
微量Sc對Al-Zn-Mg合金焊接接頭組織和性能的影響
2021-03-22 11:56:23
作者:李召明,姜海昌,閆德勝,張洪亮,戎利建,武飛 來源:材料研究學報
分享至:


摘要
使用光學顯微鏡、掃描電鏡和透射電鏡分析了Al-Zn-Mg合金和含微量鈧的Al-Zn-Mg合金鎢極氬弧焊接頭的微觀組織,并對其力學性能和耐應力腐蝕性能進行了對比。結果表明:在傳統Al-Zn-Mg合金板材熔合線附近的熱影響區出現再結晶和晶粒異常長大,而含鈧Al-Zn-Mg合金基體中熱穩定性優良的納米Al3(Sc, Zr, Ti)相在焊接過程中能阻礙晶界遷移,抑制再結晶晶粒的形核和長大,進而細化熔合線附近的組織。同時,含微量鈧的Al-Zn-Mg合金焊接接頭的強度明顯比傳統合金的高,其強化效果主要來源于熔合線附近區域的細晶強化和二次Al3(Sc, Zr, Ti)相的彌散強化。
關鍵詞: 金屬材料 ; Al-Zn-Mg合金 ; 鈧添加 ; Al3(Sc Zr Ti)相 ; 再結晶 ; 鎢極氬弧焊
Al-Zn-Mg合金具有高比強度、優良的熱擠壓性能和焊接性能,已作為焊接結構部件應用在高速列車車體上[1]。在Al-Zn-Mg合金的熱擠壓過程中,高溫和高應變的交互作用使其極易發生動態再結晶而生成一定量的再結晶晶粒,對合金的綜合性能產生不利影響[2,3]。在Al-Zn-Mg合金中添加0.06%(質量分數)的鈧即可引入一定數量的納米Al3(Sc, Zr, Ti)相,型材幾乎獲得完全的擠壓纖維組織,使其力學性能和耐應力腐蝕性能明顯提高[4,5]。但是,在Al-Zn-Mg合金的使用過程中焊接是必須的工序,添加少量鈧對焊縫區的晶粒細化作用不明顯[6,7,8]。例如,在Al-Zn-Mg-Zr合金中添加0.18%的鈧才能在凝固過程中引入初生Al3(Sc, Zr)相,進而細化焊縫區組織[8]。
在Al-Zn-Mg型材的使用過程中主要的焊接方法包括鎢極氬弧焊,熔化極惰性氣體保護焊和攪拌摩擦焊[9,10,11]。鎢極氬弧焊(Tungsten inert gas, TIG)是焊接質量較高的熔焊方法[9],操作方便,焊接電弧和熔池可觀測,熔渣極少,可進行全位置焊接。同時,TIG 焊還有電弧熱量集中,焊縫金屬致密,焊接接頭強度和塑性高等優點[12]。目前,在高速列車車體材料的TIG焊接中使用的焊絲是通用型ER5356焊材,屬于Al-Mg系合金,具有較高的強度和優異的耐腐蝕性能[13]。鑒于此,本文選取商用ER5356焊絲對Al-Zn-Mg合金進行TIG焊接,研究焊接接頭的組織和性能并分析鈧的作用機制。
1 實驗方法
以Al-4.13Zn-1.31Mg-0.30Mn-0.21Cr-0.10Zr-0.06Ti(質量分數,%)合金為基礎,用電阻爐熔煉制備未添加鈧和添加0.06%(質量分數)鈧的兩種Al-Zn-Mg合金,分別命名為0.00Sc合金和0.06Sc合金。將兩種合金進行470℃/24 h均勻化處理后熱擠壓成截面尺寸為80 mm×15 mm的板材,擠壓溫度為450℃,擠壓比為10:1。將其在室溫停放72 h后進行雙級峰值時效處理,時效處理制度為100℃/12 h+160℃/10 h。
