
內旋轉超聲技術在換熱器管束檢測中的應用
2021-05-07 14:52:07
作者:三芯 來源:天樞子 化工設備人
分享至:


隨著國民經濟的快速發展,換熱器是生產過程中重要的特種設備,起著能量轉換和傳遞的作用,被廣泛應用在煉油、煉化、石油、石化等化工領域,特別是在煉油、煉化的成套生產裝置中。據統計成套生產裝置日常的大量故障及事故搶修,主要原因是換熱器管束腐蝕泄漏導致的,約占成套裝置中故障及事故搶修的60%左右。因此,為了保障成套生產裝置的安全、平穩運行,最主要的手段是加強換熱器管束腐蝕的監測和檢測。據了解在換熱器管束腐蝕檢測應用中常用的檢測技術有渦流檢測、磁致伸縮低頻導波檢測和內旋轉超聲檢測等技術。
渦流檢測技術是換熱器管束腐蝕檢測最常用的檢測技術。渦流檢測技術一般采用內穿過式差分探頭或/和絕對式探頭進行檢測,渦流檢測是利用比較法,需要制作一根與被檢管子相同(同規格、同材料、同批號等)的樣管,將檢測信號與樣管的人工缺陷進行比較才能得出實際缺陷的大致情況,而且很難判斷缺陷的種類和形狀。該技術由于受管子的電導率、磁導率及管子狀況等因素的影響,很難準確的獲得整個管束腐蝕缺陷的信號,故渦流檢測技術在指導換熱器管束是否應當堵管上并不理想。
磁致伸縮低頻導波技術應用在換熱器管束腐蝕檢測中是最近幾年發展起來的,主要用于檢測管束金屬腐蝕損失的一種無損檢測方法。其原理是以鐵磁性材料的磁致伸縮效應及其逆效應為基礎的檢測技術,利用低頻超聲導波沿著換熱器管束的截面內進行傳播遇到的結構特征信號或腐蝕信號反射回探頭進行經過處理后顯示出來,簡單分析后即可快速地評估管束的腐蝕情況。與內旋轉超聲檢測技術相比,雖然具有檢測過程簡單,方便快捷,不需要耦合劑等優點;但是其只能檢測鐵磁性材料,只能給出金屬腐蝕損失占管束截面的損失率,不能準確地判斷腐蝕的形狀和大小,因而在換熱器管束腐蝕檢測應用上受到限制。
內旋轉超聲檢測技術是目前換熱器管束腐蝕檢測中應用最廣、最為有效的一種檢測技術。在重點介紹內旋轉超聲檢測技術的原理及檢測過程的基礎上,分析了影響該檢測技術在換熱器管束腐蝕檢測應用中的主要原因,并提出了相應的改進建議。
1 旋轉超聲檢測原理
1.1 旋轉超聲的組成及工作原理
儀器主機、渦輪旋轉頭、對中裝置、定位裝置、耦合裝置、水流管適配器、水浸聚焦探頭、聲反射鏡和目標針等部件是旋轉超聲檢測系統的主要組成部分,其原理是基于脈沖回波檢測法,探頭激發一個高頻脈沖在水中產生超聲波,一個反射鏡將超聲波反射90度變成垂直管壁方向波束,在管子內外表面都會反射回來的一個回波,內表面回波與外表面回波的時間和波幅經系統數字化處理后,通過計算就可以得到管子的內徑、外徑和壁厚。適用于碳鋼,304不銹鋼,316不銹鋼,銅等所有能傳遞超聲波信號的金屬和非金屬材料。圖1為IRIS檢測示意圖。
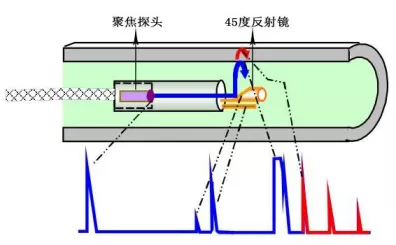
圖1 IRIS檢測示意圖
1.2 旋轉超聲的檢測過程
旋轉超聲的檢測過程是先由專業清洗工將換熱器管束清洗干凈,再將管束的一端用塑料堵頭封堵,另一端往管束里充滿水,然后將探頭的對中裝置推入管子內部,通過耦合水泵推動渦輪傳動裝置帶動聲反射鏡自動旋轉,在水中形成垂直于管壁的入射波束,對管束進行周向掃查;通過手動一邊均速拉出對中裝置,檢測系統一邊同時采集數據,采集到的數據能提供管束腐蝕的準確位置,能實時顯示其橫截面圖(B掃描)、管壁展開圖(C掃描)、以及管子縱向截面圖(D掃描),如下圖2所示。
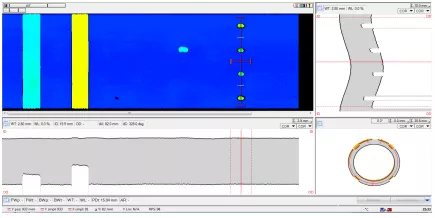
圖2數據圖
2.應用案例
