
提高模具壽命,熱處理工程師給出12個技術措施
2020-12-24 14:41:56
作者:孟實、于東海、 趙步青、胡會峰 來源:熱處理生態(tài)圈
分享至:


模具是工業(yè)生產的主要工藝裝置,模具工業(yè)是基礎工業(yè)。模具在國際上被喻為金屬加工的“帝王”,模具工業(yè)是衡量一個國家綜合經(jīng)濟技術水平的標志和晴雨表。世界各國都十分重視模具工業(yè)的發(fā)展。我國的模具工業(yè)發(fā)展迅速,從1996年至今,產值以每年10%~20%的速度快速增長。但由于人才匱乏,技術落后,造成模具制造周期長,質量差,成本高,模具壽命不盡人意。據(jù)有關方面統(tǒng)計分析,在模具失效諸多因素中,材料和熱處理因素占50%,可見模具的選材及熱處理是何等重要。
一、國內外模具壽命對比
據(jù)《中國模具信息》2001年第11期報道,國內外模具壽命對比見表1。時間過去近20年,我國模具整體水平比國外低的格局并未改變,我國的模具技術發(fā)展很快,有的已達國際水平,少數(shù)領先,但就總體而言,在大型、精密、復雜的長壽命模具方面和國外相比,仍有較大的差距。
二、提高模具壽命的技術措施
3.1 采用純凈高性能的模具鋼
材料是基礎,基礎不牢地動山搖,GB/T 1299—2014《工模具鋼》中列出了冷作模具鋼、熱作模具鋼、塑料模具鋼的具體成分,并對雜質、含量提出了嚴格要求,但市售的模具鋼買賣雙方質量糾紛不斷。我們應從正規(guī)渠道采購,不能貪便宜,應優(yōu)先選用粉末鋼、噴射鋼和純凈度高的優(yōu)質鋼。
另外,選用3Cr2W8V鋼制造熱作模具時,應關注其含碳量,國外先進標準均為wC=0.25%~0.35%,而我國標準為wC=0.30%~0.40%,此鋼一直沿用前蘇聯(lián)3X2B8?鋼標準,俄羅斯標準TOCT 5950—2000早已改成wC=0.27%~0.33%,而我國標準一直未作修改。實踐證明,3Cr2W8V鋼含碳量高則有害無益,好多早期失效皆由它引起。趙步青早于1994年7月在“哈爾濱舉行的第七屆全國工具熱處理年會”上提出修訂3Cr2W8V鋼含碳量的建議。
3.2 進行強韌化處理
中碳中合金熱作模具鋼在鍛后緩慢冷卻或模坯截面較大時(φ>100mm),其組織中易出現(xiàn)鏈狀碳化物,導致模具早期脆斷、熱裂和龜裂失效。因此,需采用組織預處理予以消除,以提高模具強韌性和使用壽命。
3CrMoW2V鋼采用1130℃正火,可使M6C碳化物溶解,在空冷速度>15℃/min時,超過形成鏈狀碳化物的臨界冷速,可消除鏈狀碳化物,并在隨后的球化退火后獲得顆粒勻細分布的碳化物。
3.3 采用節(jié)能降耗的預處理熱處理新工藝
1)采用鍛后余熱退火的形變熱處理。
2)采用快速勻細球化退火新工藝。
3)熱作模具鋼由常規(guī)高溫回火改為中溫回火處理。
4)增加調質處理。
3.4 采用真空淬火或保護氣氛熱處理
自20世紀80年代末Cr12MoV鋼模具真空淬火成功后,模具真空淬火應用日益普及,特別是高壓氣淬。
3.5 深冷處理
淬火后的模具在-110℃以下作深冷處理時,析出微細碳化物殘留物,殘留奧氏體轉變成馬氏體,可提高耐磨性、抗回火穩(wěn)定性、尺寸穩(wěn)定性。M12螺母冷鐓模經(jīng)深冷處理后使用壽命提高兩倍,鋁合金熱擠壓模使用壽命提高1倍。
3.6 降溫淬火
選用高速鋼制模,其淬火溫度不同于刀具,普遍采用較低的淬火加熱溫度,即降溫淬火,如W18BCrV鋼淬火溫度為1180~1200℃,M2、W9鋼淬火溫度為1160~1180℃。采用低溫淬火,可獲得良好的強韌性,減少變形、開裂、崩刀傾向,提高模具性能、質量和壽命。
3.7 高溫淬火
用5CrNiMo、5CrMnMo、3CrW8V等鋼制造的熱作模具,宜采用較高的溫度淬火,以獲得較多的板條馬氏體,提高斷裂韌度和熱疲勞抗力,提高其性能和壽命。
