
一種用于機械產品表面的水性涂層
2016-06-01 10:30:03
作者:本網整理 來源:江擁,成都拜迪新材料有限公司
分享至:


在國家對環保提出越來越嚴格要求的關鍵時刻,筆者詳細介紹了一種用于機械產品表面的水性涂層,此水性涂層完全符合環保標準要求,VOC排放小于80g/l,廣泛用于各類工程機械、農用機械、工程車輛、機床、民用機械等產品領域,為其表面的涂裝提供了一種國內最具有創新性的的水性涂層技術,此技術獲得了國家授權專利,專利號為:CN103468092A1。
引言
隨著國家對環保要求越來越嚴格,國家先后出臺了新《環保法》,“消費稅”,“排污稅”,以及相應城市出臺為了治理PM2.5禁止油性油漆的生產和使用,如何實現環境友好型涂層的技術發展是涂料界目前最關鍵的創新時刻。在國家對環保提出越來越嚴格要求的關鍵時刻,筆者在此介紹一種用于機械產品表面的水性涂層,此水性涂層完全符合環保標準要求,VOC排放小于80g/ml,廣泛用于各類工程機械、農用機械、工程車輛、機床、民用機械等產品領域,為其表面的涂裝提供了一種國內最具有創新性的水性涂層技術,此技術獲得得了國家授權專利,專利號為:CN103468092A。
此技術共分為兩個產品,一種是采用水性環氧酯乳液制作的水性防腐底漆,一種是采用了羥基丙烯酸乳液拼合親水型異氰酸酯固化劑制作的水性丙烯酸聚氨酯面漆。通過海選試驗后,筆者從中選出10個最有代表性的配方進行闡述其整個試驗的過程。
機械產品表面的水性防腐底漆制備
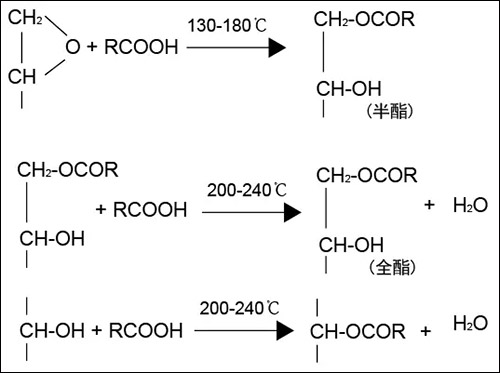
機械產品表面的水性防腐底漆采用的是水性環氧脂肪酸酯為主體原料,拼合防銹顏料、顏料、水性助劑、填充料制成的水性防腐底漆。其中水性環氧脂肪酸酯是利用脂肪酸的羧基與環氧樹脂的環氧基和羥基發生酯化反應,生產環氧酯,然后再通過對環氧酯進行乳化所得2。其反應過程如下:
原料
環氧酯乳液A:AE605(北京金匯利應用化工制品有限公司)、環氧酯乳液B:RD-600A(鞍山潤達化工)、顏料:190D氧化鐵紅(河南新鄉氧化鐵廠)、環保防銹顏料:X-500(常州眾普科技有限公司)、填料:分散劑:706W(迪高)、硫酸鋇與重質碳酸鈣(山東淄博雍濱礦石廠)、防沉劑:有機膨潤土SMP-HV(浙江豐虹材料有限公司)、消泡劑:NXZ(德國巴斯夫)、抑泡劑:643(美國凱米拉)、流平劑:2025(法國高帝斯)、催干劑:HD-CG01(北京金匯利應用化工制品有限公司)、防閃銹劑:亞硝酸鈉(化工超市)、增稠劑:3800(法國高帝斯)、中和劑:AMP-95(美國陶氏化學)、去離子水(自制)。
試驗配方

水性防腐底漆制備工藝
采用10%的去離子水I將混合均勻的10%的環氧酯乳液A和10%的環氧酯乳液B進行稀釋,后加入中和劑AMP-95調節pH值至8.5-9.5,再加入催干劑HD-CG01,接著邊攪拌邊加入用5%的去離子水II稀釋劑好的分散劑706W和抑泡劑,攪拌速度300轉/分,繼續攪拌使其混合均勻,得到預乳液;
在步驟1所得的預乳液中邊攪拌邊加入10%190D氧化鐵紅、500目硫酸鋇、500目重鈣和防沉劑有機膨潤土SMP-HV,采用750轉/分分散10分鐘,然后以鋯珠為研磨介質進行研磨,至細度達到40微米,得到研磨漿料;
