



海洋及近海區(qū)的大氣中多存在腐蝕性氣流,加上晝夜溫差大,濕度又高,這些因素對鋼結構,特別是承重鋼結構橋梁的影響是致命的,輕則影響橋梁的外觀,重則造成橋梁損毀,因此必須對此環(huán)境下服役的鋼結構橋梁采取相應的涂裝措施。
位于浙江杭州灣新區(qū)(該地區(qū)為典型的海洋大氣環(huán)境,腐蝕環(huán)境類別為C5-M)的某大橋為三跨連續(xù)鋼桁梁橋,長227.7 m,寬41.5 m,其橋型總體布置立面圖如圖1所示。橫斷面采用兩片主桁布置,主桁中心間距25.8 m。主體結構采用Q345D鋼,栓焊結合。
1 防腐涂裝體系的選擇
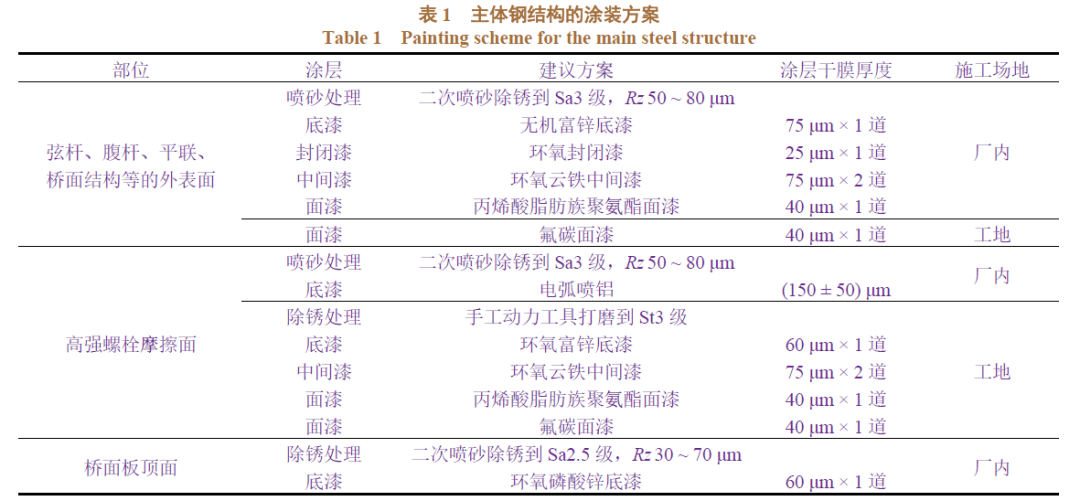
根據(jù)橋梁所處環(huán)境、設計要求和橋梁的結構部位,結合相關理論JT/T 722–2008《公路橋梁鋼結構防腐涂裝技術條件》及GB 50205–2017《鋼結構工程施工質量驗收規(guī)范》的要求來為主體鋼結構選定表1所示的長效型涂裝方案,其中耐候性面漆的顏色按全橋景觀設計要求來確定。
1.1 內表面(即箱型桿件內部空間)的涂裝
考慮到鋼結構加工期間焊接及涂裝交叉施工等不利因素,參考南京大勝關長江大橋、貴州鴨池河桁架橋的施工經(jīng)驗,上、下弦桿及腹桿等封閉型桿件的內部僅做預處理涂裝,取消中間漆和面漆,表面除銹達到GB/T 8923–1988《涂裝前鋼材表面銹蝕等級和除銹等級》規(guī)定的St3級,僅設1道厚度≥60 μm的環(huán)氧富鋅底漆。
施工完成后用航空密封膠對所有隅角部位以及拼接板的縫隙進行填塞。
1.2 涂層體系的性能特點
(1)醇溶性無機富鋅底漆用于打底及調平,其陰極保護作用可使鋼材不易發(fā)生銹蝕;環(huán)氧磷酸鋅底漆可滿足鋼結構臨時防銹的要求。
(2)環(huán)氧封閉漆能夠杜絕空氣侵入底漆,同時起到隔離作用,降低底漆與中間漆發(fā)生化學反應而導致中間漆起泡的風險;環(huán)氧云鐵中間漆含云母,起到封閉、保護涂層的作用。
(3)第一道面漆在廠內完成可以節(jié)省工地的涂裝工作量,保證涂裝質量,并能保護中間漆;第二道面漆則是防止第一道面漆在運輸、安裝過程中出現(xiàn)破損之后的重涂,統(tǒng)一色調。
