
美國炮管抗燒蝕涂層工藝技術新進展
2021-03-05 10:32:24
作者:郭瑞萍 來源: 中國腐蝕與防護網
分享至:


炮管的壽命會受到火炮發射時的熱燒蝕、化學燒蝕以及機械磨損等多種因素的影響, 自從第二次世界大戰結束以來, 炮鋼的冶煉技術和炮管燒蝕的影響因素就一直沒有什么改變 。現代火炮系統的性能要求繼續朝著高初速、高射速、高膛壓和遠射程的方向發展, 為了實現這些性能, 必須要采用高火焰溫度的現代發射藥, 可是, 這些發射藥具有極高腐蝕性, 與常規發射藥相比,會加速炮管的燒蝕。
目前的火炮系統一般是采用電沉積鉻層保護炮管內膛。但是, 電鍍鉻涂層存在許多缺點, 如它的脆性比較高, 剪切強度和抗拉強度比較低, 鍍鉻層容易剝落 ;電鍍鉻工藝中的六價鉻是一種致癌物質,存在嚴重的環境危害問題;電鍍生產設備中必須包括污水處理設備, 從而提高了生產成本 。因此, 隨著高溫發射藥的發展和應用, 電鍍鉻已經不能滿足炮管抗燒蝕的更高需求,發展綠色的替代炮管電鍍鉻的各類涂層工藝技術已經成為當前技術發展趨勢 。
從近年來的發展來看, 美國在炮管抗燒蝕涂層工藝技術研究方面走在世界前列, 開發了一系列新型綠色涂層工藝技術, 包括美國陸軍貝尼特試驗室的柱面磁控濺射工藝 、美國 T P L 公司的爆炸包敷焊接技術、美國橡樹嶺國家試驗室( O RN L ) 的大功率等離子弧光涂敷技術、美國新澤西技術研究所的化學汽相沉積涂層技術以及美國 A lameda 應用科技公司的同軸高能沉積( CED) 涂層技術等 。其中, 柱面磁控濺射工藝和爆炸包敷焊接技術具有顯著的技術優勢, 應用前景比較樂觀, 是美國軍方目前比較看好的 2 項技術, 已列入美國陸軍制造技術( M an-tech) 計劃和小企業創新( SBIR) 計劃, 以支持這 2 項技術在艾布拉姆斯坦克 120 mm 加農炮身管 、未來戰斗系統中車載作戰系統( FCS M CS) 加農炮身管 、M2 布拉德利戰車的 25 mm M 242 叢林之王加農炮身管的應用研究 。
1 柱面磁控濺射沉積鉭涂層工藝
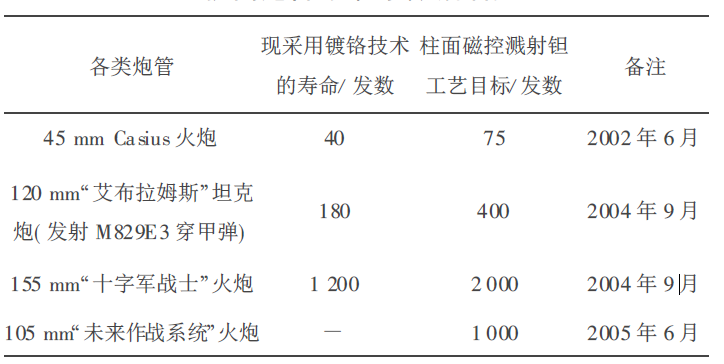
美國陸軍貝尼特試驗室的柱面磁控濺射鉭涂層工藝屬于物理汽相沉積工藝, 能用于沉積各種難熔金屬材料, 不存在電鍍鉻工藝的廢水處理等問題, 是一種綠色工藝技術。鉭涂層比鉻涂層材料的韌性和抗熱沖擊性能都較好, 熔點比鉻高, 是一種理想的抗燒蝕材料, 針對目前炮管采用鍍鉻技術的污染和壽命不足問題, 貝尼特試驗室提出了用柱面磁控濺射鉭工藝作為替代技術, 提高炮管壽命的預期目標, 見表1 。
表1 柱面磁控濺射鉭工藝替代傳統鍍鉻技術
提高炮管壽命的預期目標
1 .1 柱面磁控濺射工藝基本概念和原理
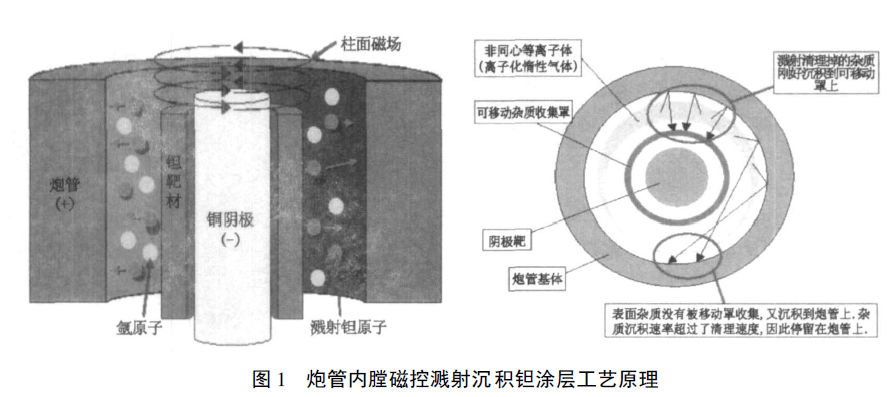