向步驟2得到的研磨漿料中加入10%的環氧酯乳液A,同時采用中和劑AMP-95進行中和至pH為8-9,然后加入消泡劑NXZ,采用250轉/分速度攪拌10分鐘,再加入X-500磷鈦粉,攪拌合其混合均勻,攪拌速度為800轉/分,得到混合漿料;
向步驟3得到的混合漿料中加入采用5%的去離子水III溶解的防閃銹劑亞硝酸鈉,同時加入用去離子水IV稀釋的2025流平劑,過濾,以去除鋯珠,再加入3800增稠劑調整粘度,粘度控制在70-90KU,即得到各實施例的水性防腐底漆。
樣板制備
鋼板選擇:普通低碳薄鋼板為底材,尺寸為70mm*150mm*0.8-1.5mm;
底材處理:先采用溶劑將表面進行清洗干凈,然后采用1000目砂紙進行打磨處理,確保鋼材表面徹底清除干凈;
采用自來水按照1:0.1-0.3兌稀后噴板,常規性能檢測板噴涂厚度控制在20-30?m,耐鹽霧性能測試板噴涂厚度控制在80-100?m;
常規性能檢測板,室溫條件下養護48小時后檢測;耐鹽霧性能板,室溫條件下養護7d后進行性能測試;
性能測試
測試項目檢測方法:漆膜厚度依照國標GB/T13452.2,干燥時間依照GB/T1728,附著力依照GB/T1720,光澤依照GB/T9754,耐沖擊依照GB/T1732,韌性依照GB/T11185,耐水性依照GB/T1733,耐鹽霧性能測試GB/T1771。
水性防腐底漆試驗結果
機械產品表面的水性丙烯酸聚氨酯面漆涂層
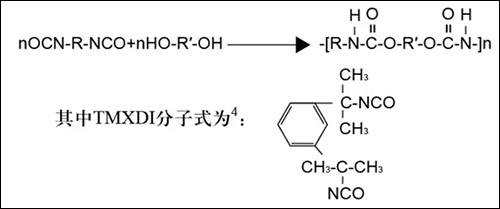
機械產品表面的水性丙烯酸聚氨酯面漆是采用羥基丙烯酸聚氨酸乳液為主體原料,按照OH/NCO=1:1.2-1.5的設計原料進行固化,A組份中添加了耐曬顏料、填料、水性助劑拼合制作成水性丙烯酸聚氨酯面漆,B組份由四甲基苯二亞甲基二異氰酸酯(TMXDI)組成。其反應原理3:
原料
羥基丙烯酸乳液:RHA308(北京金匯利應用化工制品有限公司)、鈦白粉:R-706(美國杜邦)、碳黑:140V(德國德固薩)、中鉻黃:107(河南佳彩化工)、有機膨潤土:SMP-HV(浙江豐虹材料有限公司)、大紅粉:3132(河南鵬呈化工)、酞青蘭:BGS(江蘇雙樂化工)、硫酸鋇(沉淀硫酸鋇,山東淄博雍濱礦石)、分散劑:706W(迪高)、消泡劑:NXZ(德國巴斯夫)、抑泡劑:643(美國凱米拉)、流平劑:245(迪高)、增稠劑:PUR62(東方澳漢化工)、中和劑:AMP-95(美國陶氏)、親水型固化劑:3174(德國拜耳)、去離子水。
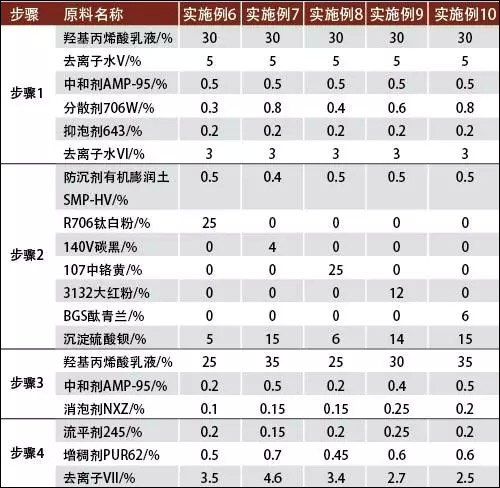
水性面漆制備工藝
用去離子水V將30%的羥基丙烯酸乳液進行稀釋,后加入中和劑AMP-95調節pH值至8.5-9.5,接著邊攪拌邊加入去離子水VI稀釋好的分散劑706W和抑泡劑643,攪拌速度250轉/分,繼續攪拌使其混合均勻,得到預乳液;
在步驟1中所得到的預乳液中邊攪拌邊加入顏料(鈦白粉R706、碳黑140V、中鉻黃107、大紅粉3132、酞青蘭BGS)、沉淀硫酸鋇、和防沉劑有機膨潤土SMP-HV,攪拌使其混合均勻,后以鋯珠為研磨介質進行研磨,至細度達到20微米,得到研磨漿料;
向步驟2得到的研磨漿料中加入余下的羥基丙烯酸乳液,同時采用中和劑AMP-95將pH值的調整至8.5-9,然后加入消泡劑NXZ,攪拌使其混合均勻,攪拌速度為250轉/分,攪拌時間為10min,得到混合漿料;
