



文章重點
本文簡要評述了傳統滲碳齒輪為得到高性能和長壽命,以及克服滲碳淬火畸變存在很多難題。介紹了滲氮齒輪有低溫熱處理和齒輪變形量小、畸變小的根本優勢,評估了半個世紀以來,滲氮齒輪研究和應用的成果,表明研制新型時效硬化鋼和深層離子滲氮工藝,可以實現高性能滲氮齒輪成功替代滲碳齒輪。研制成功20CrNi3Mn2Al時效硬化鋼及其相應深層滲氮工藝,可替代模數在10mm以下和滲碳層在2mm以下滲碳齒輪。
一、傳統滲碳齒輪的改進與發展
現代工業生產中多數傳動齒輪都是采用滲碳淬火工藝,隨著工業技術的發展,大功率、高速度和高可靠性齒輪需求量日益增加,常用的滲碳淬火表面強化對一般齒輪強度性能要求還可以滿足,但是對要求高性能齒輪,控制內氧化、滲碳淬火畸變大,質量不穩定,精度和性能難以保證。由于低溫化學熱處理技術的迅速發展,近年來齒輪制造業,尤其是大型精密齒輪行業探索以滲氮技術部分代替滲碳淬火取得了可喜的進展。
從生產規模來看,滲碳淬火適合于通用齒輪的大批量生產,而滲氮技術則更適合于大型齒輪、單件或中小批量以及高性能齒輪。
傳動齒輪的服役壽命和可靠性,主要取決于齒輪的疲勞抗力,即齒輪的彎曲疲勞壽命和接觸疲勞壽命。
普通滲碳齒輪表面硬度較低(62~63HRC),耐磨性差,接觸疲勞強度偏低,但由于滲碳層較深,心部強度較高(36~42HRC),因此彎曲疲勞強度較高,能滿足一般齒輪的服役要求。但是滲碳淬火齒輪畸變是難以克服的技術難點,形狀復雜的齒輪難以保證其精度,高精度齒輪必須以磨齒來提高齒輪精度,成本大大提高。
以大型高速精密齒輪為代表,采用滲氮齒輪是唯一可選的改進方向。滲氮齒輪表面硬度高(66~70HRC,850~1100HV),耐磨性高,熱硬性好,高硬度可保持在500℃,抗咬合和抗擦傷比滲碳和表面淬火更優越,對高速和圓弧齒輪更重要。滲氮齒輪表面高殘余壓應力,可保證齒輪使用過程中比滲碳齒輪具有更高的穩定性和更高的彎曲疲勞強度。缺口敏感性比滲碳齒輪低,這對形狀系數大的齒輪具有重要意義。
滲氮齒輪采用低溫熱處理,變形量小,齒輪畸變小,這種工藝優勢可保證滲氮齒輪滲氮處理后齒輪保持高精度,一般精度只下降1~2級,7~6級齒輪可滲氮后直接使用。
研制新型時效硬化鋼和深層滲氮工藝,可實現滲氮齒輪表面更高的接觸疲勞強度,心部硬度可保持42~46HRC,取得比滲碳齒輪更高的彎曲疲勞強度。
二、滲氮齒輪研究與應用成果
常規普通滲氮齒輪表層硬度低于800HV,滲層薄,小于0.4mm,心部硬度低,致使其彎曲疲勞強度和接觸疲勞強度均比滲碳齒輪低。所以,在滲氮齒輪工業應用中經常出現失敗的案例,也常有不穩定的質量報道。
滲氮齒輪作為提高齒輪性能和部分替代滲碳齒輪早已引起世界范圍工業界的關注。英國自20世紀60年代便開始大膽在海軍驅逐艦上應用滲氮技術,隨后擴大到工業齒輪,美國隨著Floe雙層滲氮工藝的開發,滲氮齒輪的應用隨之擴大,著名的費城齒輪公司有43%的高參數齒輪采用滲氮;德國以Clockner離子公司為代表,將離子滲氮應用于汽車齒輪、機床齒輪、蝸桿及軋機齒輪。總之,20世紀80年代以來,世界各國進行了大量研究和生產應用,英國高速蒸汽渦輪發電機和壓縮機滲氮齒輪已成功運行幾十年,美國、德國、瑞士、瑞典、日本、前蘇聯和我國都在應用滲氮齒輪。
德國在80年代初領先開展了離子滲氮提高齒輪性能和深層滲氮研究,采用31CrMoV9鋼和14CrMoV69鋼制造滲氮齒輪,齒輪表面具有800~900HV較高硬度,深層滲氮和較高心部硬度(33~36HRC)可獲得很高的接觸疲勞強度和彎曲疲勞強度,大大提高齒輪承載能力,與滲碳齒輪相當。
