
等離子-物理氣相沉積(PS-PVD)及其射流非接觸檢測方法
2022-05-25 14:51:24
作者: 劉梅軍,李廣榮,楊冠軍,李長久 來源:表面技術
分享至:


摘 要:等離子-物理氣相沉積(PS-PVD)是制備高溫防護涂層和功能涂層的一種新方法,既可涵蓋等離子噴涂和電子束物理氣相沉積工藝,還可實現涂層宏觀/介觀/微觀等跨尺度結構的定制化設計與制備,在熱障涂層(TBCs)、環境障涂層(EBCs)、環境熱障涂層(TEBCs)、透氧薄膜、燃料電池和太陽電池電極薄膜等領域具有廣泛應用前景,尤其在航空發動機和燃氣輪機防護涂層領域被視為高性能TBCs/EBCs 制備技術發展的新方向。比較分析了PS-PVD 等離子射流膨脹流動、材料快速加熱氣化離化和長距離多模式輸運沉積的全流程過程,介紹了PS-PVD 原理與設備系統,面向等離子射流參數快速無損檢測分析的目標,建立了基于光學發射光譜學(OES)的等離子射流和材料特性非接觸式檢測與診斷裝備系統,發展了射流和材料特性參數的定量表征和精確診斷方法。依據電子數密度等檢測結果,進一步計算分析等離子溫度分布規律。基于射流與材料檢測結果,研究了粉末材料在等離子射流中的多相態轉變行為,歸納了調控沉積單元多相態轉變的工藝控制參數集。這些硬件平臺和表征檢測方法的建立,為構建PS-PVD 理論和研制新型高性能熱防護涂層提供了堅實的理論基礎和必要的條件支撐。
關鍵詞:等離子-物理氣相沉積;沉積系統;非接觸檢測系統;光學發射光譜;輸運機理;熱防護涂層
航空發動機和燃氣輪機制造技術是衡量一個國家工業水平的重要標志,并在國民經濟中發揮著重要作用。熱障涂層(TBCs)是一種主要應用于熱端構件表面,起隔熱作用的功能涂層,是先進航空發動機和燃氣輪機研制的三大關鍵技術之一[1-3]。通過將低熱導率的高熔點TBCs 涂覆于高溫合金表面,從而避免高溫工作介質直接作用在金屬基體表面,可降低合金表面溫度(80~150 ℃)[4-8]。目前應用廣泛的TBCs制備技術是大氣等離子噴涂(APS)與電子束物理氣相沉積(EB-PVD)技術[9-10]。APS 技術是最常用的等離子噴涂方法,具有沉積效率高[11-13]、工作穩定和經濟可行的優點,因此在航空發動機和燃氣輪機的靜部件上(如燃燒室和渦輪盤)有廣泛的應用。APS 采用由氣體電離產生的熱等離子體作為熱源,可以熔化大部分金屬與陶瓷材料。材料在APS 中加熱至熔化或者半熔化,沉積形成具有層間孔隙的層狀結構涂層,可以有效阻止熱量傳導,因此具有低的熱導率(~0.94 W/(m·K)),然而熱循環過程中不斷累積的熱應力導致涂層極易剝落失效[14-16]。EB-PVD 技術相對于APS,主要利用電子束將材料加熱蒸發,材料以氣相形式沉積,制備的涂層為具有縱向間隙的柱狀結構,可在熱循環過程中釋放應力,具有更高的應變容限,熱循環壽命提高數倍,主要用于航空發動機和燃氣輪機的高壓渦輪工作葉片,但是EB-PVD 沉積效率低(1~3 μm/min),涂層熱導率較高(1.5~1.9 W/(m·K))[17-18]。
等離子-物理氣相沉積(PS-PVD)被認為是基于等離子噴涂(PS)和物理氣相沉積(PVD)兩項強大的涂層與薄膜制備技術結合而產生的新興涂層與薄膜制備技術,由于具有可在形狀復雜零件表面繞鍍均勻制備涂層、沉積速率高等突出特點,已成為國內外研究熱點。國際上,蘇爾壽美科公司率先基于低壓等離子技術,開發了PS-PVD 系統與技術,緊接著包括德國于利希、法國貝爾福在內的眾多國際科研院所對PS-PVD 在制備熱障涂層方面的潛在優勢進行了大量的研究與報道。由于PS-PVD 低的腔室壓力,PS-PVD的等離子射流被拉長至約1~2 m,直徑擴張至0.2~0.4 m(圖1a—c),可以沉積形成類APS 的層狀結構涂層、類EB-PVD 的柱狀結構涂層以及氣固共沉積的復合結構涂層(圖1d—f)[19-21]。國內在PS-PVD 研究方面已取得眾多進展,廣東省新材料研究所、北京航空航天大學、北京礦冶研究總院、航天材料及工藝研究所、上海硅酸鹽研究所等相繼從Sulzer Meltco公司、Medicoat 公司引進了PS-PVD 設備。在PS-PVD技術蓬勃發展的同時,廣東省新材料研究所、北京航空航天大學、北京礦冶研究總院、西安交通大學大學等單位開展了PS-PVD 等離子射流特性、材料輸運行為(材料與等離子射流的相互作用)、涂層微結構形成機理等基礎研究,為推進國內PS-PVD 技術的進步與未來產業化應用做出了重要貢獻。
目前,PS-PVD 研究的關注焦點是涂層結構的調控[22-29]。研究人員分別研究了送粉率、等離子氣體組成和沉積距離等工藝參數對涂層結構的影響:1)當送粉率由小到大時,涂層結構將由全氣相沉積的柱狀結構向氣相/cluster 共沉積的類柱狀、再到液相沉積為主的層狀結構轉變;2)當以Ar/H2 為等離子氣體時,主要獲得的是以液滴沉積的扁平粒子致密結構涂層,而當以Ar/He 為等離子氣體時,主要獲得團簇與氣相原子共同沉積的類似EB-PVD 的柱狀結構涂層;3)隨沉積距離由近及遠的變化,涂層結構分別呈現致密層狀結構、緊密填充的柱狀結構、具有更多顆粒的準柱狀結構、類EB-PVD 柱狀結構、表面光滑而柱之間有較大的間隙的準納米級柱狀結構。而從構成涂層微觀結構的基本單元的角度來看,沉積單元的類型決定了涂層的結構,例如層狀結構涂層主要由液相沉積單元組成,柱狀結構以氣相沉積為主,而復合結構則融合了氣液固的多相沉積。事實上,對于PS-PVD常用的噴涂粉末M6700(YSZ, Sulzer Metco),其初始粒徑尺寸為70~130 nm,而團聚后粒徑尺寸為5~22 μm,在注入噴嘴進行加熱和蒸發之后,必須經過長距離輸送才能最終沉積在基體表面。當材料在射流中運輸時,材料的特性(即沉積單元的特性)將受到等離子體射流特性的影響。在PS-PVD 過程中,等離子氣體與沉積單元一起離開噴嘴,并在明顯低于噴嘴壓力的腔室壓力下形成等離子射流,射流呈現典型的膨脹不足現象(如圖1c 所示)[30-32]。由于高的功率輸入以及低的腔室壓力,等離子體能量高、克努森數大,處于類自由分子流狀態,因此與傳統的等離子噴涂工藝相比,PS-PVD 等離子體射流中的溫度和速度更高,分布更均勻,而等離子體射流與材料的相互作用卻非常弱。