向步驟3得到的混合漿料中加入用去離子水VII稀釋的流平劑245,過小組,以去除鋯珠,再加入增稠劑PUR62調整粘度,粘度控制在60-80KU,即得到水性面漆。
水性面漆性能樣板制備
鋼板選擇:普通低碳薄鋼板為底材,尺寸為70mm*150mm*0.8-1.5mm;
底材處理:先采用溶劑將表面進行清洗干凈,然后采用0#砂紙進行打磨處理,確保鋼材表面徹底清除干凈;
將實施例6-實施例10的樣品按照A組份:B組份=6:1(重量比)進行調配,加入5-10%的去離子水將噴涂粘度調整至18-26S(NK-2巖田2號杯);
采用噴涂的方式噴涂復合層及耐化學性能測試干板,水性防腐底漆與水性面漆復合層的厚度控制在140?m,耐化學性能測試干板漆膜厚度控制在60-80?m,室溫條件下養護7d后進行耐化學性及耐鹽霧性能測試;
物理性能測試板,采用馬口鐵片噴涂方式制板,漆膜厚度控制在20-30微米,室溫條件下養護2d后進行測試。
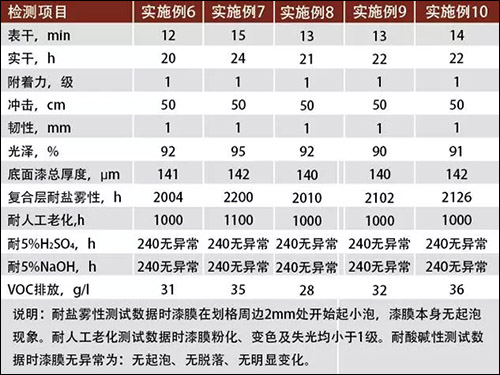
性能測試
測試項目檢測方法:漆膜總厚度依照GB/T13452.2,干燥時間依照GB/T1728,附著力依照GB/T1720,光澤依照GB/T9754,耐沖擊依照GB/T1732,韌性依照GB/T11185,耐化學性依照GB/T1763,耐人工老化性依照GB/T23987;耐鹽霧性依照GB/T1771。
配方設計分析
此產品設計基礎主要根據國家對環境保護要求,全部采用水性體系設計整個配方,完全符合于PM2.5及環保標準要求;
水性防腐底漆采用水性環氧酯乳液為主體原料,拼合防銹顏料、助劑而設計,使得其具有最佳的防腐性能,耐鹽霧性能超過1000小時;
水性丙烯酸聚氨酯面漆采用水性羥基丙烯酸聚氨酯乳液為主體原料,拼合四甲基苯二亞甲基二異氰酸酯(TMXDI)組合成2K型水性環保涂料,具有非常優異的耐化學性、耐候性的同時,結合水性防腐底漆制備的復合層,耐鹽霧性能超過2000小時;
結果討論
通過反復試驗求證,此次例出的實施1-實施10完全具有代表性的配方,通過精心設計后,使得其具有非常優異的防腐性能、耐化學性能以及耐人工老化性能;
工程機械、農用機械、民用機械、工程車輛、機床以往一直采用傳統的油性體系進行涂裝,因此類設備體積較大,不方便在密閉環境下涂裝,從而導致對環境造成了極大的影響,同時對操作工人的身體造成極大影響。很大一部分客戶就在露天作業施工,給PM2.5造成了極大的影響;
此產品具有國內最前沿、最具有創新的水性涂料技術,已經于2013年9月24日向國家專利局申請專利保護,并于2015年12月授權,其專利號為:CN103468092A;
結論
筆者主要介紹了一種用于機械產品表面的水性涂層,包括了水性環氧酯防腐底漆和水性丙烯酸聚氨酯各色面漆,使得漆膜具有非常優異的防腐性能、耐化學性能以及耐候性能,廣泛應用于各類機械產品表面的涂裝,具有非常優異的裝飾效果、防護效果。此技術具有國內最前沿、最具有創新性的技術,獲得了中國專利保護。同時已經完全“產業化”,大量應用于國內機械產品上,并獲得了市場的好評。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:劉洋
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475