在焊接處理前先用丙酮對合金表面進行脫脂處理,然后用鋼絲刷去除合金表面的氧化膜,防止焊接接頭處產生氣體和夾雜缺陷。使用Panasonic 300WX型焊機,沿擠壓板材邊緣對合金進行TIG焊。焊接方向平行于擠壓方向,焊接坡口為雙邊60°坡口,留1 mm鈍邊和2 mm間隙,焊絲為直徑1.6 mm的商用ER5356焊材,其化學成分列于表1。焊接參數為:電弧電壓21~24 V;焊接電流260~280 A;焊接速度80~100 mm/min;氬氣流量8~10 L/min。由于焊接前板材邊緣進行了平直和開坡口,因而坡口處的組織約為距板材邊緣5 mm處的組織,將該處的組織定義為板材邊緣組織,并觀察其在焊接前后的變化。
表1 ER5356焊絲的成分

用Olympus GX51型光學顯微鏡(OM),Merlin compact型掃描電子顯微鏡(SEM)和JEM 2100F型透射電鏡(TEM)觀察母材和焊接接頭的微觀組織。用SANS-CMT 5205型電子萬能試驗機測量母材和焊接接頭的拉伸性能,拉伸速率為2 mm/min,拉伸性能為2個試樣的算術平均值。母材拉伸試樣的厚度為板材的初始厚度,拉伸試樣的長軸垂直于擠壓方向,標距長度為30 mm,寬度為25 mm。為了評估工程應用條件下焊接接頭的拉伸性能,將焊接試樣在室溫放置30 d以穩定微觀組織,但是不進行任何機加工。焊接接頭拉伸試樣的長軸垂直于擠壓方向,標距長度為60 mm,寬度為25 mm,厚度為焊接接頭的初始厚度。
用RDL50型慢應變速率拉伸(SSRT)試驗機評估焊接接頭在腐蝕溶液中的應力腐蝕敏感性,應變速率為1×10-6 s-1,每個狀態取2個點,取其測量值的算術平均值。在距離焊縫上表面1/4處切取慢應變速率拉伸試樣,其長軸垂直于擠壓方向,標距長度為30 mm,寬度為6 mm,厚度為3 mm。將試樣用水磨砂紙逐級打磨至2000#,再用乙醇脫脂去油后干燥處理。應力腐蝕敏感性指數為[14]
![]()
其中,δair和δsol為合金在空氣和溶液中的伸長率。越大,表明合金在實驗條件下的耐應力腐蝕性能越差。
2 實驗結果
2.1 母材的微觀組織和拉伸性能
圖1給出了Al-Zn-Mg-(Sc)合金板材邊緣處的金相組織。可以看出,0.00Sc合金微觀組織中含有一定量的再結晶晶粒,而0.06Sc合金中并未發現大尺寸的再結晶晶粒,基體主要由擠壓纖維組成。0.00Sc合金和0.06Sc合金邊緣組織中的纖維寬度約為37 μm和10 μm。對比結果表明,添加鈧能抑制合金在熱擠壓過程中的再結晶,降低擠壓板材邊緣部位的纖維條帶寬度。
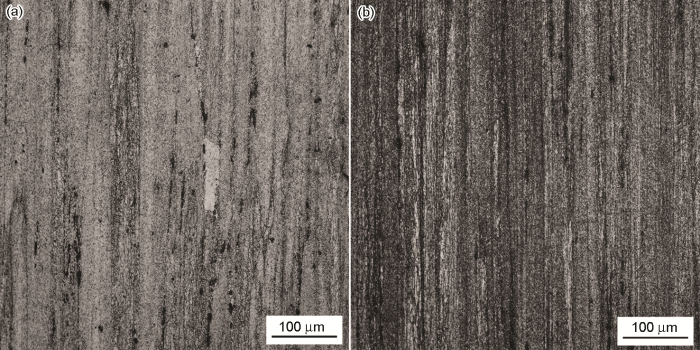
圖1 Al-Zn-Mg-(Sc)板材邊緣的金相組織
圖2給出了Al-Zn-Mg-(Sc)擠壓板材邊緣處的TEM形貌及衍射譜。可以看出,在兩種合金中均分布著大量細小的基體析出相(圖2a,b)。在<110>Al入射方向的電子衍射花樣中,α-Al點陣之間的衍射條紋以及2/3{220}位置處的衍射斑點都為η′相的特定衍射斑點[15],表明兩種峰時效態Al-Zn-Mg合金中的基體析出相以η′相為主。
