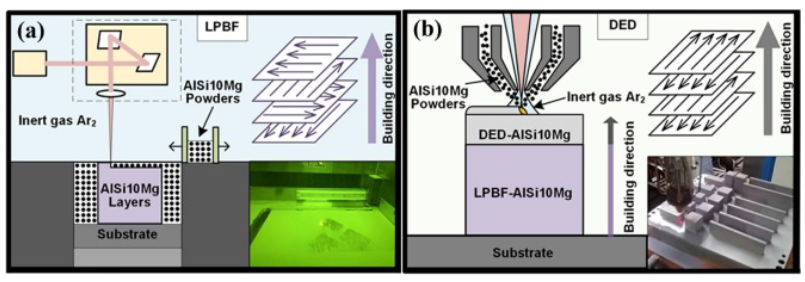
圖2(a)L-PBF和(b)DED的示意圖和工藝照片。

圖3兩種跨距和四種沉積策略(A:線性,B:鋸齒形,C:棋盤和D:輪廓光柵策略)的組合對DED過程中頂層顯微照片的影響:(a)0.44 mm和(b)0.55 mm。(c) L-PBF工藝中單軌的非接觸式輪廓儀形貌,具有粘附的部分熔化粉末顆粒和凝固波紋(經參考文獻許可進行修改)。(D-E)表面粗糙度對響應的貢獻率,以及L-PBF工藝參數(激光功率、層厚度和掃描速度)對表面粗糙度的方差分析。

圖4傳統的后處理技術(a)L-PBF和銑削過程相互作用的取向分布函數模式。(二、三)激光拋光工藝的示意圖和掃描策略。
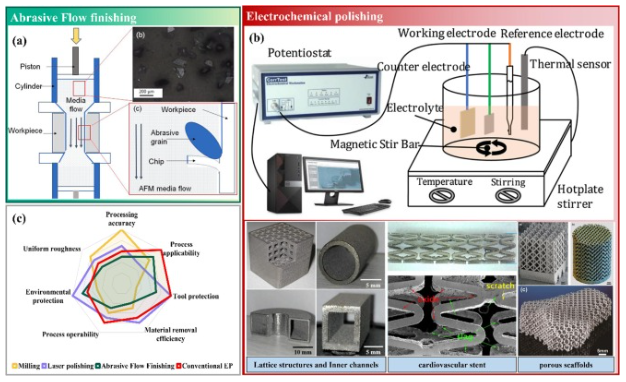
圖5(a)磨料流精加工工藝和碳化硅(SiC)磨料。(b) EP工藝的實驗設置和EP應用的復雜AM結構。(c)常規EP與其他常規后處理的雷達圖分析。
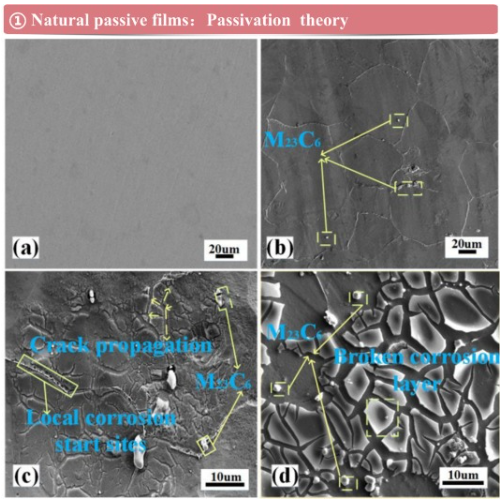
圖6鍛造哈氏合金X在陽極極化曲線不同溶解階段的微觀結構演變。
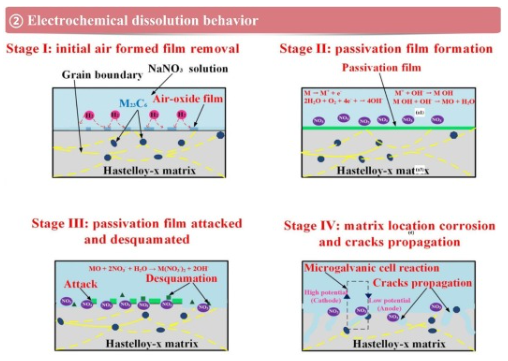
