



摘要:文章以737NG飛機主起落架前耳軸Support fitting的腐蝕修理工作為基礎,闡述分析了起落架腐蝕產(chǎn)生的背景和原因,修理所需的專用工具設備和特種工藝,總結了修理方案和修理步驟,強調了737NG飛機起落架腐蝕修理和防護工作的關鍵點和風險點,提出了基體金屬的表面保護層體系的概念。為他人提供一個工作參考,以便提高飛機的維修效率。
引言:起落架是737NG飛機各大零部件中典型的時壽件,需要進行定期檢查和到壽更換。在737NG飛機的大檢工作中經(jīng)常會伴有“主起落架前耳軸區(qū)域腐蝕檢查”和“起落架的更換”等大的工作項目,而在這些大的檢修工作中,偶爾會碰到一些起落架腐蝕的問題。
737NG飛機的主起落架安裝在大翼后梁和起落架支撐梁之間的半封閉區(qū),構成起落架零部件的主要材料為高強度不銹鋼。飛機頻繁起降,機輪和沖壓氣流會夾帶大量的泥沙和灰塵聚集在后梁區(qū)域。糟糕的工作環(huán)境形成了起落架腐蝕的客觀因素。
文章從737NG飛機主起落架前耳軸區(qū)域發(fā)生電化學腐蝕的背景和原因分析入手,概要地總結了修理方法和注意事項。最后指出起落架腐蝕修理和防護的核心實質就在于:干凈徹底地去除腐蝕,重新建立并持續(xù)維護基體金屬的保護層體系。
主起落架腐蝕發(fā)生的位置、部件和背景
在執(zhí)行指令737-32-1376和737-32-1402“主起落架前耳軸銷檢查和更換”的工作時,有些運營商反饋在前耳軸支撐接頭的銷孔外端面附近區(qū)域及保險銷孔的內表面上發(fā)現(xiàn)了腐蝕,詳見圖1。腐蝕原因是由于壓在鋁制的前耳軸支撐接頭上的鋼墊片沒有鍍鎘,當二者暴露在大翼后緣潮濕的環(huán)境下時,導致了腐蝕的發(fā)生。
針對該腐蝕情況,Boeing專門下發(fā)了SB-737-57-1310-02,對主起落架前耳軸Support fitting附近的鋼墊片下面的四個銷孔進行詳細目視檢查,如果未發(fā)現(xiàn)腐蝕,安裝改進的或新的鍍鎘墊片,如果發(fā)現(xiàn)腐蝕,按照SRM57-20-90-2R-2或SRM57-20-90-2R-3進行修理。
L/N:2226(含)之后的飛機已安裝了鍍鎘墊片以防止該區(qū)域腐蝕的發(fā)生。
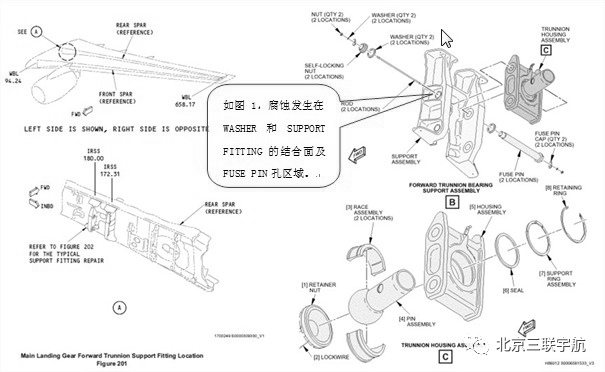
圖1 腐蝕發(fā)生的位置
主起落架腐蝕發(fā)生的原因分析
主要原因是MLG Forward Trunnion Housing Assembly周圍的工作環(huán)境臟亂,螺栓、墊片等零部件暴露在潮濕的空氣中,這些腐蝕介質會逐漸侵蝕和破壞原有的基體保護層體系。
次要原因是飛機起降頻繁,起落架會在液壓系統(tǒng)的作動下往復運動,Support fitting在液壓和氣動力的作用下會產(chǎn)生微小的震動,震動造成該區(qū)域的零部件逐漸松動,一旦固定washer的密封膠發(fā)生老化、松動或龜裂,潮氣和臟東西將進入結構縫隙,形成了主起落架電化學腐蝕的外部環(huán)境。
內在原因是鋼質的washer和鋁合金的Support fitting裝配在一起,如果washer本體的鍍層由于裝配的原因或電鍍工藝質量的原因發(fā)生了損壞,就容易發(fā)生電化學腐蝕。
腐蝕修理所需的特殊工藝設備
3.1 專用銑刀組件(見圖2)。
3.2 數(shù)控車床。主要用來制作襯套、墊片等修理元件,加工精度高,速度快。
3.3 刷鍍設備。主要用來進行修理墊片鍍鎘。
3.4 液氮冷縮安裝設備。主要用來冷縮安裝修理襯套。
3.5 FLAPPING表面強化設備。主要用來提高修理工作區(qū)的抗疲勞強度。
3.6 滲透或渦流無損檢測設備。主要用來探測腐蝕是否完全去除。