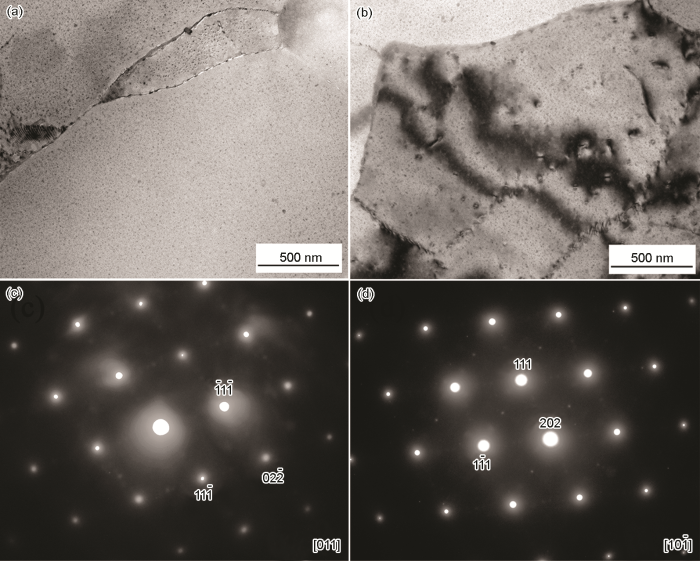
圖2 Al-Zn-Mg-(Sc)板材邊緣的TEM形貌和衍射譜
通過對比還發現,0.06Sc合金的晶粒尺寸比較細小,基體中分布著許多咖啡豆狀的Al3(Sc, Zr, Ti)相,衍射譜中也能觀察到這些顆粒的超結構點陣,表明它們與鋁基體呈共格關系[16]。
表2給出了Al-Zn-Mg-(Sc)合金板材的室溫拉伸試驗結果。與未添加Sc的15 mm厚板材相比,0.06Sc合金的抗拉強度、屈服強度和伸長率都比較高。添加0.06%的Sc使Al-Zn-Mg合金的抗拉強度、屈服強度和伸長率分別提高了21 MPa、15 MPa和1%。圖3給出了擠壓板材的拉伸斷口形貌。可以看出,兩種合金的斷口表面差異不大,都由大量的韌窩組成,斷裂模式均為塑性斷裂。
表2 Al-Zn-Mg-(Sc)板材的室溫拉伸性能
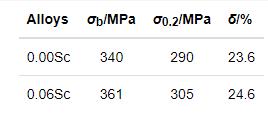
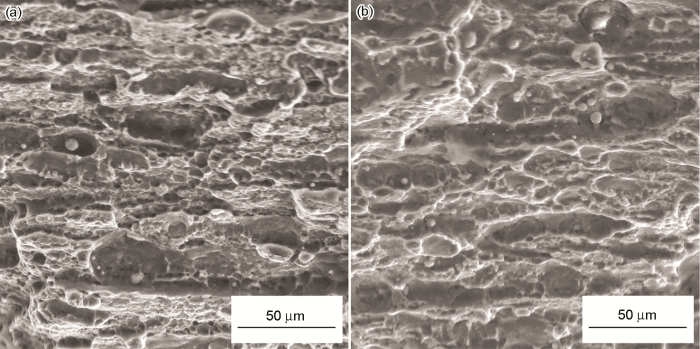
圖3 Al-Zn-Mg-(Sc)板材的拉伸斷口形貌
2.2 焊接接頭的外觀形貌和微觀形貌
圖4給出了Al-Zn-Mg-(Sc)合金焊接接頭的外觀形貌及X射線探傷結果。從圖4可見,兩種合金的焊接接頭成型美觀,沒有裂紋和咬邊等宏觀缺陷(圖4a,b),只出現少量的氣孔(圖4c, d),整體上質量較好。
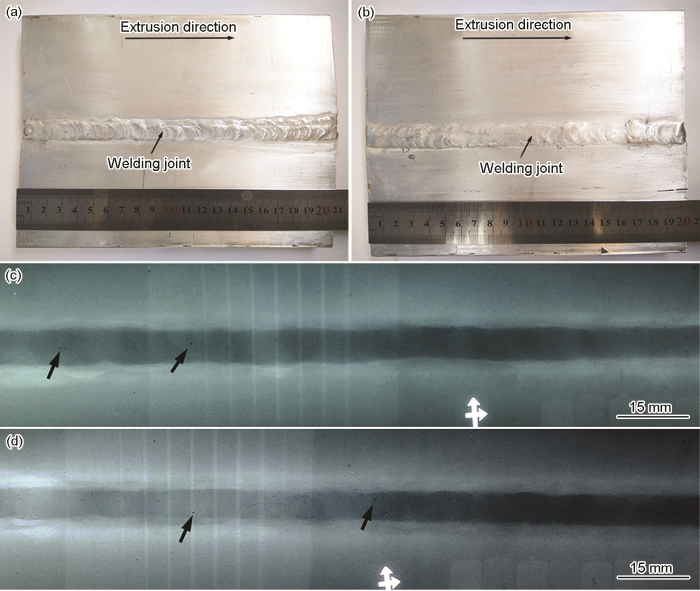
圖4 Al-Zn-Mg-(Sc)合金焊接接頭的外觀形貌
圖5給出了Al-Zn-Mg-(Sc)合金焊接接頭的顯微組織。可以看出,兩種合金的焊縫區(Welding zone, WZ)都為典型的柱狀晶組織,平均晶粒尺寸無明顯差別,約為50 μm(圖5a,b)。在熔合線(Fusion line, FL)附近兩種合金的組織差別很大,0.00Sc合金在距熔合線300 μm范圍內的熱影響區(Heat affected zone, HAZ)組織沿擠壓方向晶粒異常長大,基體由大尺寸的再結晶晶粒組成,而且距熔合線300 μm以外的熱影響區也發生了嚴重的再結晶(圖5c)。但是,0.06Sc合金距熔合線附近約150 μm范圍內的熱影響區組織并未發生晶粒的異常長大,基體由小尺寸的再結晶晶粒組成,并且距熔合線150 μm以外的熱影響區仍較好的保留了纖維組織,只是局部發生了輕微的再結晶。同時,與0.00Sc合金相比,0.06Sc合金熔合線附近的焊縫區晶粒較小。
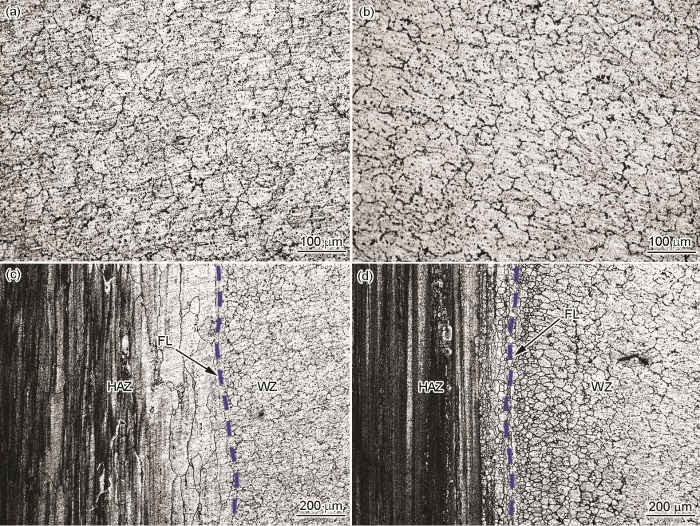
圖5 Al-Zn-Mg-(Sc)板材焊接接頭焊縫區的顯微組織和焊縫區-熱影響區過渡區的顯微組織
圖6給出了Al-Zn-Mg-(Sc)合金焊接接頭的TEM形貌和衍射譜。可以看出,在焊接接頭的焊縫區兩種合金基體中均未觀察到析出相(圖6a,b),為典型的鑄態組織形貌。在熱影響區母材中原本析出的高密度η′相消失了(圖6c,d),且在衍射譜中也未發現它們的特定衍射斑點(圖6e,f),表明焊接熱作用使接頭熱影響區中的基體析出相溶解到α-Al中。但是在0.06Sc合金接頭熱影響區的組織中卻還分布著一定數量的Al3(Sc, Zr, Ti)相,與基體依舊呈共格關系,焊接熱輸入并未使它們完全溶解。