鄭州機械研究所采用25Cr2MoV鋼中硬調質硬度(310~350HBW)基體和滲氮層深0.7mm滲氮齒輪與20Cr2Ni4鋼滲碳1.2~1.3mm的滲碳齒輪,進行了對比試驗。試驗表明25Cr2MoV鋼滲氮齒輪彎曲疲勞強度、接觸疲勞強度和抗咬合性能都優于20Cr2Ni4鋼滲碳齒輪。
上述滲氮齒輪的研究和應用成果,肯定了優于滲碳齒輪的特性,也指出滲氮齒輪一直沿用常規調質鋼,齒輪心部硬度過低,致使其彎曲疲勞強度和接觸疲勞強度降低,研制高心部強度的滲氮鋼成為提高滲氮齒輪性能的關鍵。
滲氮齒輪的接觸疲勞強度是人們關注的焦點。因為齒輪受接觸負荷產生的最大赫茲應力是在表面以下一定深度,這就嚴峻的考驗著較淺滲氮層的承載能力,當齒輪模數較大時,其齒廓曲率半徑也增大,相應赫茲應力的深度也增加,當滲氮深度與赫茲最大剪切應力深度之比小于某一值時,便會產生疲勞點蝕或剝落。滲氮層深0.3~0.4mm,對小模數齒輪(M=1~2),具有足夠的接觸疲勞強度,能達到滲碳齒輪水平,隨著齒輪模數提高到M3,要保持高的接觸疲勞強度,一般鋼心部硬度低,必須把滲氮層深提高到0.55~0.60mm以上,而采用時效硬化鋼,滲氮層深為0.7~1.0mm,心部硬度為400~450HV,其接觸疲勞強度大大超過普通滲碳鋼,可達到2000MPa以上。
目前建立在普通調質鋼基礎上,滲氮齒輪應用的范圍大致為:齒輪模數2~10mm;載荷系數K≤30kN/m2;圓周線速度V≤120m/s;不磨齒滲氮齒輪加工精度7~6級;齒形不限,非漸開線齒形更適用。
我們研制成功的新型時效硬化鋼和深層離子滲氮工藝,將使上述應用范圍更加擴大,英國工業滲氮齒輪應用范圍表1可供參考。
表1 英國工業滲氮齒輪的應用范圍

三、滲氮齒輪的研究方向
1.新時效硬化鋼和深層離子滲氮工藝
齒輪的接觸疲勞強度,代表齒面的承載能力,表面硬度越高,接觸疲勞強度越高。Chesters早年研究滲碳齒輪承載能力時,指出接觸疲勞強度與其抗拉強度平方成正比,當表面硬度為62~63HRC接觸疲勞強度達最大值。最新研究成果,CSS-42L鋼經滲碳表面硬度達到68~72HRC,用以制造軸承接觸疲勞壽命高出52100鋼軸承70倍以上。可見齒輪表面高的硬度和高的抗拉強度,可以得到更高的接觸疲勞強度。
齒輪模數越大,在承載接觸應力下最大剪切應力的峰值深度從滲層表面下0.1~0.2mm移向齒輪心部(見表1),如果心部硬度較低,將會使接觸疲勞強度顯著降低。試驗表明,提高心部硬度達470HV,增大滲氮層至1mm,接觸疲勞強度可提高到2300MPa。
齒輪彎曲疲勞強度代表齒根的承載能力,滲氮鋼和滲碳鋼的彎曲疲勞強度都隨心部硬度提高而提高。在相同的心部硬度下,滲氮鋼的疲勞強度略比滲碳鋼低。但是,滲碳鋼的疲勞強度隨心部硬度提高有一個極大值,在35~42HRC之間。而滲氮鋼的疲勞強度隨心部硬度的提高一直呈直線型增加,當心部硬度超過一定值(約400HV)后,滲氮鋼的疲勞強度超過滲碳鋼。我們研制的方向是選擇心部硬度為400~450HV,過高的心部硬度(強度)可能造成其塑性降低,不利于齒輪的綜合性能。
實現制造高性能滲氮齒輪和替代滲碳齒輪的關鍵在于研制適于齒輪切削加工和適于深層離子滲氮的時效硬化鋼,以及根據齒輪不同服役條件和精度要求不同研制的特種深層離子滲氮工藝。
2.時效硬化鋼的特點
新型時效硬化鋼20CrNi3Mn2Al,是在美國P21鋼基礎上進行創新,以鎳鋁為主導,采用低碳高錳和鋁鉻鉬釩共存研制成功的專利鋼種(專利號201210028899.9),鋼的成分范圍見表2。