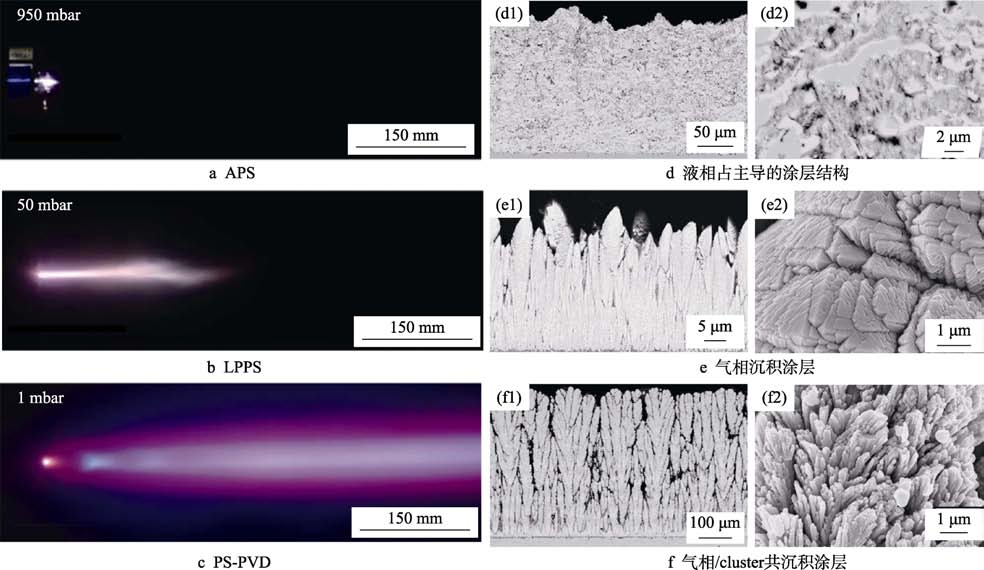
圖1 不同壓力下等離子射流擴張圖像與PS-PVD 技術制備的涂層結構[19-20]
由于PS-PVD 特殊的工作條件,等離子射流特性與材料特性難以用常規手段進行檢測。本文主要綜述了目前在PS-PVD 射流與材料特性方面的研究進展,并著重介紹了西安交通大學對PS-PVD 原理和設備系統、射流與材料特性的非接觸檢測系統的研究,并基于設備系統,研究建立的射流與材料特性的定量表征方法以及基于光譜學診斷闡明的PS-PVD 射流與材料交互作用規律、材料輸運機理等,旨在為發展PS-PVD涂層制備理論提供測量表征的手段和依據。
1 PS-PVD 原理與設備系統
PS-PVD 技術采用大流量真空泵,真空容器內的動態工作壓力可降到1~2 mbar,等離子射流長度可達到2000 mm,直徑為200~400 mm,由于其配置大功率噴槍(>120 kW),射流溫度能達到6000~10 000 K[33]。此外,該技術具有非視線沉積的特點,可以沉積幾何形狀復雜的部件,沉積方式不僅有液相沉積,還有納米團簇和氣相沉積,這為獲得先進的微觀結構提供了新的途徑,從而滿足現代功能涂層不斷增長的需求,為熱噴涂技術的應用提供了新的機遇。目前,Oerlikon 和Medicoat 兩家公司[34-35]均可提供PS-PVD設備,為國內廣東省新材料研究所、北京航空航天大學、北京礦冶研究總院、航天材料及工藝研究所、上海硅酸鹽研究所等多家單位提供了服務。
在先進材料和高端裝備基礎研究規劃資助下,西安交通大學在探索PS-PVD 原理的過程中,自主設計研發了首臺具有真空機器人控制系統的PS-PVD 系統樣機,如圖2 所示。系統包括:主動冷卻真空室、全自動真空系統、真空機器人與工裝系統、測量及控制系統,可在真空度為50~90 000 Pa 的密封真空室內進行涂層沉積或材料合成,可實現PS-PVD、PS-CVD、LPPS/VPS(真空等離子噴涂)等功能。壓力檢測位置位于工作臺處,等離子噴槍置于密閉真空環境下,由自主研制的真空機器人夾持,與旋轉工作臺配合使用,可實現6 軸聯動。將粉末材料送入經電離產生的等離子體射流中,使粉末顆粒在其中加速、熔化或氣化,在機械手操作下噴射到工件表面,在沖擊力的作用下,氣化、半熔化或以塑性狀態射流在基底上凝固形成涂層。系統配備相應的除塵、冷卻等附屬裝置,為測溫測速等外加檢測等預留多個窗口,并加裝有專門用于熱紅外成像儀的透紅外專用窗口。
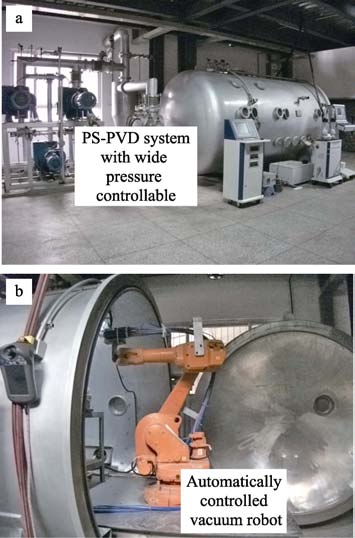
圖2 PS-PVD 系統
2 等離子射流與材料特性的定性檢測方法
在低壓下,PS-PVD 射流較常壓下被顯著拉長、劇烈膨脹,這種被顯著不同于原有大氣等離子和真空等離子的射流特性,使其內部材料的輸運行為產生巨大變化。因此,必須采用有效手段深入研究射流和材料特性。
2.1 射流內粉末氣化前的顆粒狀態檢測
DPV-2000 在PS-PVD 射流特性與材料特性診斷中的應用相對較少, 在早期對低壓等離子噴涂(LPPS)的研究中,M. Gindrat 等人[36]利用DPV-2000研究了射流中粒子速度的分布,如圖3 所示。西安交通大學引進了Tekna 公司的DPV-2000 系統,用于檢測射流內粉末氣化前的顆粒速度/溫度,如圖4 所示。由于DPV-2000(檢測直徑10~300 μm)只能探測飛行中尺寸大于~10 μm 的熔融顆粒,故對于PS-PVD中粉末氣化后的狀態無法監測。
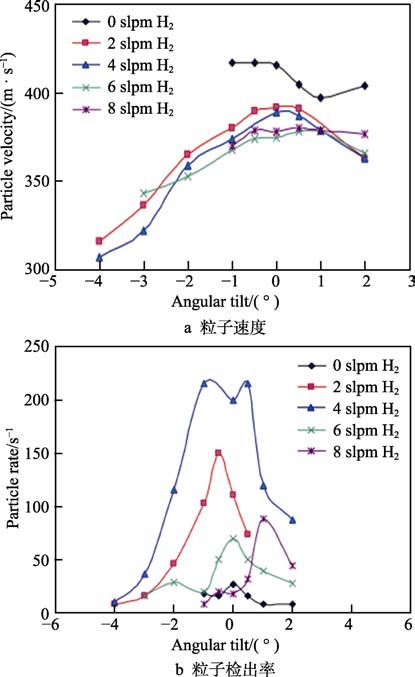
圖3 DPV-2000 系統在LPPS 研究中用于測試射流內粉末氣化前的狀態[36]

圖4 DPV-2000 系統
2.2 等離子射流熱焓測量方法
等離子射流熱焓主要是利用熱焓探針進行測量,熱焓探針技術發展于20 世紀60 年代,最初以探頭設計研究為主,后逐步應用于APS 的焓值測量。隨著最近幾年低壓等離子噴涂技術的發展,熱焓探針技術的研究主要集中在低壓等離子噴涂中射流的特性診斷[37-40]。熱焓探針技術可以在己知混合氣體成分組成的情況下,確定等離子射流的溫度和速度,以便對噴涂工藝參數進行優化,獲得可靠的涂層結構。張楠楠等[37,41]使用改造后的熱焓探針對等離子射流的焓值、溫度和熱流量進行了檢測,如圖5 所示。然而,熱焓探針前部在低壓等離子體射流內會形成激波,而且在高溫高速射流下,熱焓探頭穩定性不足,探頭壽命大大縮短。因此,在PS-PVD 工藝下,很難通過諸如靜探針法或特定焓探針測量的診斷,獲得關于等離子體射流的精確數據和信息,并且會極大地增加熱焓探針在PS-PVD 檢測中的成本。
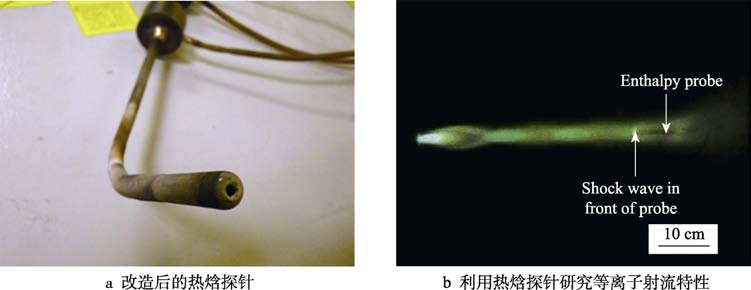
圖5 利用改造后的熱焓探針診斷等離子射流[37]
2.3 射流與材料特性的非接觸定性表征方法
針對PS-PVD 的特殊操作環境,目前主要利用非接觸式診斷技術—光學發射光譜(OES),對等離子射流與材料特性進行檢測[30,42-43]。
2.3.1 射流特性的定性表征
研究人員首先利用OES 定性地研究了PS-PVD射流特性受等離子氣體組成的影響,圖6 所示為不同等離子氣體組成下,等離子射流圖片與OES 診斷結果[20,44]。由等離子射流圖片中的輻射強度可以明顯地看到,當等離子氣體組成中含有氫氣時,等離子射流的徑向溫度分布會變寬,而當氦氣作為等離子氣體組成之一時,由于氦氣的高黏度,可以有效地聚束射流,而且從光譜圖結果可以看到,Ar/He 組合的等離子氣體具有更高的譜峰強度。根據上面的分析,譜峰強度是處于激發態粒子含量的表現形式之一,因此它反映了等離子射流所具有的能量高低,這也說明Ar/He 組合的等離子氣體更適合作為PS-PVD 用等離子氣體,從而更好地氣化材料。