該體系在15 ~ 25 a內能最大限度地保護鋼結構不受有害氣體、干濕變化等侵害,具有優(yōu)異的裝飾性能,抗紫外線、防老化(氟碳面漆和聚氨酯面漆的耐人工加速老化時間分別為3 000 h和1 000 h),以及承受構件變形能力強的優(yōu)點。
1.3 涂裝工藝試驗
選取涂有車間底漆(醇溶性無機硅酸鋅)的試板(厚度為14 mm),漆膜厚度選用上限,即25 μm。施工前,通過試驗確認表面處理及噴涂的工藝參數(shù),為后續(xù)施工及批量涂裝生產提供有效的技術依據(jù)。
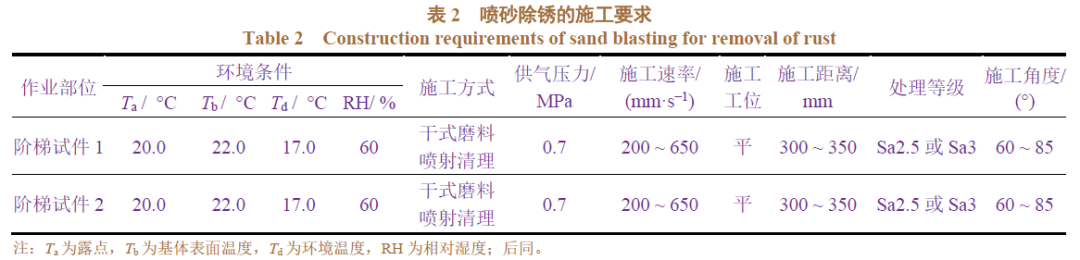
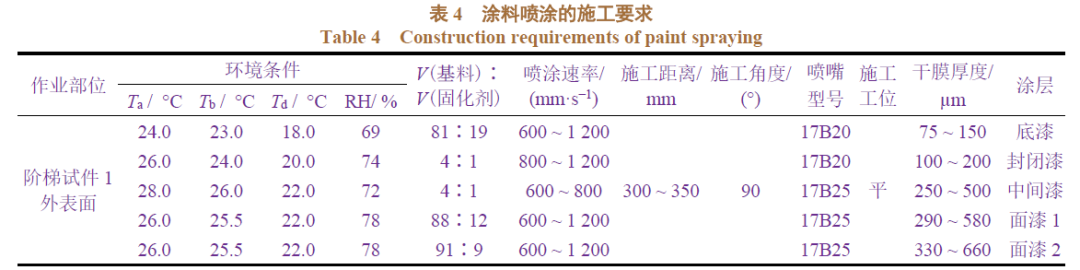
在滿足表面處理要求的情況下,確定并記錄空氣壓力、噴射角度、噴射速率等工藝參數(shù)。采用的階梯試件1、2的規(guī)格均為300 mm × 200 mm × 12 mm,評定項目為涂層厚度(采用干膜測厚儀檢測),施工方法為高壓無氣噴涂法及電弧噴鋁法,試驗結果見表2 ~ 5。
1.4 施工準備
1.4.1 鋼材預處理
在鋼材預處理流水線上完成鋼板和各種型材的預處理,表面除銹達到GB 8923規(guī)定的Sa2.5級,Rz 30 ~ 70 μm,并噴涂一道車間底漆以防止鋼材在加工過程中銹蝕。
要注意優(yōu)化鋼結構加工,對零件邊角部位進行倒角、打磨處理。鋼結構加工完成后要進行二次噴砂,清除車間底漆以便于噴涂底漆。


1.4.2 涂裝車間設施
涂裝廠房按“噴涂合一”配置,執(zhí)行“一噴一涂”工藝方案,即需要具備保溫除濕功能的噴砂車間和涂裝車間。
噴砂是為了防止灰塵,清除鋼材上的污點及油漬,在光滑的鋼材表面做出粗糙度。涂裝有手工及機械噴涂。
2 涂裝施工
2.1 總體安排
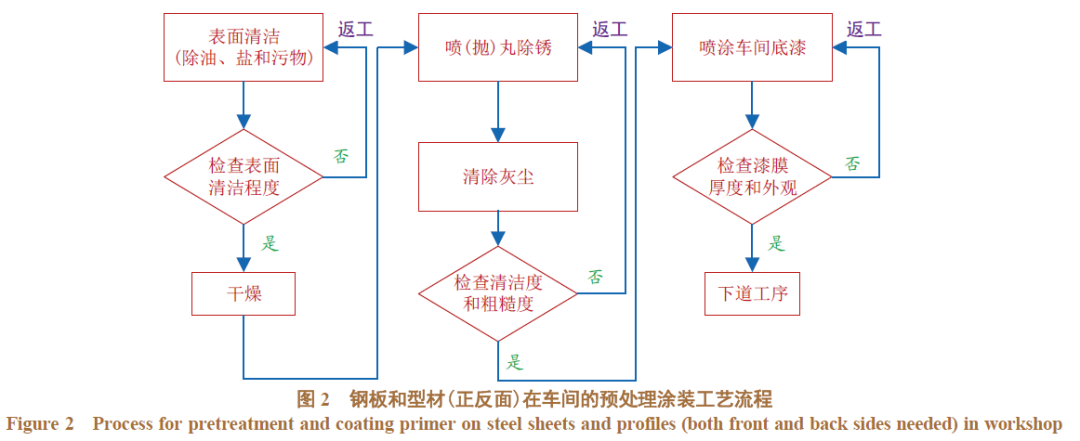
在鋼結構件加工場地完成單元節(jié)(上、下弦桿,腹桿,橋門架等)的涂裝,流程如圖2所示,即單節(jié)鋼桁外表面完成噴砂除銹、電弧噴鋁及油漆涂裝;桿件內部表面完成噴砂除銹預處理及涂裝,噴涂或刷涂耐熱環(huán)氧富鋅底漆,并適當加厚涂膜,對密封區(qū)域進行密閉封堵。
橋面板頂面的臨時防腐是在廠內噴砂除銹至Sa2.5級后噴涂60 μm厚的環(huán)氧磷酸鋅底漆。