圖7Hastelloy X 在 NaNO3 溶液中的電化學溶解行為示意圖
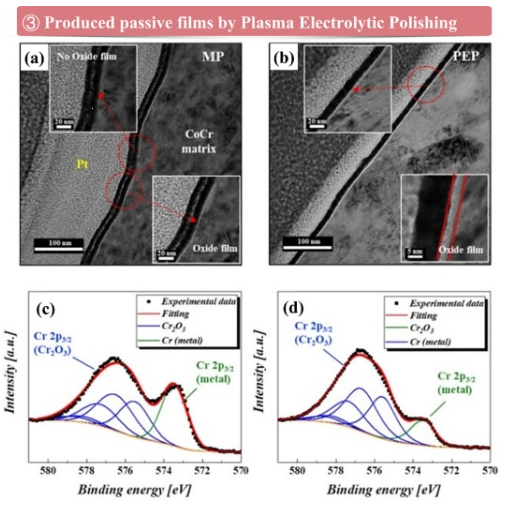
圖8(a)機械拋光和(b)等離子電解拋光和(c,d)相應的XPS光譜后CoCr合金氧化膜的TEM圖像。
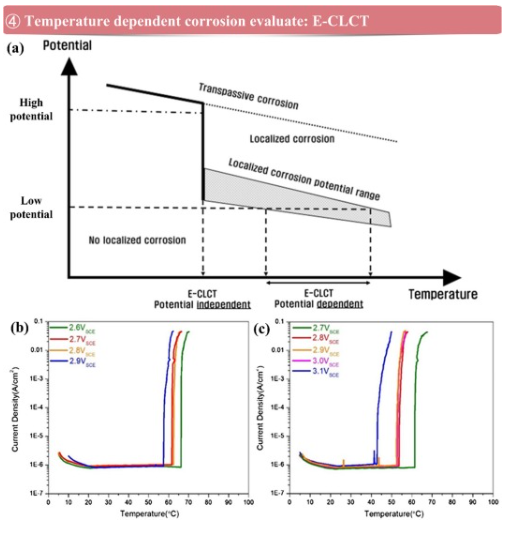
圖9(a)電位和溫度對AM Ti合金局部腐蝕的影響原理。(二、三)(b)堆疊平面和(c)側平面的溫度-電流密度的變化。
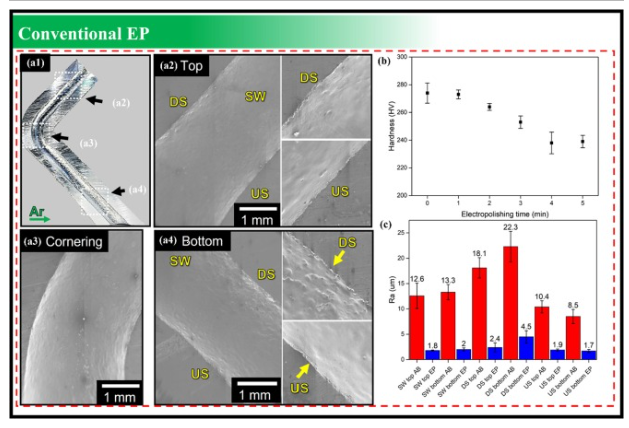
圖10(A1-A4)在深共晶溶劑中電解拋光的 5分鐘電解拋光 SLM 哈氏合金 X 圓柱管樣品的切片 SEM 圖像。DS:下皮,美國:上皮SW:側壁和相應的Ra值(b)和表面硬度演變(c)作為EP時間的函數。
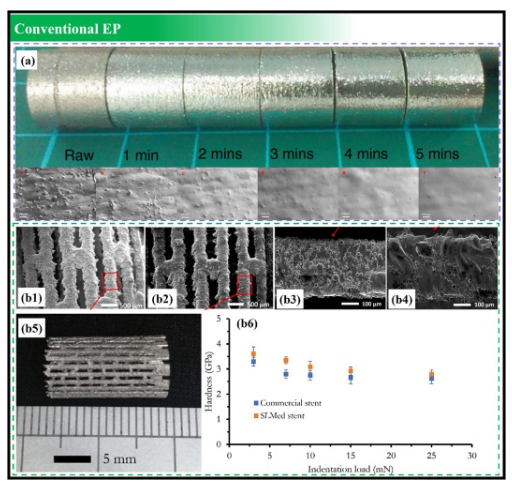
圖11(a)SLM鉻鎳鐵合金718管樣品在EP后1至5分鐘的表面演變。(B1-B5)SLM(左)和電解拋光(右)支架的SEM圖像以及SLM和商用支架的測量(b6)硬度。
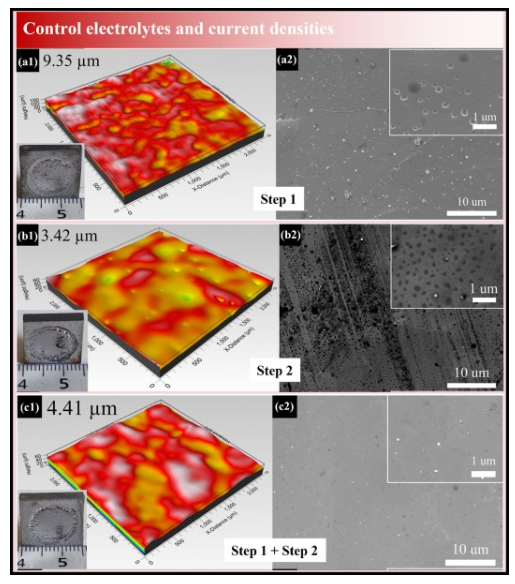