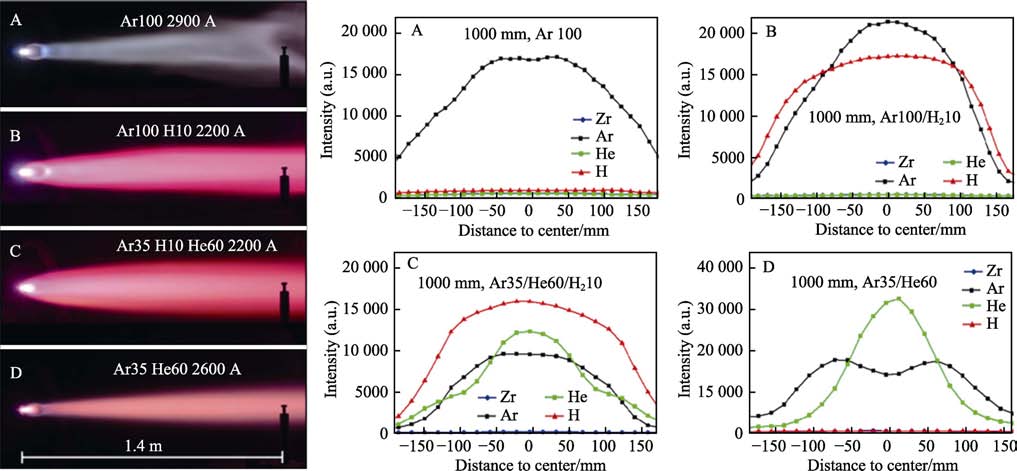
圖6 利用OES 定性研究等離子射流特性(A—D 為不同等離子氣體組成下等離子射流實物圖片與不同等離子氣體在射流內沿徑向的分布)[20]
2.3.2 射流中材料的定性表征
利用OES 除了可以實現對等離子射流的診斷外,還可以對射流中的材料特性進行定性表征,而通過結合OES 診斷結果與涂層結構的關系,可以定性地反映出等離子射流特性通過影響材料特性而決定涂層結構。圖7 的A—C 顯示了不同等離子氣體組成對涂層材料粒子軌跡的影響,這些軌跡可以用鋯的藍色輻射特性來識別[20]。顯然,氦氣不僅對等離子氣體流動有很好的聚束作用,而且對涂層材料粒子束流也有明顯的聚束作用。另外,氫氣的加入使等離子溫度分布變寬,這嚴重影響了涂層材料粒子的加熱效果。等離子氣體組成在粒子的熱歷史中的顯著影響被大量可沉積的涂層微結構所證實,因為改變等離子氣體組成時,可以得到由液滴沉積的致密涂層、由納米結構團簇和氣相共同沉積的柱狀結構涂層,甚至可以得到由完全氣相原子沉積的柱狀結構涂層,這反映出等離子射流特性通過影響涂層材料狀態而影響涂層結構。當等離子氣體中使用H2 而不是He 時,未蒸發的液滴的量增加,基于圖7D 中不同等離子氣體的熱焓值可以看出,這主要是由于Ar/H2 的等離子體溫度顯著低于Ar/He 等離子體。
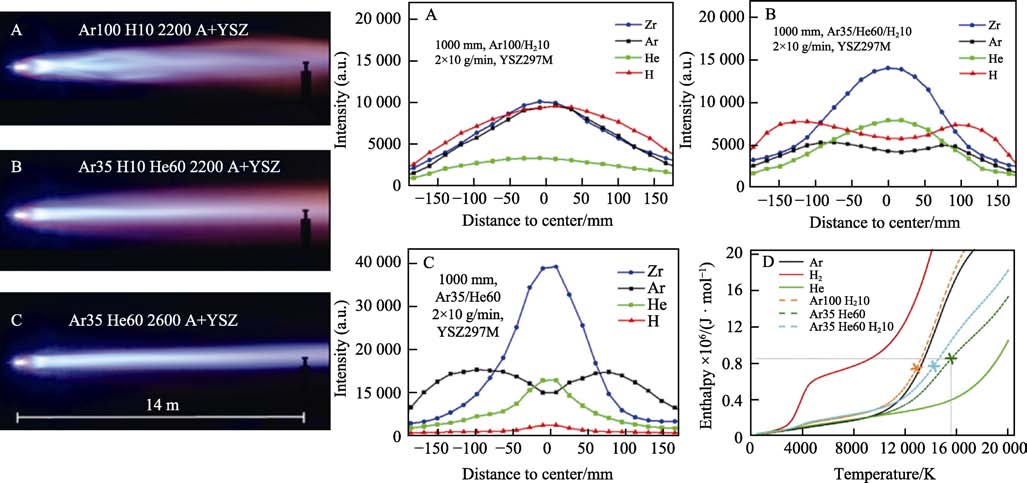
圖7 利用OES 定性研究等離子射流內材料特性(A—C 為加入材料后射流圖片與材料
在射流內沿徑向的分布,D 為不同等離子氣體的比焓)[20研究者在利用OES 檢測到的特征光譜線強度定性說明粉末粒子氣化與否的基礎上,建立了OES 特征光譜線強度與沉積的涂層結構之間的關系。Gindrat等[36]采用OES 對PS-PVD 沉積Zn 工藝過程中的等離子射流進行檢測,在檢測結果中出現了Zn 的特征光譜線,定性判斷Zn 氣化了。Niessen 等[30]對PS-PVD工藝中的等離子射流進行OES 檢測,對比了柱狀結構涂層沉積工藝和非柱狀結構涂層沉積工藝中檢測到的OES 光譜線強度。發現在OES 檢測的YSZ 特征光譜線(如圖8 所示)中,當YSZ 的特征光譜線強度高時,沉積的涂層為柱狀結構,反之則為非柱狀結構。作者據此來定性說明氣相沉積的發生與OES 特征光譜線強度大小之間的關系,進一步說明了粉末粒子氣化量足夠大的時候,才能夠由氣相沉積得到柱狀結構涂層。此外,Mauer 等[20]通過OES 表征不同送粉速度條件下Zr 的特征光譜線強度,發現了等離子射流中粒子狀態的變化規律(如圖9 所示)。研究發現,送粉速度小于1 g/min 時,等離子射流能夠完全氣化送入的YSZ 粒子;隨送粉速度增大,等離子射流中YSZ 粒子的狀態變化規律為氣相→團簇→粒子態→液態。進一步通過理論計算發現,噴槍出口處等離子射流的溫度為10 000 K,噴槍出口內側的溫度則更高(>12 000 K);噴槍出口處等離子射流速度最高達到6000 m/s;噴槍出口處等離子射流的熱交換能力達到108 W/m2。通過研究發現,采用現有的設備及參數,超低壓下等離子射流的熱交換能力能夠氣化1 μm 以下的YSZ 粒子,且粒子的氣化主要發生在送粉口至噴槍出口這段距離。當等離子射流離開噴槍出口后發生擴張,等離子射流的溫度和速度均出現顯著降低,這與上一小節中等離子射流的研究結論相同。
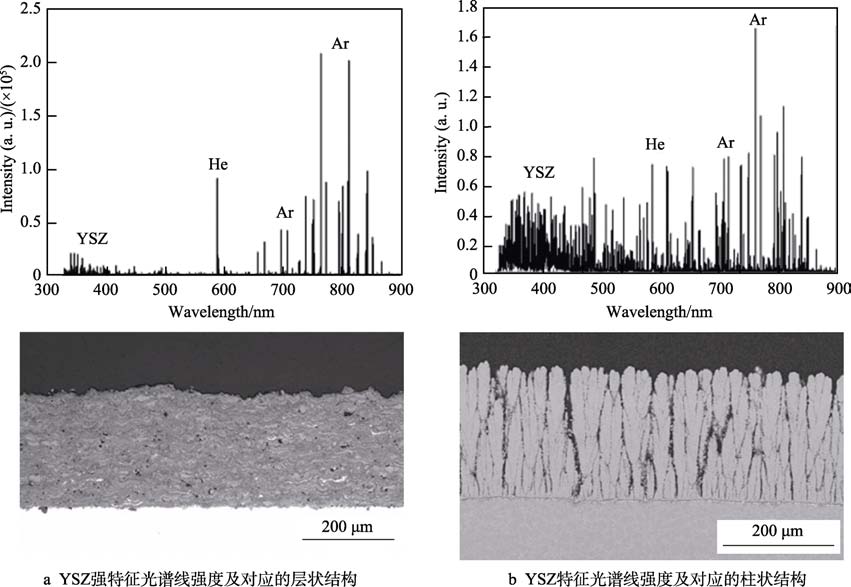
圖8 YSZ 譜線強度與涂層結構關系[30]
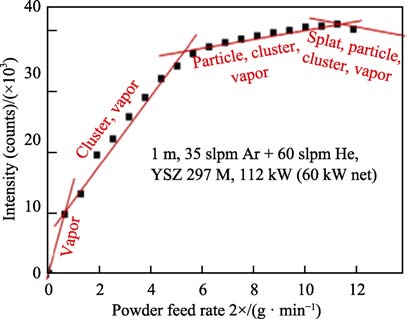
圖9 不同送粉速度條件下粉末粒子狀態變化規律[20]
3 PS-PVD 射流特性檢測系統與定量測試方法
從以上研究結果可以看出,雖然研究者對等離子射流特性有一定的研究,同時可以定性地解釋粒子的氣化程度,但對于不同區域內材料特性的變化及進一步對涂層結構的影響與調控仍然沒有深入地研究,而這卻是PS-PVD 沉積機理的重要組成部分,同時是調控涂層結構的基礎理論支撐。為此,本課題自主設計了PS-PVD 射流特性OES 檢測系統,基于非接觸式光譜診斷,建立了PS-PVD 等離子射流內材料特性研究方法與基于射流特性與材料特性的涂層結構調控方法。
3.1 射流特性檢測系統的設計研制
隨著研究的不斷深入,OES 被廣泛地應用于檢測由等離子氣體以及材料激發而發射出的不同波長的光,以研究等離子射流與材料的特性。OES 具有響應速度快、不容易受到流場干擾的優點,可以獲得等離子體的一些基本特征,如射流的電子數密度、電子溫度、局部熱平衡狀態等。OES 的系統組成主要包括匯聚鏡頭、色散系統和檢測系統,為便于檢測,收光匯聚鏡頭被用于收集等離子激發態粒子發射出的光線,再通過光纖與發射光譜儀相連接,將光信號傳輸到色散系統的光柵,分散成不同波長的光譜,檢測系統對不同波長的光線進行檢測并進行相應的處理,最終通過電腦輸出測量結果。
對于每個原子或離子而言,都有特定的一組穩定量子態,其具有的一組分立的特征能量或電子結合能為Ek,當一個粒子(原子或離子)的軌道電子從高能級Ej 躍遷到低能級Ei 時,會輻射出頻率為ν 的光子。在光譜實驗中有:

式中,γ 為波長,c 為光速,Ej 與Ei 分別代表能級j、i 的激發能。
OES 輸出的譜線強度代表了單位時間源體積所輻射的總能量(實際上,由于光子傳輸等造成的能量損失以及其他實驗測試誤差,實際譜線強度與OES輸出的譜線強度存在偏差),因此粒子軌道電子從高能級j 至低能級i 躍遷得到的譜線強度Iji 可近似地以公式(2)計算:

