
磷化工藝在海底管道防腐中的應用
2016-12-02 10:15:03
作者:李長春 來源:腐蝕與防護
分享至:


隨著海上油氣田大開發時代的到來,海底管道的用量也愈來愈大。惡劣的海水腐蝕環境也對管線的防腐涂層性能提出了更高的要求。
磷化工藝是經國內外工業實踐證明的有效改善鋼管表面清潔程度的化學預處理手段,不僅工藝參數控制較成熟,而且對金屬基材及涂層性能改進效果也較明顯。
管道防腐涂敷過程中,磷化工藝通常由磷化、高壓水洗、干燥三道工序組成,管道的涂敷工藝(包括磷化工藝)見圖1。
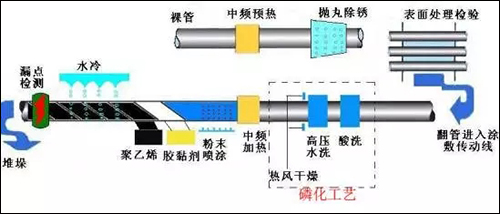
圖1 鋼管涂敷工藝(含磷化)
磷化處理過程中產生的廢水,經過“調節+中和除磷+A/OMBR+碳濾”磷化廢水處理工藝處理后,出水水質達到國家標準規定的排放要求。
磷化工藝在線涂敷試驗
3LPE涂層在線涂敷試驗分為兩個部分,鋼管進行拋丸除銹,除銹等級Sa2.5,記為空白試驗;鋼管進行拋丸除銹、磷化處理,記為磷化試驗。
1鋼管規格及涂層厚度
在線涂敷試驗用鋼管規格、鋼級、數量、以及涂層厚度等參數見表1和表2。
表1試驗用鋼管規格

