
表面缺陷對鍍層質(zhì)量的影響
2016-12-01 14:18:05
作者:余其中 來源:《腐蝕與防護(hù)》
分享至:


前言
活塞桿是工程液壓設(shè)備上的重要零部件,需具備良好的耐磨性、抗腐蝕性和表面光潔度,因此經(jīng)常采用表面鍍鉻并拋光的加工方式。
某廠生產(chǎn)的活塞桿經(jīng)高頻淬火、粗磨、精磨、拋光、鍍鎳、鍍鉻、拋光等工藝制成后發(fā)現(xiàn)表面有針孔、麻點(diǎn)缺陷,試驗(yàn)表明,表面缺陷對鍍層質(zhì)量有很大影響。
試驗(yàn)方法
現(xiàn)場選取兩根活塞桿成品,1#樣表面針孔狀缺陷較多,針孔呈白亮點(diǎn)—麻點(diǎn),2#樣針孔較少,針孔呈小黑點(diǎn)。分別在兩個樣品針孔處取樣,對其化學(xué)成分、針孔形貌、針孔處基體表面狀態(tài)進(jìn)行觀察、分析。
試驗(yàn)結(jié)果
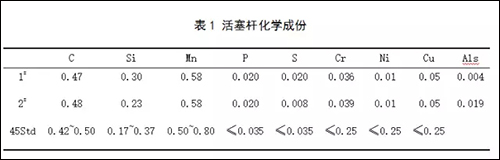
1 化學(xué)成分分析
由表1可知,兩試樣均符合45#鋼技術(shù)要求,但1#樣硫含量明顯高于2#樣,酸溶鋁明顯低,說明1#樣冶煉時鋼水未經(jīng)精煉。
2 宏觀檢驗(yàn)
1#樣掃描電鏡下觀察發(fā)現(xiàn)麻點(diǎn)缺陷近似成六邊形,周圍基體表面有明顯拋光痕跡,六邊形區(qū)域無拋光痕跡(見圖1)。六邊形區(qū)域能譜分析,主要為鉻元素,無其它成分(見圖2)。
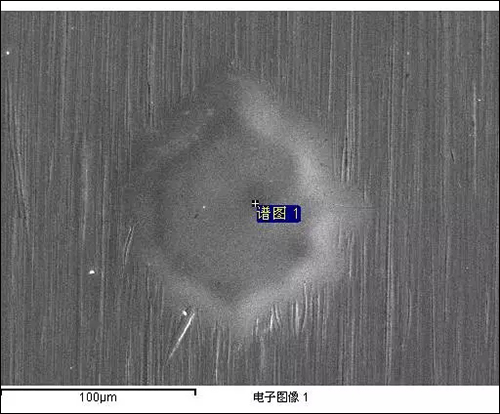
圖1麻點(diǎn)圖
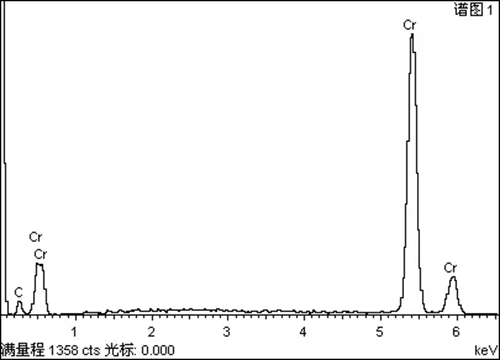
圖2麻點(diǎn)處能譜
2#樣掃描電鏡下觀察,發(fā)現(xiàn)針孔狀缺陷為一很深的孔洞(圖3),能譜分析顯示孔洞周邊為鍍鉻層(圖4)。
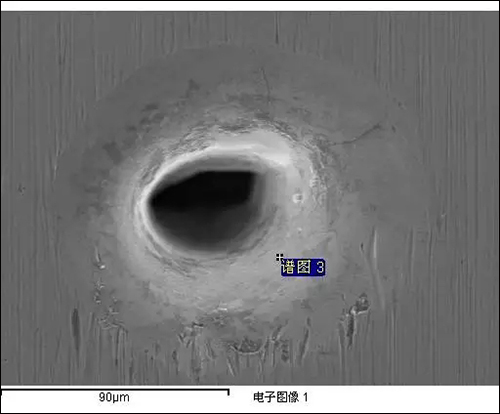
圖3針孔
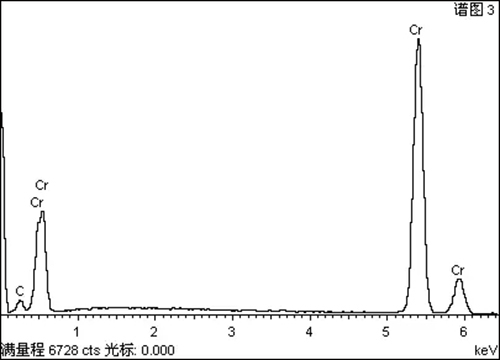
圖4針孔處能譜
3 金相檢驗(yàn)
1#樣麻點(diǎn)處橫截觀察,基體表面平滑,其上依次為鍍鎳層及鍍鉻層,麻點(diǎn)底部有一顆直徑約為23μm,暴露于基體表面的球狀夾雜物,鍍鎳層在夾雜物處減薄,鍍鉻層在該處彎曲,并在表面形成一深約10μm的小凹坑(圖5)。能譜分析發(fā)現(xiàn)球狀夾雜成分主要為Al、Si、Ca復(fù)合氧化物。浸蝕后觀察,表層組織無異常,為馬氏體組織。