式中,Aji 為粒子從高能級j 至低能級i 躍遷的躍遷幾率,nj 是處于較高能級j 的粒子數目,h 為普朗克常數(6.62×10?34 J·s),Iji 為能級j→i 躍遷所發出光譜的強度。對于等離子體而言,不同的粒子可以利用光譜波長的不同進行鑒別,而從公式(2)可以看出,光譜線的強度取決于三個因素:受激發的粒子含量、躍遷幾率和輻射頻率。因此,可以進一步地利用光譜線的強度計算各種粒子的含量。事實上,由于上面提到的光路損失及其他測試誤差的原因,OES 輸出的譜線并不能用來定量地計算各種粒子的含量。

圖10 光譜儀與OES 檢測系統
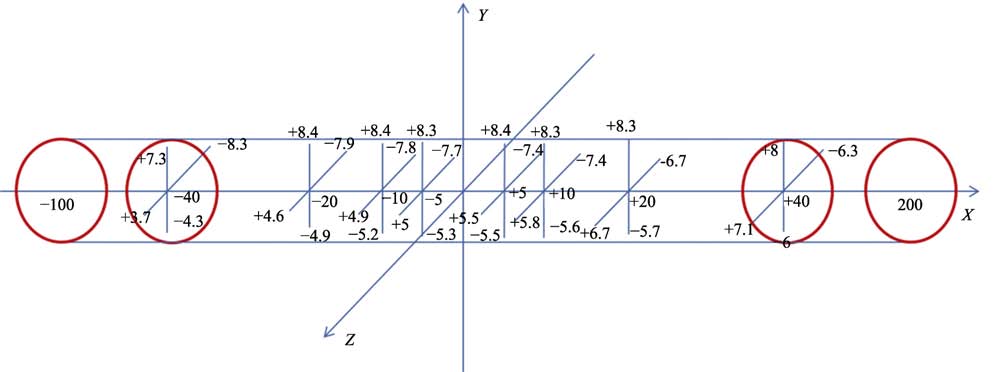
圖11 OES 檢測區域
西安交通大學自主研發PS-PVD 系統以來,便從Priceton 公司購買了Acton SP2750 光學發射光譜儀,并自主搭建了OES 診斷系統,圖10 為光譜儀與自主搭建的OES 檢測系統。系統由收光鏡頭(ModelFC-446-030)、光纖與帶有CCD 攝像頭(PIXIS-2KBUV)的光譜儀(Acton SP2750, Priceton)組成,并由裝有WinSpec32 軟件的計算機輸出光譜結果。基于此系統,本課題組開展了PS-PVD 等離子射流特性的系統研究,并建立了基于光譜診斷的射流中材料特性研究方法與材料多相態調控理論,從PS-PVD 材料相態調控的本質機理上發展了涂層結構調控理論。基于本課題組的研究發現,從等離子射流中發射出的光線通過匯聚鏡頭接收,匯聚鏡頭的檢測范圍并不是射流中的一個點,而是如圖11 所示的類柱狀檢測區域。檢測區域內粒子輻射出的光信號被匯聚鏡頭收集后,通過光纖傳輸到發射光譜儀。光信號通過入射狹縫A,經過準直光鏡B 反射后,變成平行光到達分光設備C光柵進行分光。本課題組的光譜儀系統有三個光柵可用于選擇,分別是300、1200、2400 grooves/mm,光柵分光是利用光的衍射現象進行分光,通過多縫干涉和單縫衍射一起產生作用。其中,多縫干涉與光譜線的空間位置有關,單縫衍射則決定了各級光譜線的強度。經過分光設備后,入射光被分解為不同波長的譜線,分解后的光經聚焦鏡聚焦D 后,傳入檢測系統CCD 攝像機,通過光電轉換器件將光信號轉換為電信號,通過軟件處理后便會輸出光譜譜線。圖12 為利用OES 采集的PS-PVD 等離子射流光譜圖,在此基礎上,研究了等離子射流的電子數密度與溫度,結果如圖13 所示[45-46]。目前,通過OES 對PS-PVD 等離子體射流特性的診斷已經進行了大量的研究,接下來的部分中,將對本課題在光譜診斷PS-PVD 射流及材料特性方面的研究進展進行介紹,并著重介紹基于OES 光譜診斷建立PS-PVD 射流中材料特性的研究方法與涂層結構調控方法。

圖12 PS-PVD 的OES 典型光譜圖[45]
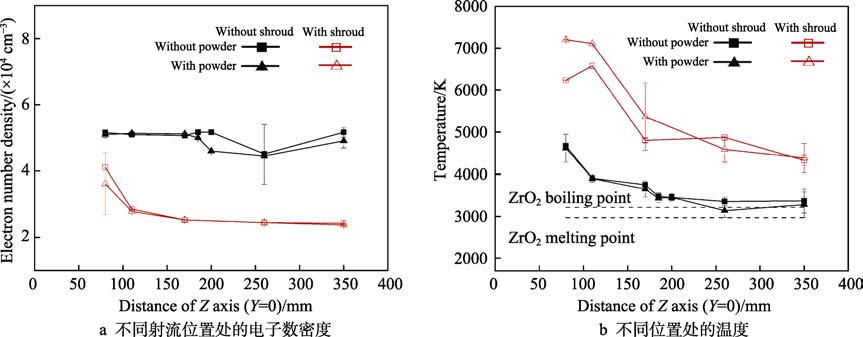
圖13 PS-PVD 射流的電子數密度、溫度[46]
3.2 射流特性定量測試方法
在PS-PVD 過程中,由于其高功率、低室壓的特點,涂層材料除被氣化形成氣態原子或分子外,還有大量的材料連同等離子氣體一起被激發為不同價態的離子狀態,這些原子與離子在高溫低壓下被激發到不同的高能級,由高能級向低能級躍遷過程中便會向外輻射具有特征波長的光,這正為OES 檢測PS-PVD等離子射流特性提供了可能。通過OES 檢測PS-PVD射流的粒子特性,首先利用收光鏡頭,檢測區域內待分析原子及離子由高能激發態向低能級躍遷過程中輻射出的特征光線,再經光譜儀分析,輸出一系列與不同原子和離子輻射的特征波長的光具有對應關系的特征光譜。由于OES 輸出的光譜代表了發射這些輻射光的原子和離子的特征,是這種粒子和它的電離狀態的本質固有特性,因此通過改變激發條件,只會改變特定譜線的強度,而譜線代表的固有特征波長或頻率不會發生改變。此外,對于不同原子或離子的能級譜圖以及同種原子或離子不同能級之間躍遷產生的光譜也各不相同,因此只要在OES 輸出的光譜中辨認出各種粒子所對應的特征光譜圖形,就能定性地鑒別PS-PVD 射流的粒子構成。
對于電子數密度的研究主要采用對OES 特征譜線進行展寬分析的方法。根據譜線的形態劃分,譜線展寬可分為自然展寬、Doppler 展寬和Stark 展寬。自然展寬由于其他因素產生的譜線變寬要比它大得多,導致在實際實驗條件下難以觀測;多普勒展寬與多種因素有關,如光源溫度、原子量、波長等,其值大約為1~8 pm (1 pm=10?3 nm),而實際光譜儀的分辨率往往大于多普勒展寬(本課題組光譜的分辨率為0.058 nm),因此在實際計算中,其展寬效應往往被忽略。利用Stark 展寬計算電子數密度不會受等離子體是否處于平衡狀態的限制,即使非熱平衡體系的電子數密度,同樣可以測量計算。Stark 展寬由等離子體中的不均勻強電場以及高速運動中的高密度的帶電粒子、離子和電子引起,根據相關理論計算,Stark展寬的誤差為±5%,因此在未知等離子射流熱力學狀態之前,采用Stark 展寬計算電子數密度比較合理。理論上說,用于計算電子數密度的譜線可以為任一譜線,然而在所有譜線中,氫光譜巴耳末系的第二條譜線Hβ 線相對較穩定,波長為486.1 nm,可以用于等離子體的測量和計算。在計算電子數密度時,以Hβ 譜線的“半高寬”Δλ1/2 (譜線高度一半處的寬度表示譜線的寬度)進行計算,它與原子結構及等離子體的溫度、場強有關,與光譜儀無關。在PS-PVD 工藝條件下,普遍采用Ovsyannikov 和M. F. Zhukov 的經驗公式(式(3))[47-48]:

式中,Ne 為電子數密度(cm?3),Δλ1/2 為譜線半高寬(?)對于電子溫度的研究,主要采用雙譜線法進行分析計算。雙譜線法也稱強度比較法,它是采用一個原子的兩條譜線測量溫度。處于激發態的原子向低能級躍遷,將產生具有一定波長的光,并反映在光譜上,兩條原子光譜線的輻射強度比滿足式(4)[42,48-49]:

式中,Iji 為由j 能級向i 能級躍遷產生的光譜強度,Ikl 為由k 能級向l 能級躍遷產生的光譜強度,λji為由j 能級向i 能級躍遷產生的光譜波長(nm),λkl為由k 能級向l 能級躍遷產生的光譜波長(nm),Aji為由j 能級向i 能級躍遷的遷移率(s?1),Akl 為由k能級向l 能級躍遷的遷移率(s?1),gj 為j 能級的統計權重,gk 為k 能級的統計權重,Ej 為j 能級的激發能(eV),Ek 為k 能級的激發能(eV),kB 為玻爾茲曼常數。這些數據中,光強可在實驗中測得,其余均可在NIST 數據庫中查得。在PS-PVD 電子溫度計算中,通常采用氫光譜巴耳末系的兩條譜線Hα 線和Hβ 線進行計算。

圖14 PS-PVD 射流不同位置處的電子數密度、電子溫度和重粒子溫度[50]
本課題組基于自主搭建的PS-PVD 系統和OES光譜診斷系統,對PS-PVD 射流的電子數密度、等離子溫度進行了研究,如圖13 所示。結果顯示,整個射流內電子數密度維持在1014 cm?3 數量級的范圍,通過對比粉末粒子的加入與否對電子數密度的影響發現,粉末粒子加入對電子數密度影響較小。而隨著等離子射流的不斷擴張,電子溫度降低。除此之外,德國于利希研究所、法國貝爾福研究所、廣東新材料研究所等利用OES 研究了PS-PVD 射流的電子數密度和電子溫度。德國于利希的Mauer 等人[50]研究了射流不同位置處的電子數密度、電子溫度和重粒子溫度,結果如圖14 所示。依據這些研究結果,Mauer等進一步計算了等離子氣體與涂層材料粒子的相互作用,考慮到離子化程度低以及接近局部熱平衡,并且假設等離子體射流中的壓力為腔室壓力200 Pa,溫度由OES 確定,計算結果顯示,對于所有研究的參數集合,等離子射流內涂層材料粒子所受阻力較噴嘴中小3~4 個量級,傳遞的熱量也較噴嘴內少4~5 個量級。計算表明等離子氣體與涂層材料粒子的相互作用幾乎可以忽略不計。Mauer 等認為這意味著涂層材料在等離子射流中的飛行過程中沒有顯著加熱和加速,而另一方面,作者據此來定性說明等離子射流下游的涂層材料粒子的冷卻和減速也降低。
4 PS-PVD 射流中材料輸運與沉積機理研究
4.1 射流中的材料加熱行為與氣化機理
OES 雖然從定性的角度反映了射流內材料與涂層結構的關系,然而,射流內材料特性的變化規律、射流特性對材料特性的影響行為及其對涂層結構的調控機制仍然是困擾PS-PVD 研究的難題,而解決這些問題是PS-PVD 沉積理論的基石,是對PS-PVD 技術的基礎支撐,更是實現目標結構涂層可控制備的關鍵科學問題。本課題組基于自主搭建的PS-PVD 系統與OES 診斷系統,針對射流中材料特性的重要作用,開展了基于光譜診斷的材料特性研究,并在此基礎上建立了PS-PVD 射流內材料多相態調控方法。
基于自主設計與搭建的PS-PVD 系統與OES 診斷系統,本課題組對PS-PVD 射流特性與沉積單元多相態調控進行了深入的研究,除圖13 對等離子射流中心處的特性研究外,還進一步對射流的局部熱平衡狀態進行了研究,依據局部熱平衡的判斷條件,計算得到其臨界電子數密度為 1014 cm?(3 如 15a),PS-PVD射流內的電子數密度為1015 cm?3,在局部熱平衡假設的基礎上,進一步對射流溫度沿軸向與徑向的分布進行研究,建立等離子射流溫度沿軸/徑分布模型,如圖15b 所示[45]。
基于等離子射流電子數密度與等離子溫度的分布,建立了凝聚態材料與等離子體熱/質交互作用模型(如圖16 所示)[48]:

其中,m 為凝聚態材料的剩余質量,Cp 為凝聚態材料的比焓(Cp=87.864 J/(K·mol)),dT 是加熱與蒸發過程中凝聚態材料的溫度變化,dQconv 是等離子射流對凝聚態材料的傳熱,dm 是凝聚態材料的蒸發質量(即傳質過程),Q0 是凝聚態材料的蒸發潛熱。
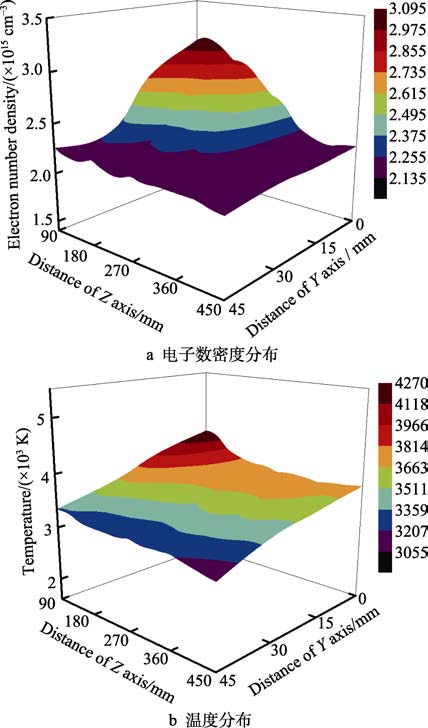
圖15 等離子射流電子數密度、等離子溫度沿軸/徑分布模型[45]
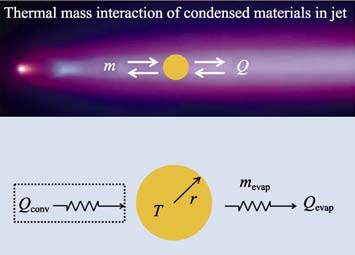
圖16 凝聚態材料與等離子體熱/質交互作用模型[48]
根據等離子射流電子數密度與等離子溫度的分布結果與凝聚態材料與等離子體熱/質交互作用模型,求解出了等離子射流沿軸向方向的熱流密度分布及傳遞給凝聚態材料的熱焓隨凝聚態材料尺寸的變化規律,如圖17 所示。研究發現,凝聚態材料的尺寸越小,傳熱量越高。這是由于尺寸小的凝聚態材料顆粒比尺寸大的顆粒具有更大的比表面積,小尺寸顆粒比大尺寸顆粒具有更高的傳熱系數,因此導致等離子氣體對小尺寸顆粒的熱焓傳遞大于對大尺寸顆粒的熱焓傳遞。在該研究所使用的參數條件下,從圖中可以明顯地看出,射流對凝聚態材料的熱焓傳遞足以使尺寸為0.28 μm 的顆粒完全蒸發。進一步地通過不同的凝聚態材料(涂層粉末)尺寸與傳輸距離對凝聚態材料蒸發行為的影響研究發現,凝聚態材料在等離子射流輸運過程中,隨著射流不斷地對其傳熱,凝聚態材料不斷蒸發,尺寸不斷減小。圖18 直觀地給出了凝聚態材料尺寸隨等離子射流軸向距離變化的規律,尺寸小于0.28 μm 的凝聚態材料會在軸向距離450 mm 以內完全蒸發。相反,尺寸大于0.28 μm 的凝聚態材料不能在軸向距離450 mm 以內完全蒸發,可能會在更遠的射流距離內才能完全蒸發。因此,通過粉末初始尺寸與沉積距離可以實現凝聚態材料相態轉變調控,最終形成通過調控粉末初始尺寸與沉積距離實現涂層結構調控的方法。
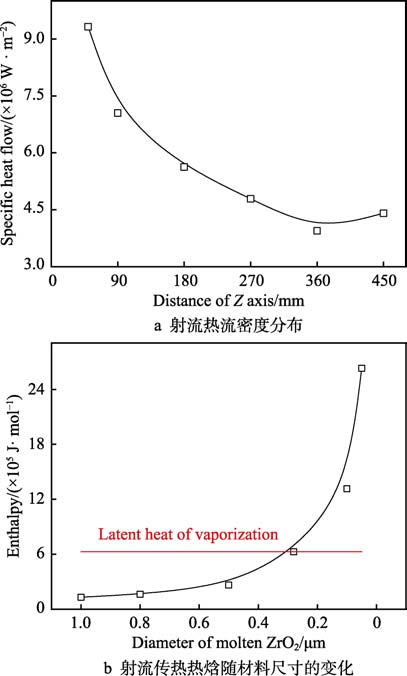