圖12改進了傳統的EP 工藝。(A-C)通過控制電解液類型和電流密度的拋光L-PBF 316L不銹鋼的形貌和SEM圖。

圖13(公元)電解液噴射加工(EJM)和(d)通過調節電荷密度來降低表面粗糙度的原理。(e-f)顯微鏡圖像和等離子電解拋光原理(PEP)以及拋光SLM CoCr部件的耐腐蝕性改進。

圖14(a)各向同性蝕刻拋光(IEP)示意圖。(b)不同時間的SLM IN718基板圖像。(c)竣工、濕接地和 IEP SLM IN718 的表面粗糙度、耐腐蝕性和硬度比較。
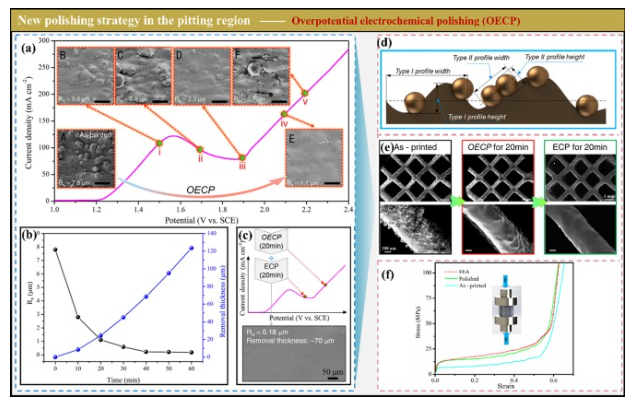
圖15(a)SLM 316L不銹鋼在20分鐘相同拋光時間下的拋光效率和質量比較。(乙-丙)過電位電化學拋光(OECP)期間的表面粗糙度評估和去除厚度。(d) AMed部件的I型和II型表面。(e-f)OECP和常規EP應用于AMed晶格支柱和相應的宏觀壓縮應力-應變曲線。

圖16(a) L-PBF Inconel 625 的表面粗糙度降低變化與 EP 時間的關系。 (b) EP 10、20 和 30 分鐘后 SLM 馬氏體時效鋼的表面形貌。 (c) 在 1 (c1–c4) 和 20 ml (c5–c6) H2SO4 濃度為100 ml 甲醇的電解質中,SLM IN718 上形成的蝕刻孔的形態。