圖6 Al-Zn-Mg-(Sc)板材焊接接頭焊縫區和熱影響區的TEM形貌和衍射譜
2.3 焊接接頭的拉伸性能
Al-Zn-Mg-(Sc)合金焊接接頭的拉伸性能列于表3。與0.00Sc合金相比,0.06Sc合金焊接接頭的抗拉強度和屈服強度分別提高了18 MPa和28 MPa,伸長率雖略有降低但仍高于14%。
表3 Al-Zn-Mg-(Sc)板材焊接接頭的拉伸性能
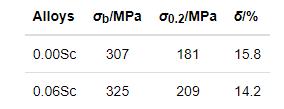
圖7給出了Al-Zn-Mg-(Sc)合金焊接接頭拉伸斷裂試樣的宏觀照片。可以看出,兩種合金焊接接頭的斷裂位置大多在熔合線附近,部分接頭區域斷裂發生在焊縫區或熱影響區,因而斷口表面即有焊縫區組織也有熱影響區組織。Al-Zn-Mg-(Sc)合金焊接接頭的拉伸斷口形貌如圖8所示。可見在斷裂表面焊縫區組織斷口中有許多大尺寸韌窩,為典型的塑性斷裂。由于該處組織為凝固組織,因而并未發現沿擠壓方向擇優分布的韌窩和撕裂脊。而在斷裂表面熱影響區組織斷口中,除小尺寸的韌窩外還觀察到沿擠壓方向的微孔聚集長大。斷裂表面焊縫區和熱影響區斷口形貌的差異,主要與其材料有關。焊縫區為ER5356焊絲的鑄態組織,而熱影響區為Al-Zn-Mg-(Sc)合金的擠壓變形組織。
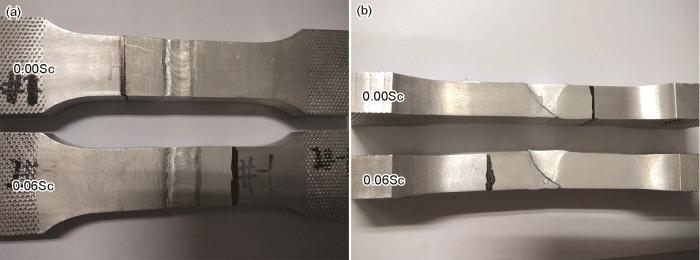
圖7 Al-Zn-Mg-(Sc)板材焊接接頭拉伸斷裂位置的正面和側面照片
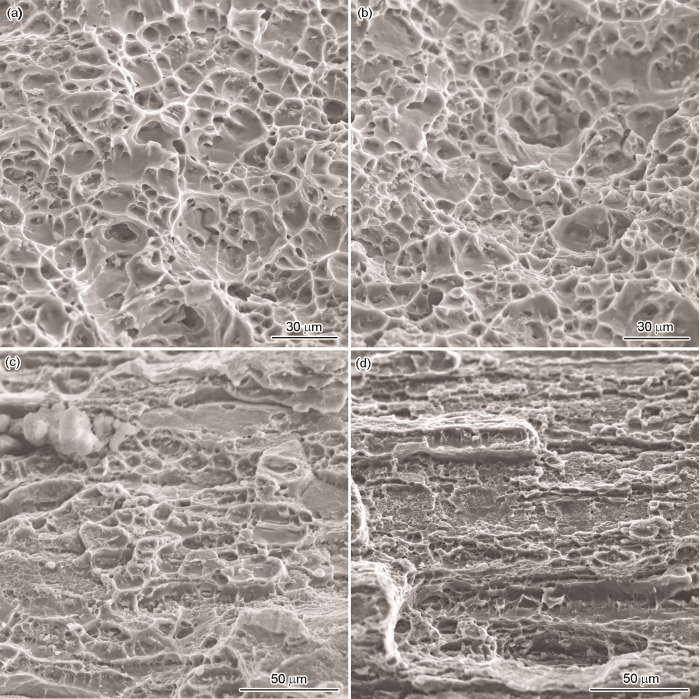
圖8 Al-Zn-Mg-(Sc)板材焊接接頭拉伸斷口中焊縫區和熱影響區的形貌
2.4 焊接接頭的應力腐蝕行為
作為一種典型的7000系鋁合金,Al-Zn-Mg合金的抗應力腐蝕性能直接關系到高速列車的運營安全。圖9給出了1×10-6 s-1應變速率下Al-Zn-Mg-(Sc)合金焊接接頭在空氣和中性3.5% NaCl溶液中的典型應力應變曲線。由圖9可見0.00Sc合金和0.06Sc合金焊接接頭在空氣中的伸長率分別為13.2%和13.0%,而在溶液中的伸長率分別為12.8%和12.7%。與在空氣中的情況相比,焊接接頭在溶液中的伸長率僅輕微降低。計算結果表明,0.00Sc合金和0.06Sc合金焊接接頭的應力腐蝕敏感性分別為3.0%和2.3%,說明Al-Zn-Mg-(Sc)合金焊接接頭都具有良好的耐應力腐蝕性能。對比結果表明,在母合金中添加少量Sc元素并未對焊接接頭的應力腐蝕性能產生明顯影響。其原因是,兩種合金焊接接頭在空氣和溶液中拉伸時斷裂都發生在由ER5356焊絲填充料組成的焊縫區。圖10給出了兩種焊接接頭在空氣和溶液中的斷口形貌,可見其在溶液中的斷口均由大量韌窩組成,為典型的塑性斷裂,表明兩種焊接接頭的抗應力腐蝕性能優良。
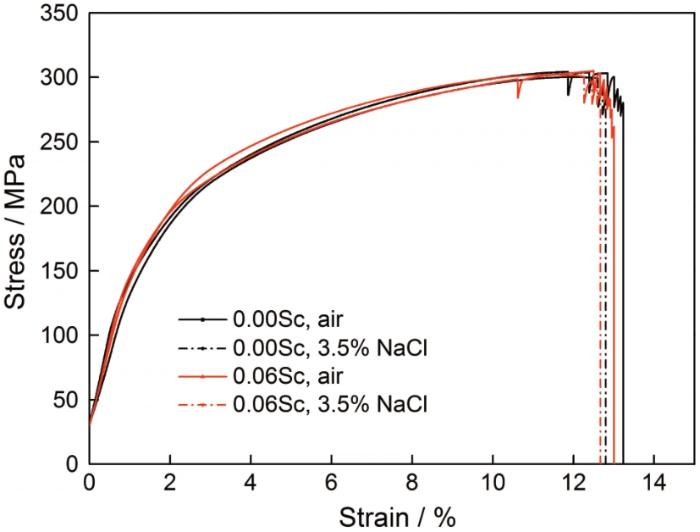
圖9 Al-Zn-Mg-(Sc)合金焊接接頭在空氣中和3.5% NaCl溶液中的應力-應變曲線