圖17 熱流密度分布及傳遞給凝聚態材料的熱焓隨凝聚態材料尺寸的變化規律[48]
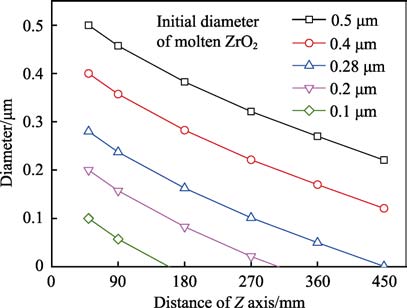
圖18 初始尺寸與沉積距離對凝聚態材料蒸發行為的影響[48]
4.2 射流中的材料長程跨域輸運機理
對于PS-PVD 沉積柱狀涂層,其必要條件是在自由等離子射流中有較高的氣相涂層材料含量,通過凝聚態材料蒸發行為的控制,可以實現涂層材料在射流內的高效蒸發,而對于凝聚態材料蒸發后形成的氣相材料,在等離子射流輸運過程中會與等離子氣體相互作用,在PS-PVD 射流長1~2 m 的輸運距離上,氣相材料粒子的狀態會受等離子射流性質的影響而發生變化,因此要得到以氣相沉積為主的柱狀結構涂層,必須對等離子射流中涂層材料氣相粒子與等離子氣體的相互作用進行研究。為此,本課題組進一步基于OES 診斷表征的等離子射流三維特性,形成了通過評估等離子射流特性約束氣相材料容納量來調控涂層結構的方法。對于射流中輸運的氣相材料,它受自身飽和蒸氣壓與射流壓力的作用,其熱力學過飽和行為由式(6)決定:

式中,S 代表氣相材料過飽和度,S=Pp/Pv,Pp是等離子射流中的氣相材料的分壓,Pv 是氣相材料的飽和蒸氣壓;kB 是玻爾茲曼常數(1.38×10?23 J/K);Ω 是分子的體積。
根據等離子射流電子數密度與等離子溫度的分布結果,在計算氣相材料分壓與飽和蒸氣壓后,結合超低壓條件下氣相材料的離解行為,闡明了等離子射流不同軸向位置處的氣相材料熱力學容納量,結果如圖19 所示。根據圖19 的結果,要實現涂層材料在整個等離子射流內時刻以氣相的形式存在,氣相材料的
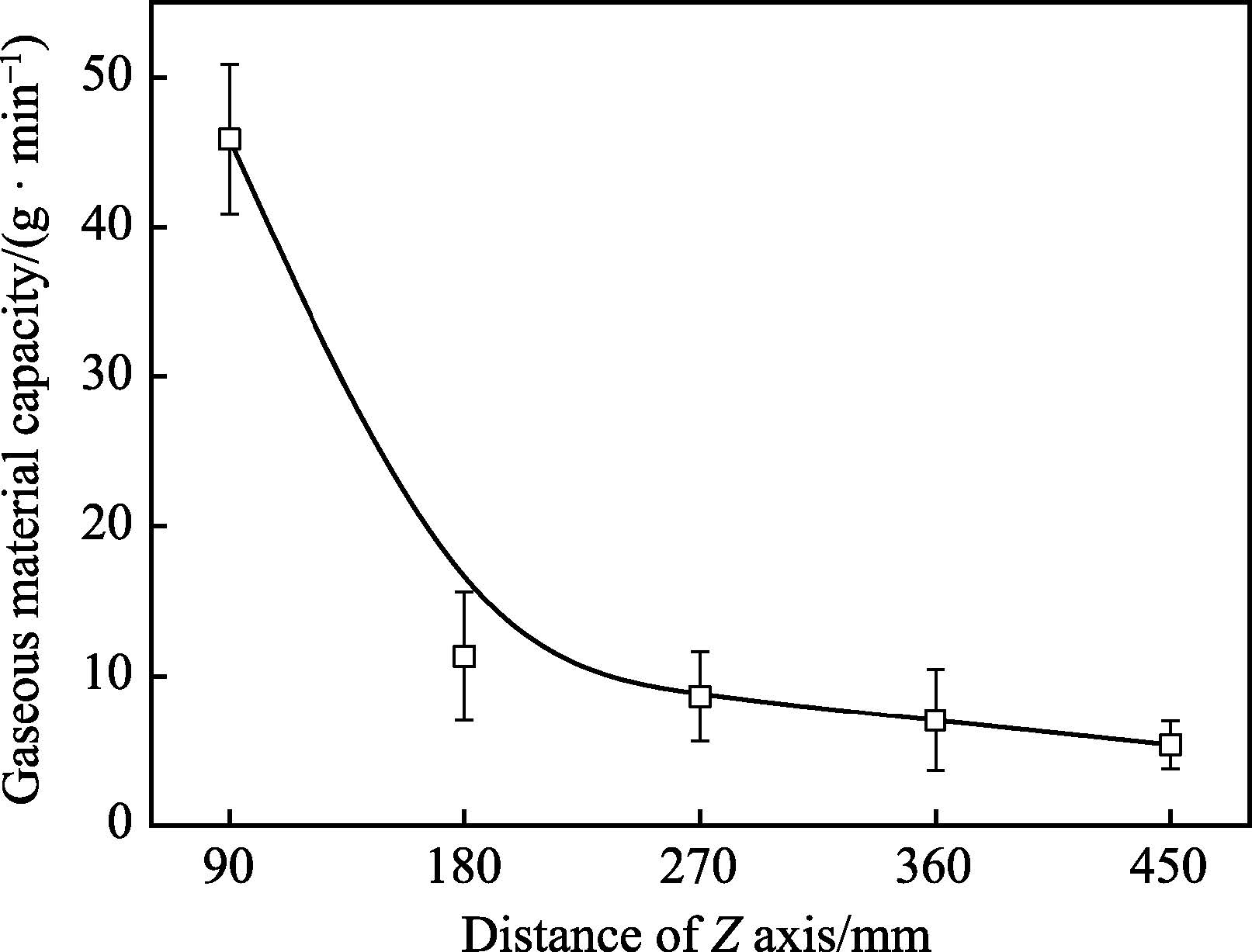
圖19 等離子射流氣相材料容納量[45]
含量應該小于射流中最小氣相材料容納量位置處的材料量,即材料以氣相存在時,整個等離子射流的氣相材料含量由容納氣相量最小位置處的氣相量(450 mm 處的5.6 g/min)決定,只有這樣才能保證在整個射流內材料呈氣相狀態。
氣相材料的容納量除受自身飽和蒸氣壓限制外,還受到氣相材料在等離子射流內的分壓限制。根據道爾頓定律,腔室壓力等于氣態氧化鋯的分壓和等離子氣體的分壓之和:

其中,P 是Ar、H 和氣相材料的總壓力;PAr、PH 和Pvapor 分別是Ar、H 和氣相材料的分壓。由式7 可知,氣相材料的分壓明顯低于腔室壓力。實際上,當腔室壓力即總壓P 越高時,相應允許的氣相材料的分壓也就越高,也就是說當等離子氣體組成、送氣量以及送粉率一定時,各成分的分壓與其初始的摩爾分數有關,改變總壓,各分壓也會按各自比例相應地發生變化。因此,為了研究實際壓力對等離子射流氣相材料容納量的影響規律,可以使用腔室壓力而不是氣相材料的分壓來定性地研究等離子射流各位置應該具有的氣相材料容納量,結果如圖20所示。

圖20 不同腔室壓力下的等離子射流的氣相材料容納量[45]
在圖9 中,Mauer 等的研究給出了一個送粉率控制射流中氣相材料狀態的例子,在以YSZ 為研究對象的實驗中發現,當送粉率在1 g/min 以內時,等離子射流內為完全氣化的YSZ 粒子,而隨著送粉率逐漸增大至1~5 g/min,等離子射流中YSZ 粒子發生由氣相→團簇的變化,本部分的研究恰恰在理論層面上揭示了這種現象的本質,即送粉率實際上是通過控制等離子射流的氣相材料熱力學容納量,最終決定射流中氣相材料相態的轉變。此外,等離子射流的氣相材料容納量受腔室壓力的影響:腔室壓力在低至一定值時,射流氣相材料的容量會隨腔室壓力的降低而減小。這主要是由于腔室壓力一定,射流壓力在穩定后材料分壓組成,總壓降低,氣相材料分壓相應降低。因此,腔室壓力成為決定射流中氣相材料量除送粉率以外的另一個關鍵參數。通過送粉率/腔室壓力參數集的調控,可以實現射流內氣相材料量狀態及涂層結構的調控,如要實現全氣相沉積的涂層,可以使用較低的送粉率與相對較高的腔室壓力,而要使涂層中存在團簇類的沉積單元,可以使用較高的送粉率與相對較低的腔室壓力,這種送粉率/腔室壓力參數集的聯合調控對調控PS-PVD 涂層結構具有重要的理論指導價值。
4.3 材料沉積機理與涂層結構
4.3.1 氣相材料沉積的微觀視線模型
在熱障涂層的應用中,PS-PVD 以其強大的氣相沉積能力而受到廣泛的關注,目前雖然通過涂層形貌及經典型形核理論對PS-PVD 的沉積機理進行了研究,但是PS-PVD 的氣相沉積機理仍然沒有得到明確的闡明。為此,本課題組建立了PS-PVD 氣相沉積的微觀視線沉積模型,如圖21 所示[51]。
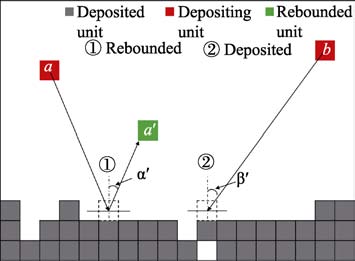
圖21 PS-PVD 氣相材料沉積的微觀視線模型[51]
由于在沉積之前,氣相材料和等離子體氣體之間的隨機碰撞,導致其將以不同的角度向基體沉積。當氣相材料到達并與基體碰撞時存在兩種情況:一種情況是氣相材料在與基體或涂層碰撞后回彈(圖21 中的單元a),另一種是沉積(圖21 中的單元b)。對于反彈的氣相材料,又會有兩種行為:一種是再沉積,另一種是隨等離子氣體一起遠離基體。反彈的氣相材料對沉積沒有貢獻,并且僅影響沉積效率。對于沉積的氣相材料,將在合適的基體溫度下發生擴散,進而移動到理想的晶格位置,形成涂層。為了只考察材料的微觀視線沉積行為對涂層結構的影響,在實際模擬時并沒有考慮擴散對涂層結構的影響。
4.3.2 氣相材料的微觀視線沉積機理與涂層結構
基于上述模型,利用Monte Carlo 方法模擬氣相材料的微觀視線沉積行為,沉積過程模擬及模擬結果與實際涂層結果進行對比的結果如圖22 所示[51]。通過對比模擬與實際的涂層結構可以看到,涂層具有柱狀結構,而由于模擬過程沒有考慮擴散對涂層結構的影響,因此實際涂層結構要比模擬結果更加致密,也正因如此,模擬結果更加準確地反映了氣相材料的微觀視線性沉積行為。圖a—d 為氣相沉積的過程示意圖,可以看到,在沉積的初始階段,基體表面就開始產生波動,由光滑變得粗糙,而進一步沉積,柱狀結構開始出現,隨著沉積的持續進行,柱狀結構不斷長大。