表2 3LPE防腐層厚度參數

注:焊縫處涂層最小厚度不能小于規定值的80%
2原材料檢驗
涂敷試驗前,按相關標準要求對試驗用原材料進行質量和工藝性能試驗。檢驗結果見表3至表5。
表3 3LPE涂層的環氧粉末的性能指標要求
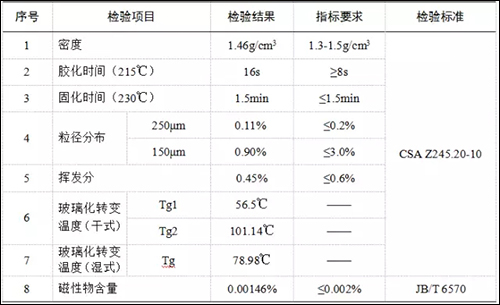
表4 膠粘劑的性能檢測結果
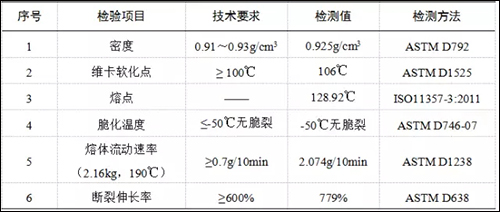
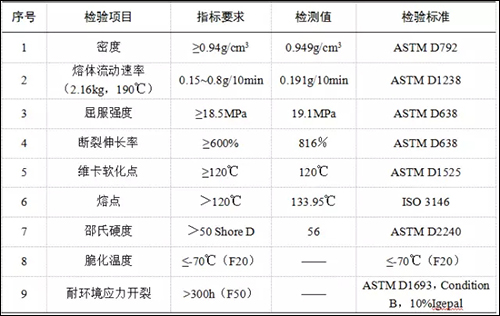
表5 聚乙烯專用料檢測結果
3LPE涂敷試驗檢測
(1)在線試驗檢測
檢驗磨料的清潔度,然后按照相關標準要求對防腐層進行漏點和剝離強度等項目進行檢測,檢驗結果見表6至表8。
表6 磷化試驗現場鋼管表面鹽分檢測(3LPE)
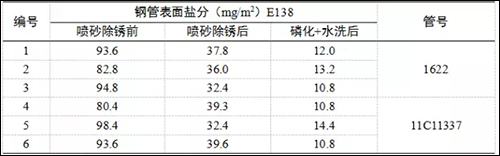
注:試驗時環境溫度:27℃,環境濕度:30%
表7 磷化前后鋼管表面處理效果對比
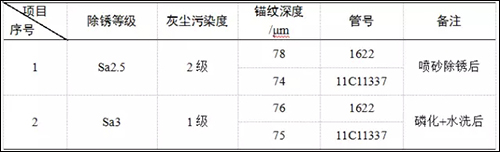
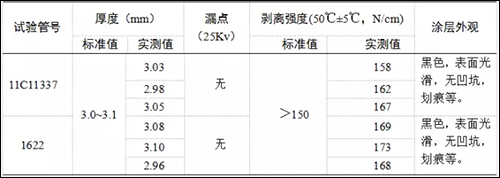
表8 3LPE涂層現場檢測結果
由表6至表8可知,由于鋼管在場地存放時間長,其表面銹蝕嚴重,灰塵污染度和鹽分含量較高,經拋丸除銹后鋼管表面鹽分含量均大于20 mg/m2,難以滿足管道涂敷工藝技術要求,經磷化和高壓水沖洗后,鋼管表面鹽分含量降至12.0~14.4mg/m2(E-138),小于15 mg/m2;除銹等級提高至Sa3,灰塵污染度達到1級,且對錨紋深度無顯著影響,表明磷化處理顯著提高了鋼管表面的處理質量。
3LPE涂層現場試驗結果顯示,50℃±5℃條件下,涂層剝離強度大于158 N/cm,大于指標要求的150 N/cm;采用25kV電壓檢漏,涂層無漏點,涂層整體性能達到了預期效果,滿足管道涂敷工藝和現場施工技術要求。
(2)涂層性能檢測
鋼管涂敷完成后,按相關技術規范要求,由專業人員在試驗管上切取不同規格的試件,進行涂層的性能檢測,檢測項目包括陰極剝離、彎曲試驗以及熱特性等,檢驗結果見表9。
表9 3LPE涂層性能檢測結果
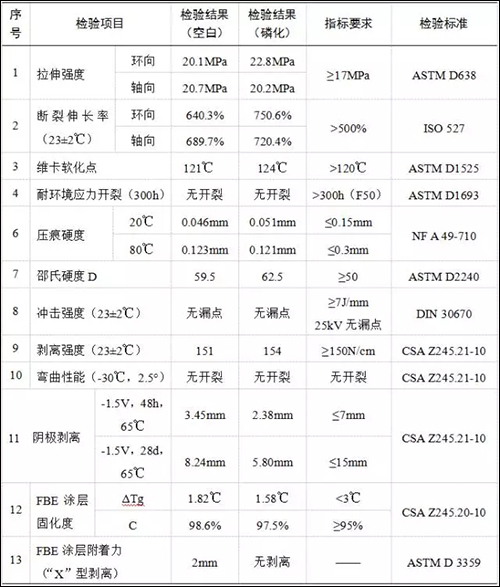
由上表3LPE涂層性能試驗數據分析可知:
涂層在-30℃時均具有良好的韌性;經過磷化工藝處理后,涂層和基材表面的附著力顯著增加,提高了涂層抗陰極剝離能力。
值得注意的是,在磷化噴淋后,如后續高壓水沖洗不到位,基材表面殘留的磷化液會嚴重影響涂層的附著力,即涂層陰極剝離效果會較差,達不到預期的效果。
結論
(1)磷化工藝能夠有效清除基材表面錨紋中殘留的銹蝕痕跡、含氯離子無機鹽類、有機污染物和微小的灰塵等,為涂料涂裝提供清潔的表面,提高了鋼管表面處理質量。
(2)磷化前后涂層性能檢測結果顯示,磷化后與3LPE涂層附著力相關的陰極剝離、彎曲試驗和“X”型剝離等性能均有顯著提高,表明經過磷化工藝處理后3LPE涂層整體附著效果良好。
現場試驗和涂層性能檢測結果表明,磷化處理能夠提高鋼管表面處理質量,增強涂層與基體之間的附著力,為該工藝在海底管道防腐涂敷項目中推廣應用提供了有力的支撐。
更多關于材料方面、材料腐蝕控制、材料科普等等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org 責任編輯:王元 《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461