3.8 復合強韌化
M2鋼制模具,1180~1190℃加熱,在稍低于Ms點以下等溫1~1.5h,560℃×2h×2次硝鹽回火,可獲得B下+M的復相組織,與淬油相比,抗彎強度提高56%,在擠壓08鋼制工件時,壽命大幅提高,以磨損失效。再如,H13鋼制模具,由常規(guī)淬火+回火改用1030℃加熱淬火,250℃×10min等溫分級,使aK值提高33.4%,壽命比3CrW8V鋼提高1.6~6倍。
3.9 在第一類回火脆性區(qū)回火
世間一切事物都是相對的,而不是絕對的。T10A鋼和GCr15鋼的第一類回火脆性區(qū)在230~270℃,一般用180~200℃回火。國內有人偏選在該鋼的第一類回火脆性區(qū)回火,可獲得高的疲勞抗力。對于應力集中不嚴重、承受拉伸-壓縮-彎曲應力的冷作模具,因其壽命主要取決于疲勞裂紋的萌生,所以應盡可能提高強度,用此工藝可收到奇效。
3.10 表面強化
縱觀各種模具失效,大多從表面開始,因此應做好“表面文章”。其中包括碳氮共滲、氮碳共滲、滲氮后氧化、蒸汽處理、TD處理、表面涂層、滲硼、滲金屬、硫化、硼硫復合滲,以及表面感應加熱、激光淬火等。不是所有模具都可以進行各種強化,應有所針對性。
目前,世界上模具表面強化方法如圖1所示。
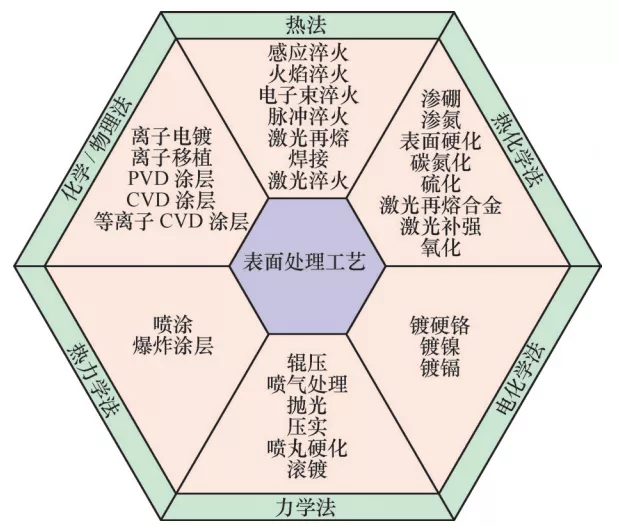
圖1 國外標準表面處理工藝
3.11 提高熱作模具的抗熱疲勞性能
熱開裂和熱疲勞決定了材料的高溫強度和模具表面狀態(tài),劃痕和電火花加工變形層會促使裂紋產生和擴大,為此人們采取了一系列的措施。
1)Y10鋼制模,應適當提高淬火溫度、回火溫度,以增強熱疲勞抗力。
2)避免脫碳,因為脫碳會使熱疲勞裂紋擴大,降低熱疲勞強度。
3)滲氮,特別是有化合物層時,滲氮能防止熱疲勞裂紋的產生。
4)表面粗糙度差和磨紋會降低熱疲勞抗力。
5)提高高溫強度和塑性有利于提高熱疲勞強度。
6)電火花加工出現(xiàn)大的變形層有損于熱疲勞強度。
7)熱作模具高溫回火比低溫回火有低的熱沖擊裂紋敏感性。
8)熱作模具涂層可提高熱疲勞性能及耐磨性。
3.12 模具熱處理變形的矯正法
熱處理變形實屬正常,關鍵是掌握變形規(guī)律并設法矯正。變形矯正的方法簡介如下:
1)利用馬氏體相變超塑性的原理適時矯正,4m機械刀片、1.5m長拉刀淬火后冷至適當溫度,輕輕施壓就可矯正好,模具校直亦然。
2)加壓回火:系指施加壓力以矯正淬火畸變的回火,如大薄刀片。
3)冷處理矯正:殘留奧氏體多的不銹鋼淬火件,-70℃×1~2h深冷處理時尺寸脹大,制作Cr12鋼模具最合適。
4)熱點矯正:在彎曲件的最凸處,用氧乙炔火焰或高頻感應加熱裝置,快速加熱到700℃左右,迅速冷卻收縮,予以矯正。
5)高頻縮孔矯正:脹大的工件,放在感應圈內加熱至700℃左右,迅速冷卻可起到縮孔作用。縮孔多次時應進行去應力處理。
6)電鍍增厚矯正法。
7)化學腐蝕矯正:腐蝕劑有40%HNO3+60%H2O或20%HNO3+20%H2SO4。不需腐蝕處用瀝青或石蠟保護。
8)急冷縮孔矯正:對于孔脹大的工件,可退火加熱到700℃后迅速冷卻1~2次進行矯正。
三、 結束語
科學技術是第一生產力,以上展現(xiàn)的提高模具壽命的12項技術措施經(jīng)濟實用。只要我們認真研究模具失效的原因,制訂整改方案,有針對性地采取相應技術措施,就一定能造出高質量、長壽命的模具。
免責聲明:本網(wǎng)站所轉載的文字、圖片與視頻資料版權歸原創(chuàng)作者所有,如果涉及侵權,請第一時間聯(lián)系本網(wǎng)刪除。
相關文章

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):7130

腐蝕與“海上絲綢之路”
點擊數(shù):5741