鋼結構各單元節(jié)在廠內防腐涂裝完后,運到橋址現(xiàn)場拼裝成橋,并完成焊縫處理、破損處修補及橋面焊縫涂裝。
最后對整橋外表面(含橋面系)總體涂裝第二道面漆,以及做好護欄等附屬工程。
2.2 表面清理工藝
表面清理包括對表面缺陷進行修補、打磨,以及清除鋼板表面的氧化皮、油污、可溶鹽等。工藝流程為:焊接缺陷補焊→打磨→用清洗劑清洗油污→吹凈→干燥。
為增強漆膜與鋼材的力,應對二次除銹后的鋼材表面進行清潔處理:先用壓縮空氣吹凈表面的粉粒,再用無油污的干凈棉紗或碎布抹凈。
2.3 噴漆的技術要求
采用刷涂法及高壓無氣噴涂法,其中刷涂屬手工操作,只在預涂和小面積補涂時采用。表面噴砂處理經(jīng)檢驗合格后應保護好清潔的表面,并在4 h內噴涂底漆。
噴底漆前,還應預涂所有焊縫、邊角以及所有不易噴涂的部位。所有預涂均采用刷涂。用攪拌機將涂料的各組分攪拌均勻,必要時進行過濾,再按要求進行調配。
底漆與中間漆的最長暴露時間不超過7 d。兩道面漆間隔若超過7 d,需用細砂紙打磨拉毛。
2.4 金屬噴涂的技術要求
采用十字噴涂法進行電弧噴鋁,通過調節(jié)施工參數(shù)來做到鋁層顆粒細小,以降低鋁層的孔隙率。摩擦面涂裝范圍從孔群最外側螺栓孔壁外延80 mm,要做到摩擦面、噴涂面規(guī)整,無波浪邊。
2.5 工地涂裝
2.5.1 涂層損壞處的修補涂裝
最后一道面漆在鋼橋合攏后涂裝。在此之前應對運輸、安裝過程中破損的涂層進行修補,先打磨破口,再逐層補涂油漆,從補涂底漆開始,底漆固化后再涂中間漆。
小面積涂層的修補可采用機械除銹,根據(jù)涂層配套進行修補,可手涂至設計厚度。
2.5.2 面漆的涂裝
涂裝最后一道面漆之前,對全橋整體拉毛及修補涂層,確保表面沒有油污、灰塵。拉毛后的油漆表面應盡快涂裝第二道面漆。
工地連接焊縫經(jīng)檢驗合格后,其表面應噴砂除銹至St3。清潔已噴涂涂層表面的污染處,修復損壞的涂層,然后涂裝整橋的面漆。
表面清潔的方法與步驟:
(1)可用環(huán)氧稀釋劑擦洗掉鋼結構件外表面較明顯的油污;
(2)用潔凈的清水高壓沖洗表面,除去鋼結構件外表面的鹽分、灰塵等;
(3)用環(huán)氧稀釋劑擦試鋼結構件外表面一遍,除去表面殘留的不易觀察到的油污;
(4)待鋼結構件外表面環(huán)氧稀釋劑揮發(fā)后用1號砂紙打毛油漆表面,再用抹布擦凈表面灰塵。