圖2專用銑刀組件
修理方案
端面+銷孔腐蝕,參考SRM 57-20-90-2R-2;僅端面腐蝕,參考SRM 57-20-90-2R-3。
主要修理步驟
5.1 拆除前耳軸支撐接頭附近的線纜支架,接近腐蝕修理區(qū)域。
5.2 做好區(qū)域防護,防止去除腐蝕時,鋁屑四濺,造成外來物或其它問題。
5.3 拆除襯套
用專用工具MIT115A5002拆除襯套,保留襯套(注意:拆除前做好標號和位置標記,恢復安裝時按標號和位置標記恢復),小心不要碰傷銷孔的內表面。
5.4詳細目視檢查該區(qū)域,確定腐蝕的類型和修理方案。
5.5 去除腐蝕
使用專用銑刀工具MIT115A5002,去除主起落架前耳軸支撐接頭處的端面腐蝕和銷孔腐蝕,詳見圖3。
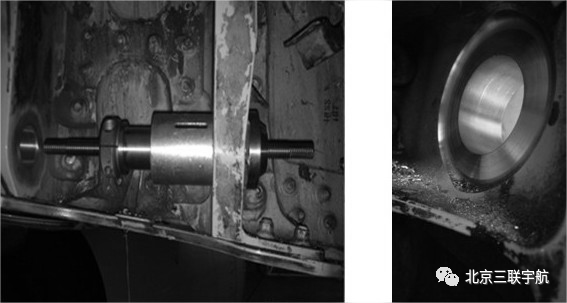
圖3腐蝕去除示意圖
5.6 去除毛刺和銳邊,用MPK清潔修理區(qū)。
5.7 NDT檢測腐蝕是否完全去除。
參考SOPM 20-20-02對修理區(qū)域做滲透檢查,確保沒有其它腐蝕損傷,否則繼續(xù)銑削直到腐蝕完全去除。
5.8 對銑削端面FLAPPING強化。
5.9 ALODINE1200S化學轉化涂層處理,刷底漆(至少兩遍)。
5.10制作修理元件[5](以SRM 57-20-90-2R-2為例)。
5.10.1所需的修理元件和材料(見表1)
表1 所需的修理元件和材料
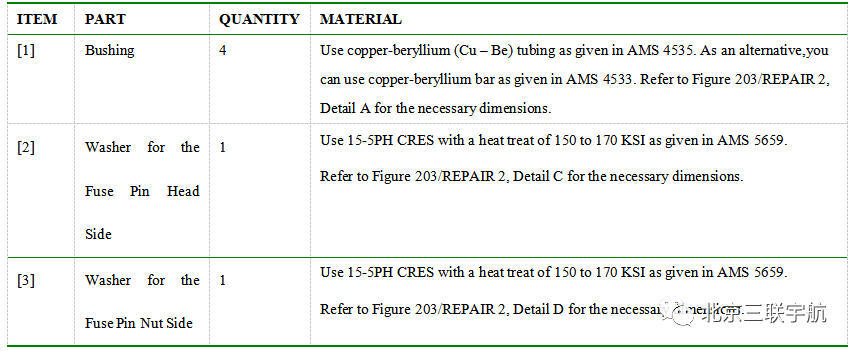
5.10.2制作修理襯套。
5.10.3制作修理墊片。
5.11 安裝修理元件。
5.11.1參考SOPM 20-50-03使用液氮冷縮安裝修理襯套,并做填角密封。
5.11.2襯套安裝到位后,對襯套內孔進行鉸孔。
5.11.3濕安裝修理墊片。
5.12恢復安裝Trunnion Housing Assembly和其它部件。
關鍵點、風險點分析
6.1腐蝕點很隱蔽,需要詳盡地接近和詳細目視檢查,需要提前做好修理預案。
需要先確定腐蝕的類型,再確定修理方案,而確定腐蝕類型需要先拆除襯套。
6.2專用工具設備MIT115A5002和人員工作經(jīng)驗很關鍵。
1)起落架修理工作必須使用專用工具MIT115A5002或其替代設備,否則無法保證修理工作的形位公差。
2)銑削前要測量Support fitting的原始厚度,以便后續(xù)制作墊片時計算墊片的厚度。
3)專用工具MIT115A5002長大而沉重,腐蝕銑削的進給量不能太大,否則容易跳刀或卡滯,因此去除腐蝕需要很長的時間。應至少安排兩人,一人手持銑刀控制轉速、進給量和角度,一人在旁輔助支援,滴切割液,并協(xié)助控制銑刀的方向、角度和端面壓力,應適當進行輪換,避免人員疲勞。
4)銑削中要調節(jié)好動力鉆,轉速控制在60-90r/min,注意一旦發(fā)現(xiàn)銑刀卡滯 ,要手動反轉將銑刀退出,防止銑刀啃掉一大塊原始結構材料,造成人為損傷超標。該工作風險很高,一旦盲目蠻干將造成Support fitting的超標報廢,給公司造成巨大的損失。
6.3 正確而徹底地去除腐蝕很關鍵。
1)要保證銑削的端面與Support fitting的內表面平行,保證銑削端面與銷孔的垂直度,保證兩對銷孔的同軸度。
2)銷孔內的腐蝕尤其是點蝕一定要徹底去除干凈,避免發(fā)生二次腐蝕。腐蝕去除后,需用滲透或HFEC等無損探傷手段確保腐蝕完全去除。
3)端面腐蝕的最大去除深度為0.210in;對于銷孔腐蝕,去除腐蝕材料后,銷孔的最大直徑為1.620in,Support fitting上安裝墊片的平滑區(qū)的外徑要保持在1.97min-3.0maxin之間。如果超過上述極限尺寸,則該腐蝕為超手冊損傷,需要報批給波音,并索要進一步修理方案。