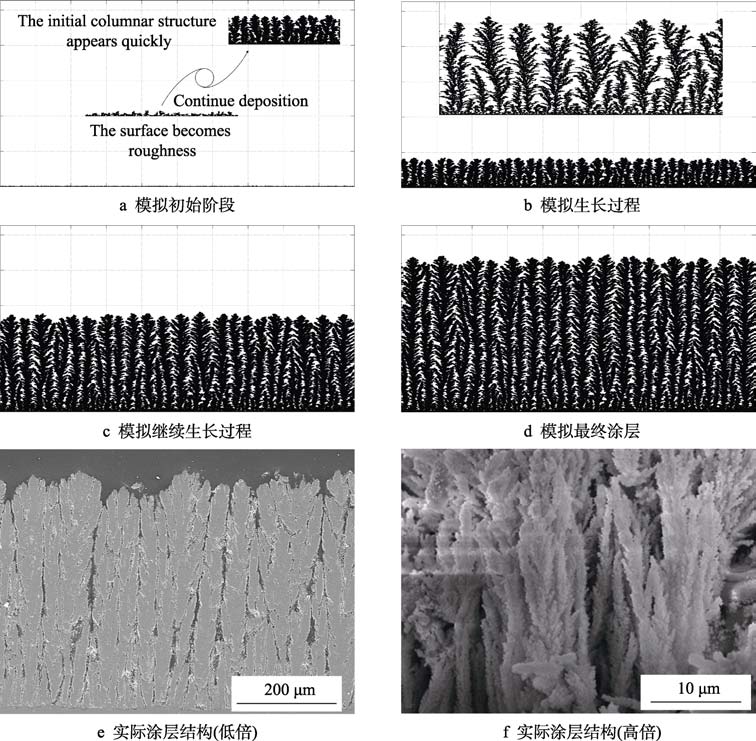
圖22 沉積過程模擬及實際涂層結構[51]
5 結論與展望
PS-PVD 技術作為未來高性能高溫防護涂層和功能涂層制備技術的發展方向,得到了國內外眾多機構與學者的關注。西安交通大學自主研發了首臺具有真空機器人控制系統的PS-PVD 系統,并自主組建了用于等離子射流與材料特性非接觸檢測的光學發射光譜(OES)系統,在此基礎上開展了深入的等離子射流特性與材料特性研究,建立了PS-PVD 射流中材料輸運與沉積機理的研究方法,歸納了調控沉積單元多相態轉變的工藝控制參數集。這些硬件平臺和表征檢測方法的建立,為構建PS-PVD 理論和研制新型高性能熱防護涂層提供了堅實的理論基礎和必要的條件支撐。
目前,PS-PVD 熱障涂層基礎研究已經取得顯著進展,但尚未能工程應用,未來PS-PVD 技術的重點研究方向主要有:1)更加完整的材料調控與沉積機理;2)可定制化結構涂層制備與調控;3)超高溫高隔熱、長壽命一體化熱障涂層研究;4)復雜形貌、多聯體部件均一化涂層沉積;5)環境障涂層;6)大面積功能性薄膜沉積,如透氧薄膜、燃料電池和太陽電池電極薄膜等。
參考文獻:
[1]LIG R, WANG L S. Durable TBCs with self-enhanced thermal insulation based on co-design on macro- and mi-crostructure[J]. Applied surface science, 2019, 483: 472- 480.
[2]LIG R, YANG G J. Understanding of degradation-resistant behavior of nanostructured thermal barrier coatings with bimodal structure[J]. Journal of materials science & technology, 2019, 35: 231-238.
[3]LIG R, WANG L S, YANG G J. A novel composite- layered coating enabling self-enhancing thermal barrier performance[J]. Scripta materialia, 2019, 163: 142-147.
[4]PADTURE, NITIN P. Advanced structural ceramics in aerospace propulsion[J]. Nature materials, 2016, 15(8): 804-809.
[5]CHEN L, JIANG Y H, CHONG X Y, et al. Synthesis and thermos-physical properties of RETa3O9 (RE=Ce, Nd, Sm, Eu, Gd, Dy, Er) as promising thermal barrier coatings[J]. Journal of the American Ceramic Society, 2018, 101: 1266-1278.
[6]CHEN L, WU P, SONG P, et al. Potential thermal barrier coating materials: RE3NbO7 (RE=La, Nd, Sm, Eu, Gd, Dy) ceramics[J]. Journal of the American Ceramic Society, 2018, 101: 4503-4508.
[7]CHEN L, SONG P, FENG J. Influence of ZrO2 alloying effect on the thermophysical properties of fluorite-type Eu3TaO7 ceramics[J]. Scripta materialia, 2018, 152: 117- 121.
[8]CHEN L, HU M Y, WU P, et al. Thermal expansion performance and intrinsic lattice thermal conductivity of ferroelastic RETaO4 ceramics[J]. Journal of the American Ceramic Society, 2019, 102(8): 16328.
[9]LIG R, XIE H, YANG G J, et al. A comprehensive sintering mechanism for TBCs-Part I: An overall evolution with two-stage kinetics[J]. Journal of the American Ceramic Society, 2017, 100: 2176-2189.
[10]LIG R, XIE H, YANG G J, et al. A comprehensive sintering mechanism for TBCs-Part II: Multiscale multipoint interconnection-enhanced initial kinetics[J]. Journal of the American Ceramic Society, 2017, 100: 4240-4251.