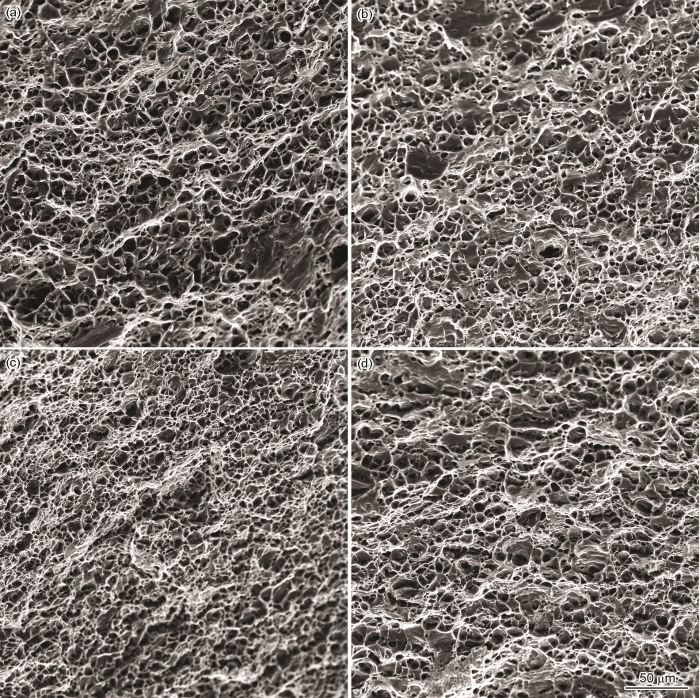
圖10 Al-Zn-Mg-(Sc)合金焊接接頭在空氣中和3.5% NaCl溶液中的斷口形貌
3 分析和討論
Al-Zn-Mg-(Sc)合金焊接接頭由焊縫區、熔合線和熱影響區組成。焊縫區由ER5356焊絲填充材料組成,為典型的凝固組織,因此兩種合金焊縫區的晶粒尺寸相似,約為50 μm。在焊接熱的影響下擠壓板材中的變形存儲促進了再結晶的形核和長大,使0.00Sc合金焊接接頭熔合線附近的熱影響區發生嚴重的再結晶和晶粒異常長大。但是,在母材中添加Sc能顯著細化焊接接頭熱影響區的微觀組織。添加0.06%的Sc并未引入初生Al3(Sc, Zr, Ti)顆粒[5],因此兩種合金焊接接頭熔合線和熱影響區組織的差異可能與二次Al3(Sc, Zr, Ti)相有關。
使用熱力學軟件計算了Al-Zn-Mg-(Sc)合金中的析出相隨溫度的變化規律,結果如圖11所示。可以看出,峰值時效態合金中析出相MgZn2的溶解溫度約為320℃,而Al3(Sc, Zr, Ti)相的溶解溫度高達615℃。在焊接熱輸入的影響下鋁合金熔合線附近的溫度約為600℃[17],使Al-Zn-Mg-(Sc)合金中的時效析出相完全溶解,因此在焊后熱影響區的TEM組織中并未觀察到基體析出相(圖6c,d)。但是,在0.06Sc合金焊后熱影響區組織中仍可觀察到一些二次Al3(Sc, Zr, Ti)相(圖6d)。良好的熱穩定性使二次Al3(Sc, Zr, Ti)相在焊接過程中并未完全溶解,其對晶界的釘扎抑制了再結晶晶粒的形核和長大過程。因此,含鈧Al-Zn-Mg合金焊接接頭熔合線附近150 μm范圍內的組織為細小的再結晶晶粒,且熔合線150 μm以外的熱影響區仍較好的保留了纖維組織,只在局部發生了輕微的再結晶。
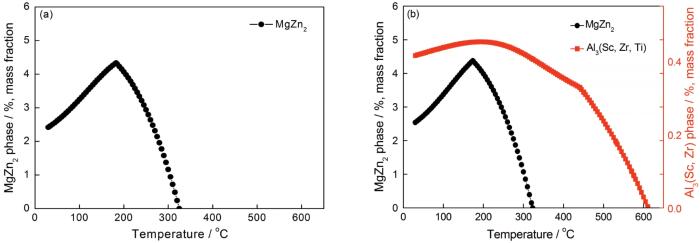
圖11 Al-Zn-Mg-(Sc)合金中析出相質量分數與溫度的關系
在Al-Zn-Mg-(Sc)合金焊接接頭中焊縫區為典型的鑄態組織且有嚴重的偏析和夾雜物,因此是焊接接頭的薄弱區。例如,去除焊縫余高的焊接接頭在慢應變速率拉伸時均斷裂在焊縫區,其抗拉強度約為303 MPa(圖9)。但是,帶余高的0.00Sc合金和0.06Sc合金焊接接頭卻在熔合線附近發生斷裂(圖7),斷裂處抗拉強度分別為307 MPa和325 MPa。這表明,兩種焊接接頭焊縫區和熔合線附近的抗拉強度相差不是很大,但是焊接接頭處存在余高,使焊縫厚度比母材基體的厚度大2 mm左右(圖12)。因此,焊縫余高對焊縫區的補充強化使焊接接頭在熔合線附近發生斷裂。
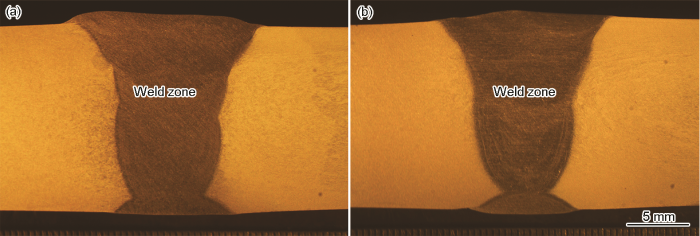
圖12 Al-Zn-Mg-(Sc)合金焊接接頭截面的形貌
因抑制了焊接過程中的再結晶,二次Al3(Sc, Zr, Ti)相顯著降低了熔合線附近熱影響區和焊縫區的晶粒尺寸。根據Hall-Petch關系[18],細化晶粒可提高強度。同時,熔合線附近未溶解的二次Al3(Sc, Zr, Ti)相也產生彌散強化效果。因此,添加0.06%的Sc可提高Al-Zn-Mg合金焊接接頭的強度。
4 結論