6.4 修理元件的制作、防腐工藝和安裝環(huán)節(jié)很關鍵。
6.4.1修理元件的制作。
1)建議使用精密數(shù)控車床來制作修理襯套和墊片,這樣生產(chǎn)效率高,元件尺寸的精密度和表面粗糙度較高,利于提高工作質量和裝配精度。
2)修理元件的尺寸與5.5步中的銑削深度有著密切的關系,需要根據(jù)實際情況(如銷孔有沒有鉸孔,原修理墊片是否可用,端面銑削了多深等細節(jié))來計算確定修理元件的尺寸。
6.4.2 防腐工藝要做到位。
1)對于原起落架結構的修理工作區(qū)的裸露鋁合金基體需涂ALODINE1200S和底漆(至少兩遍),注意不能把底漆涂在內孔表面上。
2)修理元件——銅襯套和鋼墊片需要鍍鎘,襯套必須槽鍍,以保證鍍層的均勻統(tǒng)一,墊片槽鍍最好,刷鍍也可以接受。
6.4.3 修理元件的安裝
1)步驟5.11.3中,修理墊片在恢復安裝前要涂抹防腐劑BMS3-38。
2)步驟5.11.1和5.11.3中,修理襯套和修理墊片的密封很關鍵。這一步千萬不要嫌麻煩,簡化步驟或節(jié)省時間。要確保縫隙全部被密封膠填死,并使密封膠完全固化,將修理襯套、墊片和Support fitting牢牢固化粘結在一起,再執(zhí)行后序步驟。否則,若密封膠沒有完全固化,在緊固“fuse pin”的nut時,需要將力矩磅至1300-1350 in·lb,在巨大的壓力和扭矩下,極容易造成washer與Support fitting的相對轉動,密封膠被撕裂并產(chǎn)生剝離間隙,washer的鍍層被擠壓損壞,潮氣順著間隙進入修理區(qū),容易再次產(chǎn)生腐蝕。
總結
737NG飛機的主起落架腐蝕屬于電化學腐蝕,它主要發(fā)生在主起落架前耳軸Support fitting區(qū)域。該修理工作屬于典型的機加大修工作,修理工作涉及到:數(shù)控加工、熱處理、電鍍、FLAP PEEN、滲透檢查、冷縮安裝、防腐密封等多種特殊工藝,修理周期較長。
對航空器結構或附件施加表面保護層是最有效的防腐措施。起落架Support fitting腐蝕修理的過程,也是腐蝕去除和基體金屬的保護層系統(tǒng)重新修復和建立的過程。在該修理程序中,保護層系統(tǒng)包括:Support fitting的ALODINE1200化學轉化涂層和漆層,修理襯套和washer的鍍鎘層,修理襯套和washer濕安裝過程中的密封膠層,最后是防腐劑涂層。
該修理工作的關鍵環(huán)節(jié)是:干凈徹底地去除腐蝕,精準地制作和安裝修理元件,嚴格落實各零部件的表面保護層系統(tǒng)的工藝要求。修理墊片washer的防腐和該區(qū)域的密封是重中之重。通過密封,切斷washer與外界環(huán)境介質接觸的途徑,避免形成電化學腐蝕的環(huán)境;其次,washer本體上的鎘鍍層可確保一旦密封膠失效,在washer與Support fitting之間不至于產(chǎn)生電位差,短期內不會發(fā)生電化學腐蝕。
建議航空公司加強對該起落架區(qū)域的檢查,特別是加強對起落架的各零部件的保護層系統(tǒng)(漆層、鍍層、密封膠和防腐劑涂層)的檢查,對于保護層系統(tǒng)的損壞要給予重視,并及時修復。提前做好起落架腐蝕修理的預案和各項工作準備,避免出現(xiàn)因腐蝕超標而更換Support fitting的被動局面。
免責聲明:本網(wǎng)站所轉載的文字、圖片與視頻資料版權歸原創(chuàng)作者所有,如果涉及侵權,請第一時間聯(lián)系本網(wǎng)刪除。

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”