對于已涂裝完畢的節(jié)段,應避免涂層損傷,嚴禁碰撞和擦傷涂層,盡量減少重新電焊等作業(yè)。
2.6 焊縫的處理
涂裝前清除焊縫表面缺陷、焊渣和污染物,然后進行相應的表面處理,及時進行后續(xù)涂裝。
在保證焊縫區(qū)域底漆厚度的基礎上,可適當增加中間層的厚度,一般為原厚度的1.2倍,如一道中間漆厚度可由75 μm最大增至90 μm。
桿件拼裝完成后,所有隅角部位和拼接板間的縫隙都必須用彈性膩子填補封閉,干燥后適當打磨,再涂裝。
3 經(jīng)驗與教訓
3.1 高強螺栓連接處生銹報廢
初期由于工期緊張,未及時封堵局部外露的高栓群孔,兩處共4塊摩擦面的抗滑移系數(shù)現(xiàn)場檢測小于0.45,使它們全部報廢。
這是由于高強螺栓和栓接面在高強螺栓擰完報驗合格后未及時進行涂裝,結果遭遇下雨,雨水滲進摩擦面留下紅色銹水,給摩擦面帶來較大的質量隱患。
因此,對于外露積水的高強螺栓,建議用聚硫彈性密封膠封堵拼接板四周縫隙,以防止雨水從絲口處滲入,并在報驗合格后12 h以內完成摩擦面涂裝。
3.2 外表面涂裝中面漆與中間漆之間結合力不良
在部分鋼桁外表面涂裝施工中,出現(xiàn)聚氨酯面漆與環(huán)氧云鐵中間漆之間結合力不良,致面漆脫落的質量事故。
通過分析結合力與環(huán)境因素(包括稀釋劑、晝夜溫差和通風)之間的關系,認為如果涂裝通用的環(huán)氧云鐵中間漆的目標膜厚為150 μm,實際所需要的換氣量在封閉的廠房內很難達到。
因此改進了車間的通風條件以加速溶劑釋放,從而避免涂膜內溶劑殘留。
另外,采用快干型環(huán)氧中間漆,并在環(huán)境溫度較低的時間段施工來保證中間漆的干燥速率。經(jīng)復檢,該問題得到很好的解決。
3.3 氟碳面漆局部出現(xiàn)針孔
1月份在進行部分鋼結構單元節(jié)的氟碳面漆施工時,由于氣溫驟降,涂料施工性能與環(huán)境不匹配,且中間漆干膜表面吸附了小分子水,致使面漆有密集針孔、魚眼和流掛缺陷。
根據(jù)現(xiàn)場情況,通過調整噴涂工序及進行局部面漆試驗,發(fā)現(xiàn)噴涂速率為1.2 m/s或0.2 m2/s,搭幅為33%時,所得漆膜平整,無異常,針孔問題也未再發(fā)生。
4 現(xiàn)場施工的要點