濺射沉積技術是用荷能粒子轟擊某一靶材( 陰極) , 使靶材表層原子以一定的能量逸出, 然后在基材表面沉積成膜的技術。例如, 在圖 1 的軸向電流柱面濺射系統結構中, 對炮管基體加正電壓, 在中心陰極銅管流過 1 000 ~ 2 000 A 電流, 產生柱面方位磁場, 它與徑向電場相互作用, 使惰性氣體離子化為等離子體, 產生濺射作用, 鉭靶材在中心陰極銅管上滑動, 就可以完成鉭涂層的濺射沉積。涂層沉積前必須對靶材和炮鋼基體進行濺射凈化清理, 以保證涂層的附著性和質量 。在清理靶材時, 要在濺射系統中插入一個較大直徑的銅套管, 它對基體起著防護罩的作用, 對靶材起著收集清理掉雜質的作用 。在清理基體時, 要用一個較小直徑的銅套管( 可滑動) 收集從基體上清理掉的雜質。
1 .2 柱面磁控濺射工藝的關鍵影響因素
磁控濺射系統中等離子體密度的均勻性是濺射沉積涂層均勻性和附著性的關鍵環節 。但是, 由于在軸向電流產生的方位磁場中, 等離子密度往往集中在炮管的一端,這就導致了在軸向和圓周方向上的均鍍能力降低。同時, 由于等離子體的密度沿軸向方向是變化的, 不能使內膛表面和靶材表面得到均勻的侵蝕凈化清理, 這也直接影響后續濺射沉積涂層的附著力,所以改進磁控濺射系統等離子體密度分布均勻性就成為關鍵技術 。貝尼特試驗室解決的方法是沿著濺射靶材軸向方向設計了一系列可以擺動的等離子環, 改進離子化效率 。具體措施是在柱面磁控系統內部中心銅管上安裝了一系列均勻間隔的永久磁鐵, 在磁鐵和徑向電場之間的軸向磁場分量產生一系列與中心靶同心的寬約 25 mm 的等離子體環,而且通過激勵器可以使等離子體環產生振蕩, 因此克服了不均勻侵蝕清理和涂層均勻性問題。采用這種系統已經成功沉積了 70 ~ 160 μm 厚的鉭涂層, 厚度變化在 10 μm 以內( 改進前厚度變化超過 60 μm) , 涂層厚度均勻性和附著性明顯得到改善 。此外, 濺射沉積鉭涂層的相結構也是影響涂層均勻性的關鍵因素。濺射沉積鉭涂層會出現 2 種不同的相結構, 即 α相鉭涂層和β 相鉭涂層, 其中 α相涂層具有比較理想的顯微組織和顯微硬度等性能 ( 努氏硬度 270, 與電鍍鉻硬度相當) , 而 β 相鉭涂層性能較差, 硬度高( 努氏硬度 1 100) , 脆性大。用貝尼特試驗室開發的激光脈沖加熱技術測定 2 種相結構涂層, 模擬火炮發射環境的作用, 結果表明, α相涂層完好無損, 而β 相鉭涂層出現開裂 。研究發現,合理控制工藝參數是關鍵環節,在不同濺射氣體、壓力和炮鋼基體溫度等工藝參數條件下, 可以獲得性能截然不同的鉭涂層相結構。
1 .3 應用研究進展情況
美國陸軍貝尼特試驗室的炮管涂層技術項目涉及 7 個不同計劃, 從 1998 ~ 2005 財年投入總經費約 3 000 多萬美元 。目前, 20 m m M 61A 1 炮管內膛已獲得 100 % α相鉭涂層, 其炮管壽命在 150 發/分鐘的條件下, 達到 1 500 發, 很少能測量到磨損, 性能優于鍍鉻層。此外, 還成功完成了 M242“ 叢林王”和 45 m m Casius 炮管的全膛磁控濺射沉積鍍鉭,并經過了射擊試驗 。同時, 在華特弗利特兵工廠建造了用于 120 m m 、155 mm 、105 mm 濺射全長度大口徑炮管的試生產柱面磁控濺射沉積工藝平臺, 用于“ 艾布拉姆斯” 、“ 十字軍” 和未來作戰系統等大口徑炮管的磁控濺射全膛鍍鉭, 在 2005 年壽命射擊試驗成功后, 該技術將進入炮管的批生產計劃 。此外,美國海軍也有興趣在先進火炮系統項目中采用這種技術。