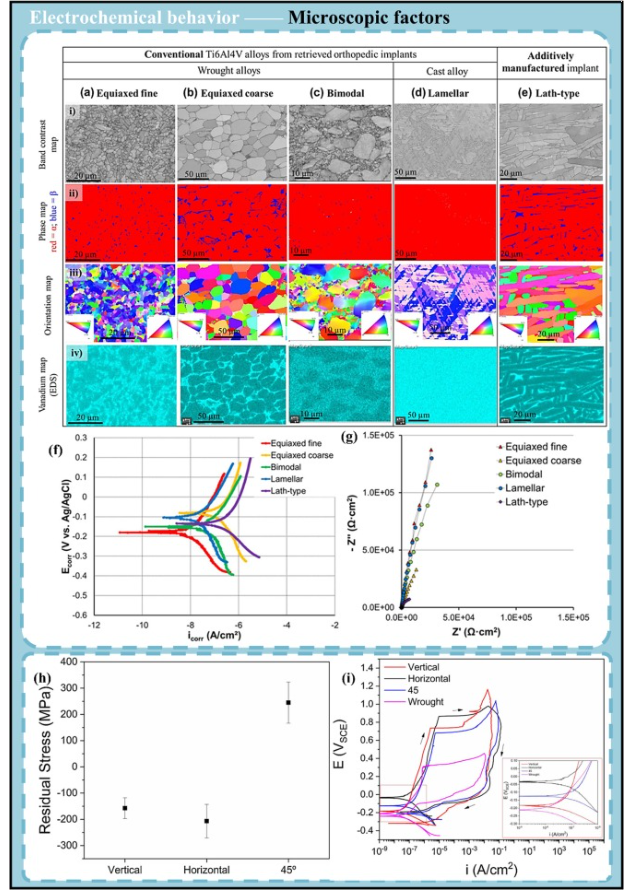
圖17(A-E)常規和SLM Ti6Al4V的五種不同的微觀結構。(f-g)相應的偏振曲線和奈奎斯特圖。(H-I)SLM 316 L試樣測量的殘余應力和相應的代表性循環-電動極化曲線。
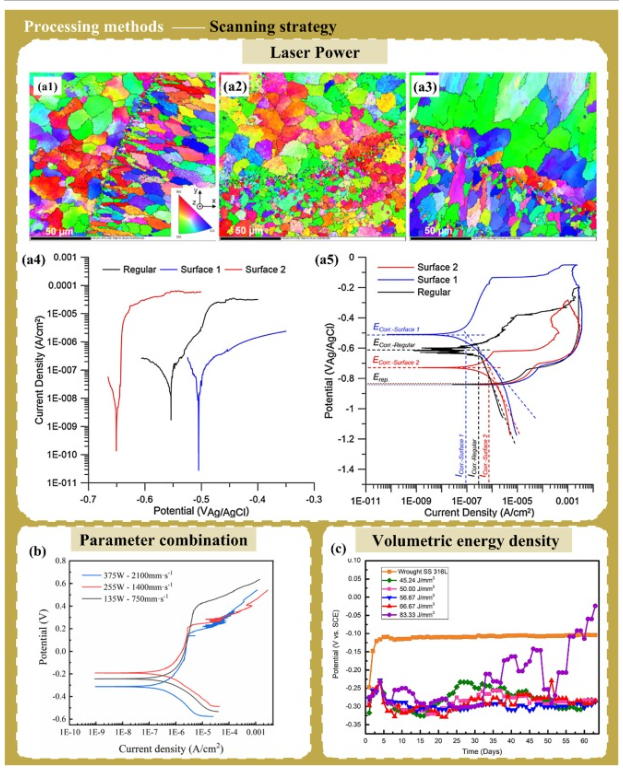
圖18(a)DMLS AlSi10Mg的EBSD反極圖(IPF-Z)圖和相應的偏振曲線。常規:360 瓦,0.2 毫米(重疊);表面 1: 370 W, 0;(b) SLM 316 L具有不同參數組合的偏振曲線。(c) L-PBF 316 L在60天內以3.5wt%NaCl具有不同體積能量密度的開路電位(OCP)曲線。
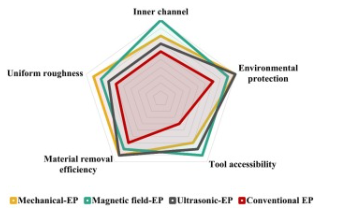
圖19常規EP與其他復合工藝的雷達圖分析。

圖20(a1-a7) SLM 內孔電化學機械拋光 (ECMP) 的實驗裝置和機制。 (b1-b2) 不同區域的內部通道 ECMP 的工具組件、各自的加工區域和表面微觀結構。 (c) 拋光機、粉末形態和干式 ECMP 示意圖。

