
齒輪軸失效分析與改進
2022-02-08 09:49:08
作者:賈云峰 來源:秦川機床工具集團股份公司
分享至:


齒輪轉動是機械轉動中重要的一種傳動形式之一,它具有傳動效率高、工作可靠、傳動比準確結構緊湊、壽命長等優點,在機床、汽車等產品中廣泛應用,齒輪通過輪齒嚙合傳遞扭矩和動力,承受較大的交變彎曲應力、接觸應力,易產生齒面點蝕、膠合等失效,甚至是斷齒。
某齒輪箱中的齒輪軸(見圖1),工作過程中載荷較大,材料為18Cr2Ni4W,屬于高強度中合金滲碳鋼,強度高,韌性好,性能優異,淬透性好,
主要工藝流程:鍛造→正火→車削→滾齒→滲碳→去碳→淬火→粗磨→磨齒→精磨。
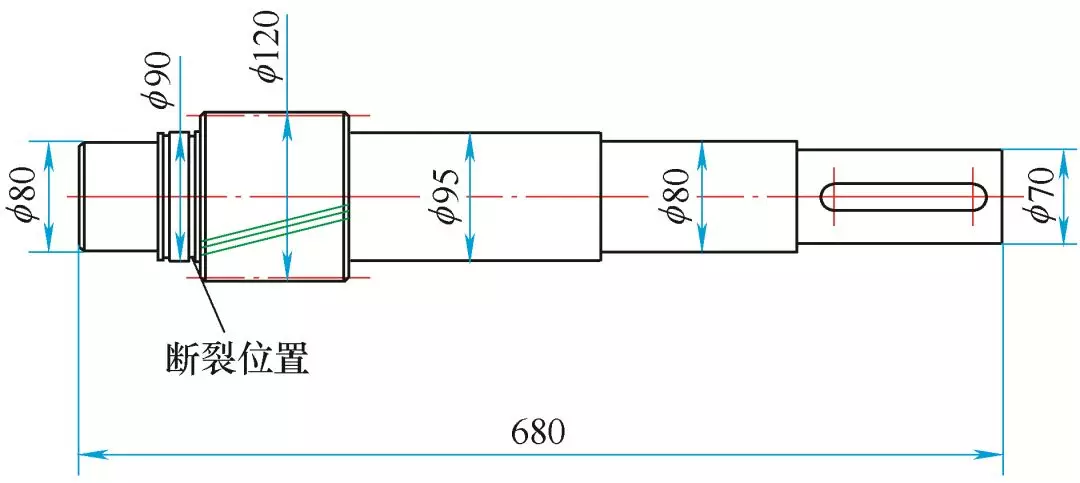
圖 1
熱處理要求為滲碳層深1.2mm,淬硬58HRC。零件的熱處理過程曲線如圖2所示。
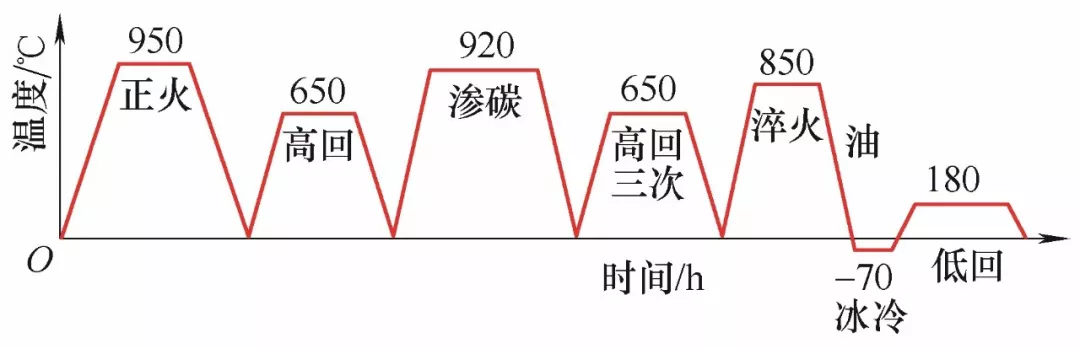
圖 2
其中一根齒輪軸使用一年后就發生斷裂,齒部完好,在φ90mm外圓與齒部之間發生斷裂。我們對斷裂的軸進行了分析,從齒輪設計、機械加工、熱處理等方面提出改進意見,以避免類似情況再次發生。
2.裂紋分析
(1)化學成分
斷裂零件取試樣進行化學成分分析,如附表所示,成分符合標準。
18Cr2Ni4W鋼化學成分(質量分數) (%)
(2)硬度檢測
表面硬度59~60HRC,心部硬度42~44HRC,符合技術要求。
(3)斷口形態
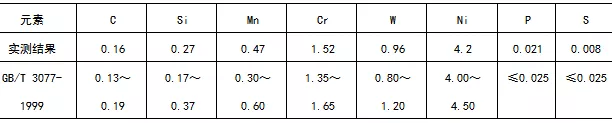
圖3為斷口的形貌。
圖 3
1.裂紋源 2.裂紋擴展區 3.瞬間斷裂區
(4)斷口分析
斷口存在典型的貝殼狀花紋,從斷口的宏觀形貌看,斷口由3個具有不同特征的區域組成,1區域為裂紋源,呈半月形,表面黑色,面積約為6mm2;2區域為裂紋擴展區,表面呈細致的瓷狀;3區域為瞬間斷裂區,形貌粗糙,凹凸較大,具有放射狀條紋,約占總面積的50%。屬于典型的疲勞裂紋斷口。