2 爆炸包敷焊接技術
爆炸包敷焊接技術是一種利用爆炸沖擊波焊接金屬的工藝技術, 在工業界已經應用了 40 年, 能夠連接任何相異的金屬, 現已廣泛用于宇航、軍工、化工等行業。例如:宇宙火箭上各種形狀的大型鋁制艙壁、壓力容器上的圓蓋、鍋爐的頂板、熱交換器中的凸狀通風板以及鋁制大型反射器等, 都采用了爆炸包敷焊接技術。2004 年,美國海軍選擇爆炸包敷焊接技術用作先進火炮系統( A GS ) 項目炮管的抗燒蝕涂層工藝技術 。2005 年, 美國陸軍將爆炸包覆工藝技術列入 Mantech 制造技術計劃, 以支持美國T P L 公司爆炸包敷焊接技術用于 25/ 30 mm 和 76 m m 海軍火炮系統并作為用于 155 mm 海軍 A G S系統的侯選方案, 并計劃應用在未來戰斗系統的中口徑加農炮( Mk44 30/ 40m m) 身管的制造中。
2 .1 爆炸包敷焊接技術基本原理及技術特點
爆炸包敷焊接工藝是隨著焊接物的形狀 、尺寸及材料的性質而有所不同的, 但包敷焊接原理基本一致( 如圖 2) , 以平板包敷焊接為例, 在爆炸前, 飛板與基板之間有一個預置角, 炸藥引爆后, 以恒定的速度 Vd ( 一般為 1 500 ~ 3 500 m/ s) 爆轟, 使飛板產生變形并與基板產生高速斜碰撞, 速度可達 200 ~500 m/s, 在 撞擊點 處會產 生一種射流, 正是依靠這種射流,才能 得到良 好的焊接質量, 此時沖擊角 β 保持在 7°~ 25°之間。
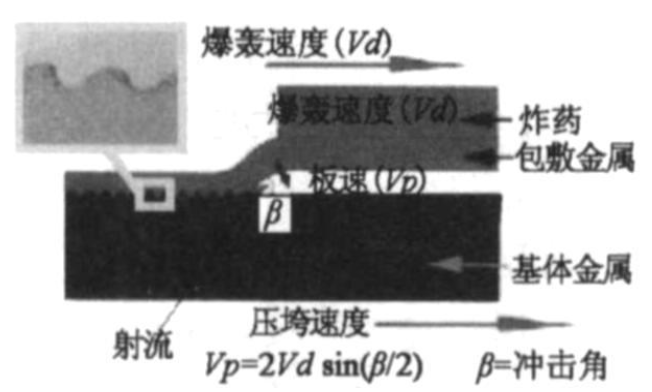
圖 2 爆炸包敷焊接工藝原理
炮管涂層的爆炸包敷焊接工藝是將管狀的包敷層材料, 借助炸藥驅動, 實現與炮管內膛的結合。該工藝通過控制炸藥爆轟能量, 迫使涂層材料包敷在炮管基體材料上, 通過在高壓下引起大量塑性應變,形成冶金結合。因此,與常規鍍鉻和物理及化學汽相沉積等技術相比, 爆炸包敷焊接技術有如下優點 。
1) 工藝效率高, 進行爆炸包敷焊接的工藝持續時間僅為幾秒, 而相比之下, 其它技術的典型沉積速率是每小時 0 .025 4 mm 厚度。
2) 將難熔金屬如鉭涂層通過爆炸包敷焊接到中、大口徑炮管內膛表面, 不存在鍍鉻工藝中出現的氫脆問題和致癌問題, 不會出現由此造成的炮管破壞和環境污染問題。
3) 不需要重點考慮表面準備的問題, 因為在包敷工藝中, 包層和基體材料表面會形成等離子體, 而等離子體會迫使壓垮前沿向前運動, 會起到擦洗 2個表面的作用, 其后面都是純凈的材料, 無氧化物或碎片, 有利于獲得最理想的結合。