圖21(a1-a2)極壓后噴丸SLM AlSi10Mg的3D表面及其對每種條件下的抗疲勞性和S-N曲線的影響。(B1-B2)L-PBF 316L (b1)的微觀結構僅通過化學拋光和(b2)化學拋光后的 EP。(C1-C2)微電火花加工原理和表面粗糙度隨EP后施加的電流而變化。
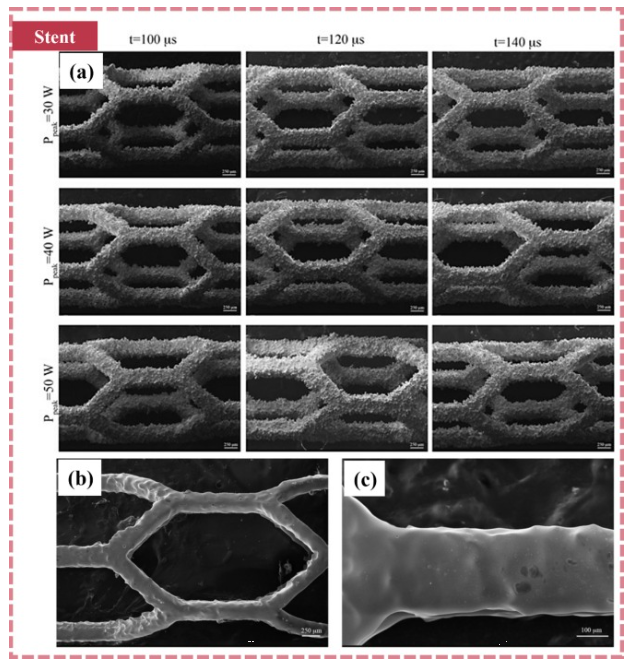
圖22CoCr原型支架的SEM圖像(a)通過不同的同心掃描策略獲得,(b,c)在EP之后獲得。

圖23PEO 處理前后制造的 SLM Ti6Al4V 支架的 SEM 圖像。
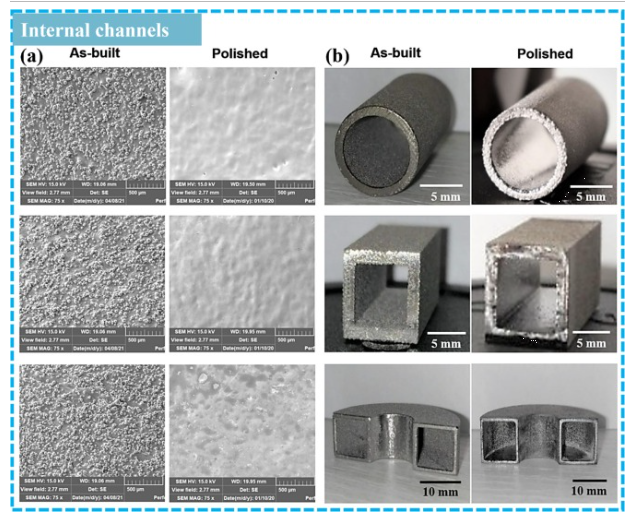
圖24(a)SEM 和(b)具有各種幾何形狀的竣工和電解拋光樣品的光學圖像。
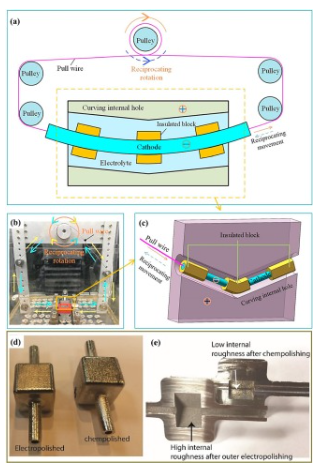
圖25用于加工帶有彎曲內孔的SLM 304不銹鋼的實驗裝置:(a)概述和(b)實驗裝置的照片;(c) EP的示意圖。(D-E)經過EP和化學拋光后的L-PBF 316L的外表面和內表面。
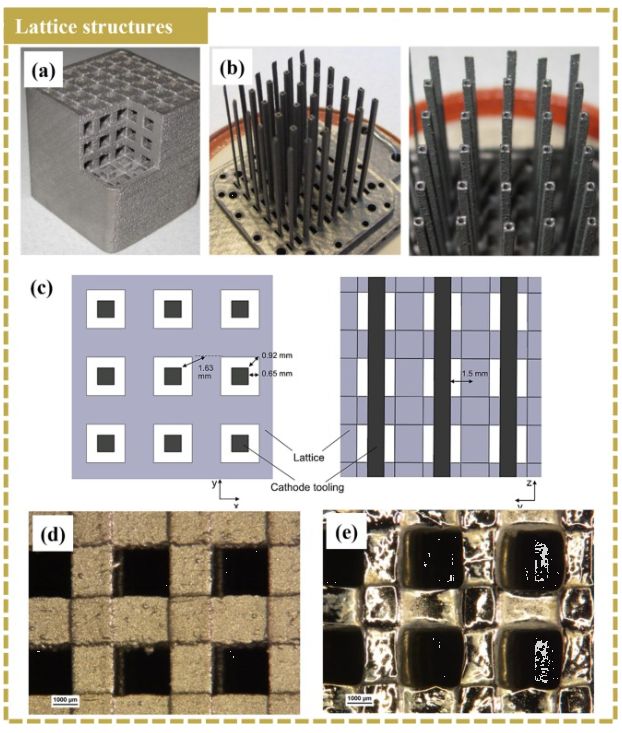