(1)在低溫高濕的條件下,常規(guī)環(huán)氧中間漆受封閉環(huán)境的影響,涂膜內部的稀釋劑揮發(fā)緩慢甚至不揮發(fā),氟碳面漆又較致密,以至于中間漆內溶劑滯留,影響層間結合力。此時需要適當延長環(huán)氧涂料的干燥時間,干透后方可上面漆。
(2) 由于環(huán)氧中間漆具有較好的抗流掛性,因此要根據(jù)溫度、濕度、噴涂膜厚和噴漆工的技術來控制稀釋劑的添加量,一般在5% ~ 20%之間。但在氣溫低時,按上限加入稀釋劑容易造成環(huán)氧中間漆干燥緩慢,短時間內再噴涂氟碳面漆會造成底層溶劑滯留,從而導致層間結合力差。因此氣溫低時要相應減少環(huán)氧中間漆中稀釋劑的添加量。
(3) 施工現(xiàn)場根據(jù)氣溫和濕度的不同分別采用慢干稀釋劑和快干稀釋劑。由于工藝上沒有嚴格區(qū)分稀釋劑的使用溫度和濕度,因此部分桿件在中涂時誤用了慢干稀釋劑,造成施工時間過長,受濕度影響較大,且與面漆間結合力不良。中間漆采用快干產品,涂層反應活性更高,硬度更好,因此要注意選用快干稀釋劑,提高涂膜的干燥速率,縮短涂層間的涂裝間隔。
(4) 密切關注現(xiàn)場施工動態(tài),加強施工時的記錄,認真控制產品攪拌、活化等環(huán)節(jié),通過監(jiān)控溫度、濕度等條件,及時測試分段中間漆和面漆的干燥情況,以確定下一道施工與否,控制涂裝間隔。如晝夜溫差很大,涂膜難以均勻干燥,會造成不同部位的結合力不均。此時應盡可能減少施工,原則上中間漆不用拉毛處理便可涂面漆。
(5) 高壓無氣噴槍與噴涂表面應保持30 cm左右的距離,而噴槍角度接近90°,距離太遠容易霧噴。為防止漆霧影響,可先對下部結構進行預噴。至于高強螺栓涂裝,要先做清潔處理,并從多個方向噴涂,才能保證均勻覆蓋。
5 結語
本項目的鋼結構涂裝嚴格按照涂裝技術要求進行,通過控制相關質量及關鍵工序,成功地完成了防腐涂裝工程,涂層的防腐性能及外觀效果良好,可供類似工程參考。
免責聲明:本網(wǎng)站所轉載的文字、圖片與視頻資料版權歸原創(chuàng)作者所有,如果涉及侵權,請第一時間聯(lián)系本網(wǎng)刪除。

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”