4) 壽命發射試驗已經證明了爆炸包敷焊接技術能顯著提高炮管壽命, 如美國陸軍 M 242 炮管經爆炸包敷焊接金屬涂層后, 比標準“ 叢林王”炮管壽命最少提高 6 倍 。
5) 爆炸包敷焊接技術是一種固態冷焊接工藝,能夠使難熔金屬涂層和基體連接而不損失連接前的性能, 實現冶金結合, 能承受內彈道力和火炮反復 、快速發射的惡劣化學和熱環境 。
2 .2 在炮管中的應用研究進展情況
從 2001 年開始, 美國陸軍和海軍就開始了爆炸包敷焊接技術在中口徑和大口徑火炮身管的應用研究工作。
2 .2 .1 中口徑炮管
2001 年, 根據美國陸軍爆炸包敷焊接技術對 2個叢林 王 M242 炮管包敷了 純鉭涂層, 并采 用 XM 919/ 616W 尾翼穩定脫殼穿甲彈進行了發射試驗。陸軍選擇的試驗炮管結構包括滑膛炮管和在鉭中切削無纏角膛線結構炮管。T P L 公司的炮管滑膛結構爆炸包敷鉭在發射 1 385 發以后仍可使用,線膛結構包敷鉭在發射了 600 發后仍可以使用 。說明爆炸包敷焊接鉭涂層炮管的熱-化學機械強度與常規炮管相比有顯著提高。但是, 對有膛線結構的炮管試驗結果及其分析結果表明, 純鉭太軟,以至于不能承受施加在線膛炮陽線和陰線上的力, 需要進一步研究鉭鎢合金( 含 W 質量分數為 5 %~ 10 %)以及鎢鉻鈷合金的可行性。
2 .2 .2 大口徑炮管
美國 T P L 公司已經證實了能夠在 120 m m 炮管中分別爆炸包敷焊接 T a-2.5W 合金和純鉭, 厚度達到0 .69 m m 和1 .6 m m 。2003 年, BAE系統進行了一項篩選試驗, 選擇和開發最有前景的難熔材料技術, 作為先進的內膛表面涂層, 用于海軍 155 mm A G S 項目。篩選試驗采用 BA E 系統專用的 45 mm試驗裝置,將鍍鉻涂層技術與其它 6 種綠色涂層技術進行對比 。其中, 美國 T P L 公司的爆炸包敷焊接技術被選中進入 AG S 項目 。目前, 試驗已經從 45 mm模擬發射裝置轉移到了全尺寸原型火炮試驗,包括陸軍 M242( 25 m m) 、陸軍 M k44( 30 mm ) 和海軍 M k75( 76 m m) 炮管, 2006 年進行最終壽命試驗,2007 年初在海軍 155 m m 炮中進行應用開發研究,進行爆炸包敷層壽命試驗并與目前的鍍鉻技術結果進行對比。
目前, 美國陸軍制造技術計劃( M anTech) 已經投資, 支持美國 T P L 公司爆炸包敷焊接技術用于 25/ 30 mm 和 76 m m 海軍火炮系統并作為用于 155 m m 海軍 A G S 系統的侯選方案。P EO -IWS 已經投資研究爆炸包敷焊接與大口徑海炮( 155 m m) 中殘余應力關系。戰略環境研究發展計劃也投資, 驗證爆炸包敷焊接技術與目前鍍鉻方法相比的優點。美國 T P L 公司爆炸包敷焊接技術的優勢已經證實了其在美國陸軍和海軍中 、大口徑火炮系統中的應用前景, 明顯能夠向 57 m m 海岸警衛, 155 m m 海軍和 120 mm 坦克炮擴展。