表2 20CrNi3Mn2Al鋼化學成分(質量分數) (%)

(1)空冷固溶處理后適宜切削加工
在850~900℃保溫3h后空冷,硬度為283~332HBW(30~36HRC),可以直接進行切削加工。省去了常規調質鋼的淬火和高溫回火。
(2)時效硬化作為基體強化手段
時效硬化鋼比調質鋼的優勢在于,時效硬化后基體硬度可以達到40~43HRC,而經過深層離子滲氮后基體進一步時效硬化提高到42~46HRC。
(3)時效硬化溫度與滲氮強化溫度一致
試樣經870℃×3h空冷固溶處理后,在不同時效溫度分別處理6h,試驗結果如表3所示。
表3 20CrNi3Mn2Al鋼不同溫度時效后的硬度

試驗結果表明,500~560℃時效后硬度最高,與滲氮溫度吻合,560~600℃區間硬度降低緩慢,對滲氮處理有利。20CrNi3Mn2Al鋼化學成分按照Ni3Al金屬間化合物和AlCrMoV氮化物復合時效硬化原理設計,實現了時效硬化峰值溫度高(540℃),平均峰值溫度寬(500~560℃),過時效不明感。
(4)淬透性高
常用調質鋼和滲碳鋼基體強度都受鋼的淬透性限制,工件大小會造成性能差異,而20CrNi3Mn2Al時效硬化鋼空冷固溶處理過程中貝氏體轉變比較緩慢,受冷卻速度影響極小。直徑200mm試樣空冷固溶處理和時效硬化后檢查截面表面和心部硬度完全一致。表明直徑200mm以下工件可保證空冷后截面性能均勻,可比對稱為淬透性高。
3.深層離子滲氮特點及工藝方案
綜合國內外對深層滲氮研究的成果,提出了時效硬化鋼深層離子滲氮工藝應具有以下特點:表層硬度高,表面下0.1mm處硬度應大于900HV;表面化合物層薄(小于5μm)或單相?‘為主;滲氮層硬度梯度好,表面下0.4mm處硬度應大于600HV;滲氮層深應大于0.7mm;深層離子滲氮后基體硬度為400~450HV(42~46HRC)。
利用離子滲氮過程的優勢,工件表面活化和活性氮原子傳遞通道暢通的特點,綜合采用不同的滲氮溫度,保溫時間和供氨條件,經過反復試驗確定了520~540℃×50h氨氣變溫離子滲氮的2號工藝,可以滿足時效硬化鋼深層離子滲氮的全部要求:0.1mm處981HV,0.4mm處652HV,滲氮層深0.75mm,基體硬度431HV(詳見表4)。
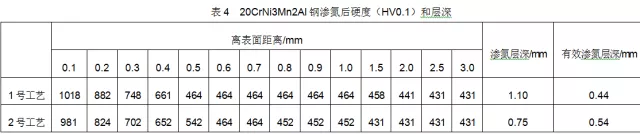
注:時效硬化鋼滲氮層深為基體+30HV;有效滲氮層深為500HV處層深。
四、結語
(1)滲氮齒輪能夠代替滲碳齒輪的關鍵,在于研制成功新型時效硬化鋼,實現深層離子滲氮和保持齒輪心部高硬度(強度)。
(2)研制成功20CrNi3Mn2Al時效硬化鋼和520~540℃×50h氨氣變溫離子滲氮的工藝,實現了時效硬化鋼的深層離子滲氮。滲氮層表面硬度高,化合物層厚度小于5μm,表面下0.1mm處硬度大于900HV,0.4mm處硬度大于600HV,滲氮層深大于0.7mm,滲氮基體硬度為400~450HV。
(3)可以采用20CrNi3Mn2Al鋼心部硬度為400~450HV滲氮層深0.7~1.0mm的深層離子滲氮齒輪,部分替代齒輪模數10mm以下,滲碳層深2mm以下應用的滲碳齒輪,實現省去滲碳和油中淬火,簡化工藝,減少變形,減少污染,顯著提高齒輪的性能。
(4)新型時效硬化鋼和深層離子滲氮工藝的結合,可實現高性能齒輪的高端突破,有深遠和重要的意義。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”