該齒輪軸斷裂發生在沉割槽處,斷面上有一小塊黑色區域1,表明此處裂紋發生較早,仔細觀察零件的斷裂處,沉割槽內光潔度很差,有很深的加工刀痕,在熱處理過程中此處產生了一個小裂紋,裂紋表面在加熱、冷卻過程中被氧化,因此呈黑色。裂紋處于沉割槽內,難以被發現。在使用過程中,齒輪軸受交變載荷的作用,裂紋逐漸擴展,此時擴展速度較慢,形成區域2(擴展區),由于18Cr2Ni4W鋼的淬透性非常高,心部淬后硬度達42~44HRC,硬度較高,因此擴展區無明顯的年輪條紋。疲勞裂紋擴展到一定程度,軸的有效截面縮小,導致強度不足,引起瞬時超載,造成斷裂,斷面具有快速斷裂的特征,由于軸的硬度高,而且工作時受力較大,因此形成的最終斷裂區所占的面積較大,約占總面積的50%。
2.改進措施
疲勞破壞對缺陷具有很大的敏感性,一般起源于零件高度應力集中的部分或表面缺陷處,如表面裂紋、軟點、夾雜、急劇的轉角過渡及刀痕等。導致疲勞破壞的工作應力很低,往往低于材料的屈服強度。在使用一年時間就發生斷裂,可見齒輪軸表面的缺陷造成了高度應力集中,降低了抗疲勞強度,大大縮短了齒輪軸的使用壽命,18Cr2Ni4W鋼對應力集中比較敏感,尤需加以注意。零件截面發生變化的地方,都會產生應力集中現象。因此對階梯軸來說,在截面尺寸變化處應采用圓角過渡,而不應加工成易出現問題的沉割槽,各段階梯外圓之間增加R3~R5mm的圓弧過渡,以降低應力集中。圓弧過渡的加工質量更便于控制,不易出現加工缺陷。提高零件的表面光潔度,也可有效降低應力集中。
圖4是改進后的零件結構。
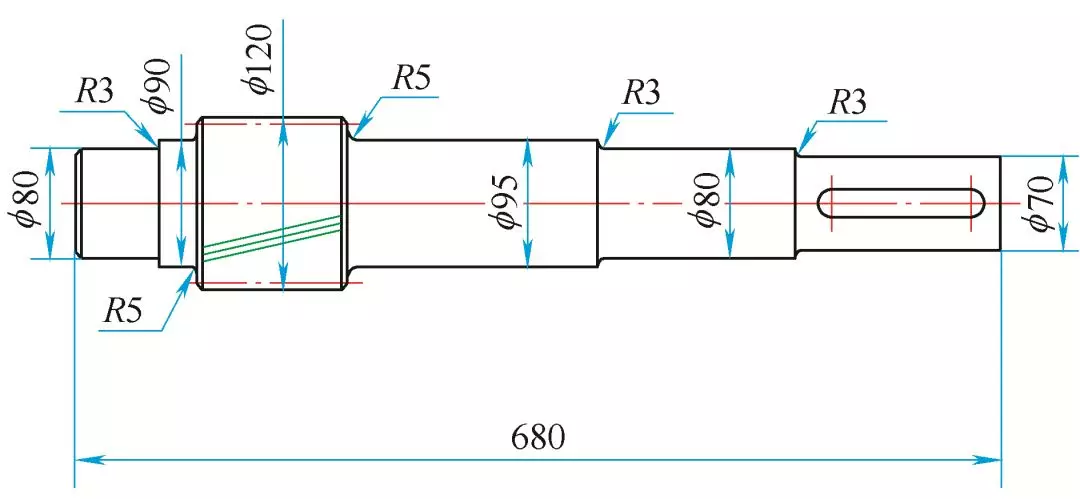
圖 4
3.結語
齒輪軸的零件結構、機械加工質量、熱處理過程、材料化學成分等各方面的不良因素都會導致軸的失效,因此只有從改善零件的設計結構、嚴格控制原材料成分、提高機械加工精度、提高熱處理過程質量等方面綜合考慮,才能保證軸的質量,延長軸的壽命。經過改進后齒輪軸再無斷裂現象發生。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7516

腐蝕與“海上絲綢之路”
點擊數:6019