(1) 在峰時效Al-Zn-Mg合金中基體析出相主要是與基體呈半共格關系的納米η′相,能阻礙位錯運動而使合金強化。但是MgZn2相的溶解溫度較低(約為320°C),較高的焊接溫度使其溶解而導致焊縫區的強度明顯較低。
(2) 添加Sc顯著抑制了熔合線附近熱影響區的再結晶和晶粒異常長大,其原因是二次Al3(Sc, Zr, Ti)相的溶解溫度高達615°C,在焊接過程中阻礙晶界的遷移而抑制再結晶晶粒的形核和長大。
(3) 添加0.06%的Sc使焊接接頭的抗拉強度和屈服強度分別提高了18 MPa和28 MPa,其原因是熔合線附近區域的細晶強化和二次Al3(Sc, Zr, Ti)相的彌散強化。
參考文獻
1 ZhuR D, DongW C, LinH Q, et al. Finite element simulation of welding residual stress for buffer beam of CRH2A high speed train [J]. Acta Metall. Sin., 2014, 50: 944
1 朱瑞棟, 董文超, 林化強等. CRH2A型動車組緩沖梁結構焊接殘余應力的有限元模擬 [J]. 金屬學報, 2014, 50: 944
2 HuangY, DengY L, ChenL, et al. Microstructure, texture and property of extruded 7N01 aluminum alloy plates [J]. Chin. J. Mater. Res., 2014, 28: 541
2 黃 英, 鄧運來, 陳 龍等. 7N01鋁合金擠壓板的微結構、織構和性能 [J]. 材料研究學報, 2014, 28: 541
3 DengY L, WangY F, LinH Q, et al. Effect of extrusion temperature on strength and fracture toughness of an Al-Zn-Mg alloy [J]. Chin. J. Mater. Res., 2016, 30(2): 87
3 鄧運來, 王亞風, 林化強等. 擠壓溫度對Al-Zn-Mg合金力學性能的影響 [J]. 材料研究學報, 2016, 30(2): 87)
4 LiZ M, JiangH C, WangY L, et al. Effect of minor Sc addition on microstructure and stress corrosion cracking behavior of medium strength Al-Zn-Mg alloy [J]. J. Mater. Sci. Technol., 2018, 34: 1172
5 LiZ M, JiangH C, YanD S, et al. Influence of scandium addition on stress corrosion cracking susceptibility of Al-Zn-Mg Alloy in different corrosive environments [J]. Metals, 2018, 8: 225