圖26(a)L-PBF 鉻鎳鐵合金 718 晶格試樣和(b)內陰極工具;(c)陰極工件分離距離;(d)基線和(e)EP后外部的立體鏡圖像。

圖27金屬AMed零件傳統EP的發展和前景。
總之,增材制造技術并非無所不能。它們需要電、物理和化學反應的結合。材料去除過程受到各種復雜且相互影響的因素的影響。盡管從“粘膜理論”到最近的“質量傳輸限制理論”已經研究了去除過程,但考慮到金屬類型和增材制造金屬的固有特性,需要進一步研究和理解去除機制。更基礎的研究應側重于材料、工藝參數、架構和電化學技術性能之間的建模、優化和關系,以確保產品在各個工業部門中的可靠性。而且,增材減材混合制造技術的背景,要求從產品設計、軟件控制、加工實現等方面結合增材制造賦能快速成型、精加工減材制造的優勢。這種混合增材和減材制造(包括但不限于EP)的方法是為了解決復雜和封閉的增材零件的制造困難而提出的。需要在增材和減材參數、殘余應力、各向異性、表面質量和所得特性之間建立關系,以便可以考慮將混合制造用于工業應用。未來,產品的制造將更加快捷、靈活、個性化、多樣化,同時達到要求的精度。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8318

腐蝕與“海上絲綢之路”
點擊數:6683