3 其它涂層工藝技術
美國研究的其它替代炮管電鍍鉻的涂層工藝技術有同軸高能沉積( CED) 鉭涂層技術、大功率等離子弧光涂敷技術和化學汽相沉積涂層技術等。CED ( Coaxi al Energe tic Depo sitio n) 工藝是美國 A lameda 應用科技公司開發的, 目前還不成熟,沒能通過美國海軍 A G S 項目炮管抗燒蝕涂層工藝技術的第一輪篩選 。CED 工藝原理見圖 3 。CED 工藝裝置中的陰極是涂層材料的來源, 與作陽極的炮管同軸, 外部有激勵線圈施加軸向磁場, 在陰極、陽極之間可燃弧,能將材料從陰極傳遞到陽極炮管內壁上, 在低壓真空狀態下產生涂層沉積。該工藝沉積離子的能量非常高, 超過 20 eV ( 而化學汽相沉積 、電鍍和濺射等工藝都低于 1 eV ) , 因此有助于獲得更好的涂層, 是一種有前景的炮管涂層工藝技術。
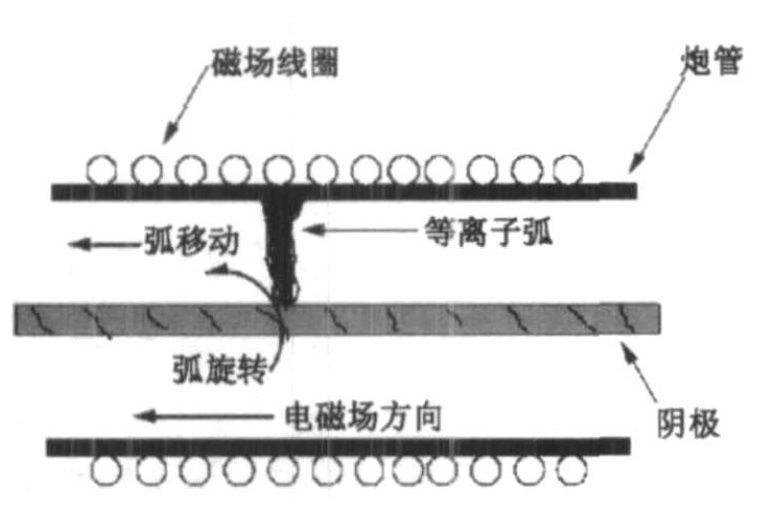
圖 3 CED 工藝原理
目前, 美國 A lameda 應用科技公司已經在線膛和滑膛 4340 鋼炮管試樣上, 沉積了 T a10 %W 和 α鉭涂層, 厚度達到 25 μm, 但是發射壽命試驗結果表明涂層完全脫離了基體 。因此, 工藝設備的不斷完善和改造將成為該技術成功的關鍵環節, 涂層性能 、工藝效率和成本還有待進一步觀察 。
2005 年, 美國新澤西技術研究所針對中口徑炮管的抗燒蝕問題, 提出化學汽相沉積工藝制備高質量鉭涂層技術, 為解決中口徑炮管的耐磨損和燒蝕防護問題提供了一種可選擇的技術途徑 。已經列入了美國防污染項目計劃, 預期 2008 年完成 。但是,該技術目前處于探索階段, 很多問題并沒有明確, 尤其是在化學汽相沉積涂層的抗燒蝕性, 工藝性, 涂層組織結構, 附著性,工藝效率以及工程化應用的可行性等方面, 還需要繼續觀望。
最近, 美國橡樹嶺國家試驗室( O RN L) 提出, 要采用大功率等離子弧光設備, 在炮管內膛涂敷冶金結合的難熔金屬涂層, 解決炮管燒蝕問題。美國陸軍則表示在通過樣品試驗后, 將投資給予研究支持 。
ORNL 紅外加工中心研制的這種等離子弧燈,設備功率高達 300 000 W, 能產生高強度紅外能量,直接照射到難熔金屬 、粉末涂層上, 在炮管鋼內膛獲得冶金結合的涂層, 有效提高炮管抗疲勞和抗燒蝕性能, 有效延長其使用壽命。
ORNL 首 選 的炮 管難 熔 金屬 涂 層材 料 是Mo41Re, 目前已經進行了模擬熱循環試驗, 表明具有較好的抗熱沖擊和抗燒蝕能力。但該技術目前還不成熟, 存在許多尚待解決和研究的問題, 如前道涂敷工藝、熔敷處理、是否需要再加工,冶金結合界面性能及影響等。
4 結語
理想的炮管抗燒蝕涂層技術除了應采用高熔點涂層材料之外、更重要的是應發展具有冶金結合 、足夠厚度 、均勻涂層 、并且是綠色、高效 、低成本的工藝技術。在上述研究的幾種涂層工藝中, 柱面磁控濺射鉭工藝技術已經進入工程化階段,應用前景比較樂觀, 但磁控濺射設備比較復雜, 需要投資較高, 經濟可承受性是其廣泛應用的主要問題 。