6 NormanA F, HydeK, CostelloF, et al. Examination of the effect of Sc on 2000 and 7000 series aluminium alloy castings: for improvements in fusion welding [J]. Mater. Sci. Eng., 2003, 354A: 188
7 LathabaiS, LloydP G. The effect of scandium on the microstructure, mechanical properties and weldability of a cast Al-Mg alloy [J]. Acta Mater., 2002, 50: 4275
8 ZakharovV V, RostovaT D. High-strength weldable alloy 1970 based on the Al-Zn-Mg system [J]. Met. Sci. Heat Treat., 2005, 47: 131
9 DengY, PengB, XuG F, et al. Effects of Sc and Zr on mechanical property and microstructure of tungsten inert gas and friction stir welded aerospace high strength Al-Zn-Mg alloys [J]. Mater. Sci. Eng., 2015, 639A: 500
10 GouG Q, HuangN, ChenH, et al. Analysis on corrosion behavior of welded joint of A7N01S-T5 aluminum alloy for high-speed train [J]. Trans. China Weld. Institut., 2011, 32(10): 17
10 茍國慶, 黃 楠, 陳 輝等. 高速列車A7N01S-T5鋁合金焊接接頭鹽霧腐蝕行為分析 [J]. 焊接學報, 2011, 32(10): 17)
11 MengL C, KangX, SunY J, et al. Mechanical properties of 7N01 aluminum friction stir welding joint [J]. Trans. China Weld. Inst., 2012, 33(2): 90
11 孟立春, 康 旭, 孫延軍等. 7N01鋁合金攪拌摩擦焊接頭力學性能 [J]. 焊接學報, 2012, 33(2): 90)
12 ChaoY J, LiH J, LiQ J. The microstructure effect of welding joint on fatigue fracture of A7N01 alloy [J]. Weld. Technol., 2017, 46(8): 5