圖5夾雜物處鍍層
2#樣針孔處橫截面觀察,基體表面平滑,其上依次為鍍鎳層及鍍鉻層。針孔由表面貫穿至基體,針孔處基底表面有磨削形成的剝落坑及細(xì)裂紋(圖6),浸蝕后觀察,產(chǎn)品原始表面有一層較薄的回火屈氏體層,向內(nèi)為馬氏體。

圖6磨削剝落坑處鍍層
分析討論
1 暴露于基體表面的夾雜物的影響
由1#樣金相分析可知,暴露于基體表面的非金屬夾雜物會影響該處的鍍層形態(tài)。待鍍產(chǎn)品中含有較多的非金屬夾雜物時,夾雜物暴露于基體表面的幾率大大增加。后續(xù)的驗(yàn)證性試驗(yàn)也表明,不管是顆粒狀夾雜物、條狀夾雜物還是鏈狀夾雜物都會使夾雜物處的鍍層減薄(圖7、8),沿表面垂直方向的夾雜物厚度越厚,影響越明顯。
表2 非金屬夾雜物測定結(jié)果
![]()

圖7條狀夾雜物處鍍層

圖8鏈狀狀夾雜物處鍍層
2基體表面磨削裂紋及凹坑的影響
活塞桿在加工過程中需進(jìn)行粗磨、精磨,如果磨削工藝不當(dāng),如磨削量過大、冷卻不良,在活塞桿表面就會產(chǎn)生磨削裂紋,甚至出現(xiàn)剝落,形成底部有磨削裂紋的凹坑,之后進(jìn)行的拋光、水洗等工藝會在凹坑處產(chǎn)生污物或銹斑,造成該處氫的超電勢低,電鍍時析氫嚴(yán)重,主鹽金屬離子無法沉積,形成針孔缺陷。若只有細(xì)磨削裂紋,而無剝落形成的坑,由于裂紋很細(xì),只需消耗很少的鍍層金屬就能將其填補(bǔ),不會在鍍層表面形成凹坑或針孔(圖9),或形成的凹坑很小,對鍍層無影響。

圖9磨削裂紋處鍍層

圖10凹坑(寬400μm)處鍍層
通過試驗(yàn)表明,在未鍍樣品表面用硬度計人為壓出直徑20 μm~400 μm不等的若干個凹坑(肉眼可見),單鍍一層鉻(10~15 μm)后,凹坑處肉眼可見小麻點(diǎn)。橫截面觀察,鍍層沿凹坑表面覆蓋,凹坑直徑(400 μm)比鍍層厚度大的多時,麻點(diǎn)即是未鍍樣品表面的凹坑(圖10);當(dāng)凹坑直徑與鍍層厚度相差不大時,電流密度影響較小,凹坑處的鍍層厚度與周邊鍍層一致,使鍍層在凹坑處也形成一凹坑(圖11),凹坑越小,鍍層表面形成的凹坑越不明顯(圖12)。
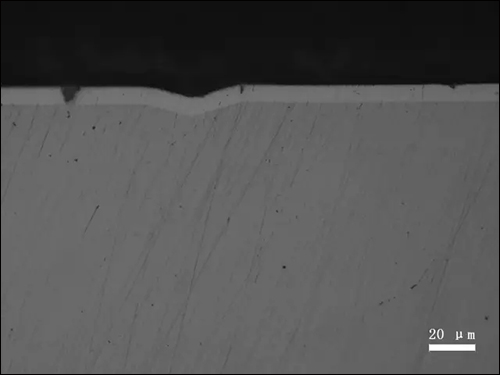
圖11 凹坑(寬40μm)處鍍層
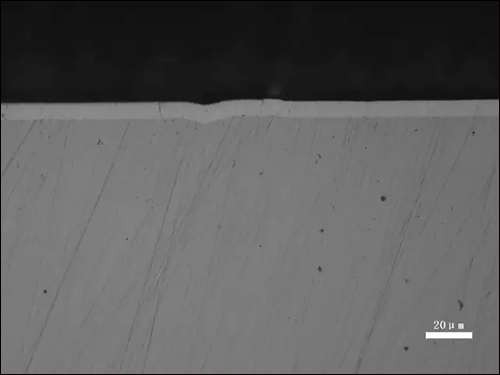
圖12 凹坑(寬20μm)處鍍層
結(jié)論
暴露于基體表面的非金屬夾雜物,不管是顆粒狀、條狀還是鏈狀,均會使該處鍍層減薄,在表面形成白亮的凹坑型麻點(diǎn)。
磨削不當(dāng)造成的表面剝落坑處析氫嚴(yán)重,氫氣泡附著在剝落坑處,使金屬離子無法沉積,形成黑色針孔缺陷。但只存在細(xì)磨削裂紋時,不會形成針孔缺陷。
基體表面機(jī)械損傷性凹坑會使電鍍表面形成白亮的凹坑型麻點(diǎn),凹坑底部有鍍層覆蓋,厚度與周邊基本一致。凹坑越小,鍍層表面形成的凹坑越不明顯。
建議
電鍍產(chǎn)品應(yīng)選用純凈度高,非金屬夾雜物含量少的鋼材。
嚴(yán)格控制加工工藝,尤其是磨削工藝,避免出現(xiàn)機(jī)械損傷性凹坑及磨削裂紋、磨削剝落坑。
選用潤濕性好的低泡潤濕劑,并加強(qiáng)攪拌措施,使氫氣泡易于快速離開工件表面而不會滯留。
條件允許的情況下,提高電流密度,增大鍍層厚度,減小凹坑對鍍層的影響。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org 責(zé)任編輯:王元 《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8125

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6461