某化工廠的一臺脫光氣塔頂空冷器,其換熱管規格Φ25×3×6000mm,材質10#。應用IRSI檢測系統對該臺換熱器管進行抽查檢測,發現下管板部分換熱管沒有減薄現象,剩余壁厚均勻分布,見圖3-1所示;而上管板部分換熱管存在明顯減薄,且管中間部位嚴重減薄,主要表現在內壁減薄,減薄量超過50%換熱管壁厚,剩余壁厚1.47mm左右,典型圖譜如下圖3-2所示。且對其中指定的一根換熱管進行抽管驗證,證明實際腐蝕與檢測結果基本吻合,圖4為該驗證換熱管解刨后的內壁實際腐蝕狀態照片。
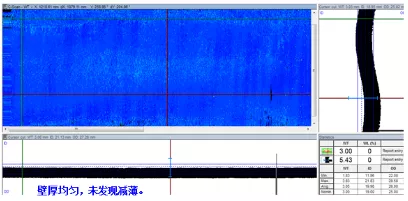
圖3-1 未發現減薄的下管板換熱管
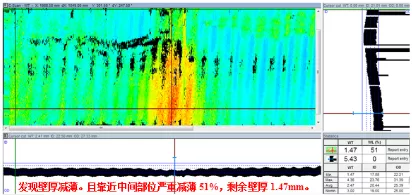
圖3-2 明顯減薄的上管板換熱管
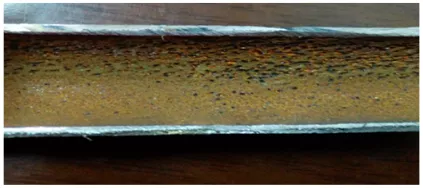
圖4 內壁實際腐蝕狀態
某化工廠的一臺立式機組中冷器,其換熱管規格Φ57×3.5×3500mm,材質10#。應用IRSI檢測系統對該臺換熱器管進行檢測,本次抽檢換熱管20根,發現所有換熱管都有明顯減薄現象,減薄位置在管子與折流板交接處和全管體隨機分布的腐蝕坑,在設備竣工圖紙上查得換熱管的壁厚為3.5mm,而抽查的換熱管檢測中壁厚減薄量高達32%的管壁厚,該最大減薄處剩余壁厚為2.39mm,如圖5所示。
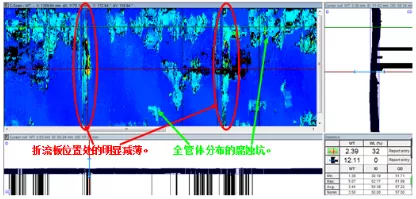
圖5典型減薄圖譜
3.IRSI檢測的主要影響因素
3.1 管束的影響
換熱管束內部狀況對于檢測信號影響很大,諸如管束內清洗不干凈或者有油污會造成耦合劑水與管束內壁不能良好耦合,使聲束無法穿透管束管壁,會造成漏檢或者無法檢測;管束內有脫落的銹斑會擋住聲波的傳輸,使聲束直接傳輸在銹斑塊上形成虛假信號;管束局部變形會形成一個一定角度的截面,會改變聲束的傳播方向,從而使探頭無法接收到信號,導致漏檢或無法檢測。因此,檢測前須對管束進行徹底清洗,清洗掉里面油污和脫落的銹斑;檢測過程中也要隨時觀察采集的檢測信息。如果事先能對管束進行了徹底清洗處理,不僅對旋轉超聲檢測大有裨益,而且有利于通過觀察檢測信號發現管束是否存在局部變形的情況。
3.2 渦輪轉速的影響
渦輪轉速對于檢測信號亦有很大影響,渦輪轉速不均勻會使圖譜不連續,可能導致管束缺陷特征信號的遺失,從而造成漏檢,因此,每次檢測前必須在樣管上調整好渦輪轉速。圖6中長條狀黑色帶即為渦輪轉速不均勻造成的。
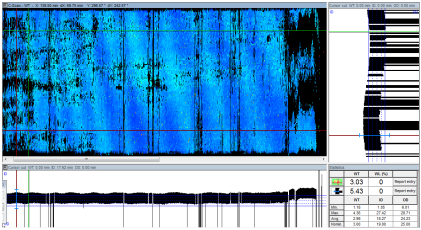
圖6 典型渦輪轉速不均圖譜
4.結語
對在用換熱器管束的腐蝕檢測,內旋轉超聲檢測是目前最為有效、準確、快速的檢測方法,不僅能對整根管束進行快速掃查,還可以通過內表面回波與外表面回波的時間差和波幅經系統數字化處理后,通過計算就可以得到管子內徑、外徑和壁厚。內旋轉超聲檢測技術的最大優點是不受材料電導率或磁導率的影響,也是其他檢測技術不可比擬的優點。但其往往存在對管束清洗要求高,對渦輪轉速操作均勻等問題,這些因素都限制了旋轉超聲檢測技術在換熱管束腐蝕檢測中的應用。通過實驗研究若能開發出擁有固定渦輪轉速的新型裝置,就能很好地克服由于渦輪轉速不均而導致管束缺陷漏檢的情況。同時通過加工定制與旋轉超聲探頭尺寸大小相匹配的管束清洗裝置,就能很好地解決由于清洗不到位而導致管束漏檢或無法檢測的情況,也能很好地防止由于有脫落的銹斑會擋住聲波的傳輸,使聲束直接傳輸在銹斑塊上形成虛假信號的情況發生。今后只要能克服這兩大影響因素,內旋轉超聲檢測技術在換熱管束腐蝕檢測的應用中,一定能得到更大的推廣應用。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741