12 晁耀杰, 李宏佳, 李欽杰. A7N01鋁合金焊接接頭組織對疲勞斷裂的影響 [J]. 焊接技術, 2017, 46(8): 5)
13 ZhaoZ H, XuZ, WangG S. Effect of Sc, Zr, Er in ER5356 welding wire on mechanical properties of welded joint of 7A52 aluminum alloy [J]. Chin. J. Mater. Res., 2013, 27: 287
13 趙志浩, 徐 振, 王高松. ER5356焊絲中Sc、Zr、Er對7A52鋁合金焊接性能的影響 [J]. 材料研究學報, 2013, 27: 287
14 SunX Y, ZhangB, LinH Q, et al. Correlations between stress corrosion cracking susceptibility and grain boundary microstructures for an Al-Zn-Mg alloy [J]. Corr. Sci., 2013, 77: 103
15 YangW C, JiS X, WangM P, et al. Precipitation behaviour of Al-Zn-Mg-Cu alloy and diffraction analysis from η' precipitates in four variants [J]. J. Alloys Compd., 2014, 610: 623
16 Sch?belM, PongratzP, DegischerH P. Coherency loss of Al3(Sc, Zr) precipitates by deformation of an Al-Zn-Mg alloy [J]. Acta Mater., 2012, 60: 4247
17 ZhangL, LiX Y, NieZ R, et al. Microstructure and mechanical properties of a new Al-Zn-Mg-Cu alloy joints welded by laser beam [J]. Mater. Des., 2015, 83: 451
18 MaK K, HuT, YangH, et al. Coupling of dislocations and precipitates: Impact on the mechanical behavior of ultrafine grained Al-Zn-Mg alloys [J]. Acta Mater., 2016, 103: 153
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 金屬材料, Al-Zn-Mg合金, 鈧添加, Al3(Sc Zr Ti)相, 再結晶, 鎢極氬弧焊
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741