爆炸包敷焊接技術已經在工業界應用了 40 年,近幾年美國陸軍的發射試驗也證明該技術在炮管中的應用是可行的。該技術工藝效率高, 無環境污染,能顯著提高炮管壽命, 是很有前途的炮管抗燒蝕涂層技術 。我國在爆炸包敷焊接技術方面也有多年的研究和應用基礎, 建議我國重點開展該技術在炮管抗燒蝕涂層方面的應用研究 。
[ 參考文獻]
[ 1] Fang Y ee, M ar k W otzak, M ichael Cipo llo, et al .Cy lin- drical M agnetro n Sput te ring in a F err omag netic Cylinder [ C] . 47th SV C TechCon in the P lasma Pr ocessing Session, 2004.
[ 2] Gr eg Vigilante .Benet Labor atories to Im pr ove Gun Bar- rel Co ating s[ J] .RDECO M M ag azine, 2003( 8) :3-10 .
[ 3] Lar ry Burton, Ro be rt Carter, Victor Champagne, et al.A rmy targ ets age old problem s with new gun barr el materials[ J] .A M P T IA C, 2004, l8( 4) :49-55 .
[ 4] Vigilante G , Sag e T , K endall G , e t al.Characterization of T antalum Line rs A pplied to 25mm and 120mm Cannon Bore Sectio ns via Explo sive[ M] .AD A387587, 2001.
[ 5] Amir Chabo ki.Advanced Gun Bar rel Technologies[ C] .N DIA G uns-Ammunitio n-Rockets- missiles Conference, 2005. [ 6] Brian Bure s.A rc plasma deposition[ C] .47th A nnual M eeting of the Divisio n of Pla sma P hy sics, 2005 .
作者簡介:郭瑞萍( 1968-) , 女, 副研究員, 主要從事兵器材料與工藝技術咨詢及研究工作。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章
無相關信息

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741