[11]LI Q L, YUAN X H, XU H, et al. Microstructure and fracture toughness of in-situ nanocomposite coating by thermal spraying of Ti3AlC2/Cu powder[J]. Ceramics international, 2019, 45(10): 13119-13126.
[12]LI Q L, SONG P, XUAN H, et al. Plastic metallic-barrier layer for crack propagation within plasma-sprayed Cu/ ceramic coatings[J]. Surface and coatings technology, 2019, 360: 259-268.
[13]LI Q L, SONG P, LüK, et al. Fracture behaviour of ceramic-metallic glass gradient transition coating[J]. Ceramics international, 2019, 45: 5566-5576.
[14]CHENG B, YANG N, ZHANG Q, et al. Sintering induced the failure behavior of dense vertically crack and lamellar structured TBCs with equivalent thermal insulation performance[J]. Ceramics international, 2017, 43: 15459-15465.
[15]LI G R, CHENG B, YANG G J, et al. Strain-induced stiffness-dependent structural changes and the associated failure mechanism in TBCs[J]. Journal of the European Ceramic Society, 2017, 37: 3609-3621.
[16]CHENG B, ZHANG Y M, YANG N, et al. Sintering- induced delamination of thermal barrier coatings by gradient thermal cyclic test[J]. Journal of the American Ceramic Society, 2017, 100: 1820-1830.
[17]RENTERIA A F, SARUHAN B, SCHULZ U, et al. Effect of morphology on thermal conductivity of EB-PVD PYSZ TBCs[J]. Surface and coatings technology, 2006, 201: 2611-2620.
[18]CHEN S, QU S J, LIANG J, et al. Effects of heat treatment on mechanical properties of ODS nickel-based superalloy sheets prepared by EB-PVD[J]. Rare metals, 2011, 30: 76-80.
[19]VON N K, GINDRAT M. Plasma spray-PVD: A new thermal spray process to deposit out of the vapor phase[J]. Journal of thermal spray technology, 2011, 20: 736-743.
[20]MAUER G, HOSPACH A, VASSEN R. Process develop-ment and coating characteristics of plasma spray-PVD[J]. Surface and coatings technology, 2013, 220: 219-224.
[21]HARDER B J, ZHU D. Plasma spray-physical vapor deposition (PS-PVD) of ceramics for protective coatings[J]. Advanced ceramic coatings and materials for extreme environments, 2011, 32(3): 73-84.
[22]DENG Z Q, LIU M, MAO J, et al. Stage growth of colu-mnar 7YSZ coating prepared by plasma spray-physical vapor deposition[J]. Vacuum, 2017, 145: 39-46.
[23]ZHANG X F, ZHOU K S, LIU M, et al. Mechanisms governing the thermal shock and tensile fracture of PS-PVD 7YSZ TBC[J]. Ceramics international, 2017, 44(4): 3973- 3980.
[24]ZHANG X F, ZHOU K S, DENG C M, et al. Gas- deposition mechanisms of 7YSZ coating based on plasma spray-physical vapor deposition[J]. Journal of the European Ceramic Society, 2016, 36: 697-703.
[25]GAO L H, WEI L L, GUO H B, et al. Deposition mec-hanisms of yttria-stabilized zirconia coatings during plasma spray physical vapor deposition[J]. Ceramics international, 2016, 42: 5530-5536.
[26]ZHANG B P, WEI L L, GUO H B, et al. Microstructures and deposition mechanisms of quasi-columnar structured yttria-stabilized zirconia coatings by plasma spray physical vapor deposition[J]. Ceramics international, 2017, 43: 12920- 12929.
[27]YANG X, WEI L, LI J, et al. Microstructural evolution of plasma spray physical vapor deposited thermal barrier coatings at 1150 ℃ studied by impedance spectroscopy[J]. Ceramics international, 2018, 44(9): 10797-10805.
[28]CHEN Q Y, LI C X, WEI T, et al. Controlling grain size in columnar YSZ coating formation by droplet filtering assisted PS-PVD processing[J]. RSC advance, 2015, 5: 102126-102133.
[29]CHEN Q Y, LI C X, ZHAO J Z, et al. Microstructure of YSZ coatings deposited by PS-PVD using 45 kW shrou-ded plasma torch[J]. Advanced manufacturing processes, 2015, 31: 1183-1191.
[30]VON N K, GINDRAT M, REFKE A. Vapor phase deposition using plasma spray-PVD (TM)[J]. Journal of thermal spray technology, 2010(19): 502-509.
[31]VAUTHERIN B, PLANCHE M P, BOLOT R, et al. Vapors and droplets mixture deposition of metallic coatings by very low pressure plasma spraying[J]. Journal of thermal spray technology, 2014, 23: 596-608.
[32]LIU M J, ZHANG K J, ZHANG Q, et al. Thermodynamic conditions for cluster formation in supersaturated boundary layer during plasma spray-physical vapor deposition[J]. Applied surface science, 2019, 471: 950-959.
[33]DENG Z Q, ZHANG X F, ZHOU K S, et al. 7YSZ coating prepared by PS-PVD based on heterogeneous nucleation[J]. Chinese journal of aeronautics, 2018, 31: 820-825.
[34]高麗華, 于月光, 賈芳, 等. 等離子物理氣相沉積熱障涂層研究進展[J]. 熱噴涂技術, 2017, 9(2): 1-8.GAO Li-hua, YU Yue-guang, JIA Fang, et al. Progress in plasma spray-physical vapor deposition thermal barrier coatings[J]. Thermal spray technology, 2017, 9(2): 1-8.
[35]石佳, 魏亮亮, 張寶鵬, 等. 等離子物理氣相沉積熱障涂層研究進展[J], 航空材料學報, 2018, 38(2): 1-9.SHI Jia, WEI Liang-liang, ZHANG Bao-peng, et al. Re-search process in plasma spray physical vapor deposited thermal barrier coatings[J]. Journal of aeronautical ma-terials, 2018, 38(2): 1-9.
[36]GINDRAT M, REFKE A, SCHMID R. Process chara-cterization of LPPS thin film processes with optical diagnostics[C]// Proceedings of the Seventh ITSC. Beijing: China surface engineering association, 2007.
[37]張楠楠. 超低壓等離子噴涂中的等離子焰流檢測及涂層制備[D]. 大連: 大連理工大學, 2012.ZHANG Nan-nan, Diagnostics of plasma jet and coating deposited by very low pressure plasma spray[D]. Dalian: Dalian Uiversity of Technology, 2012.
[38]GAO Y, YANG D M, GAO J. Characteristics of a plasma torch designed for very low pressure plasma spraying[J]. Journal of thermal spray technology, 2012, 21: 740-744.
[39]REFKE A, BARBEZAT G, DORIER J L, et al. Chara-cterization of LPPS processes under various spray condi-tions for potential applications[C]// International thermal spray conference. USA: [s. n], 2003.
[40]BLAIS A, JODOIN B, DORIER J L, et al. Inclusion of aerodynamic non-equilibrium effects in supersonic plasma jet enthalpy probe measurements[J]. Journal of thermal spray technology, 2015, 14: 342-353.
[41]ZHANG N N, SUN F, ZHU L, et al. Measurement of specific enthalpy under very low pressure plasma spray condition[J]. Journal of thermal spray technology, 2012, 21: 489-495.
[42]ZHANG N N, SUN F, ZHU L, et al. Characteristics of Cu film deposited using VLPPS[J]. Journal of thermal spray technology, 2010, 20: 351-357.
[43]MAUER G, VAßEN R. Plasma spray-PVD: Plasma cha-racteristics and impact on coating properties[J]. Journal of physics: Conference series, 2012, 406: 012005.
[44]GORAL M, KOTOWSKI S, NOWOTNIK A, et al. PS-PVD deposition of thermal barrier coatings[J]. Surface and coatings technology, 2013, 237: 51-55.
[45]LIU M J, ZHANG M, ZHANG Q, et al. Gaseous material capacity of open plasma jet in plasma spray-physical vapor deposition process[J]. Applied surface science, 2018, 428: 877-884.
[46]CHEN Q Y, PENG X Z, YANG G J, et al. Characteriza-tion of plasma jet in plasma spray-physical vapor deposi-tion of YSZ using A <80 kW shrouded torch based on optical emission spectroscopy[J]. Journal of thermal spray technology, 2015, 24: 1-8.
[47]ZHANG N N, SUN F, ZHU L, et al. Electron temperature and density of the plasma measured by optical emission spectroscopy in VLPPS conditions[J]. Journal of thermal spray technology, 2011, 20: 1321-1327.
[48]LIU M J, ZHANG M, ZHANG Q, et al. Evaporation of droplets in plasma spray-physical vapor deposition based on energy compensation between self-cooling and plasma heat transfer[J]. Journal of thermal spray technology, 2017, 26: 1641-1650.
[49]CUI J H, XU Z F, ZHANG J L, et al. Online diagnosis of electron excitation temperature in CH4+H2 discharge plasma at atmospheric pressure by optical emission spectra[J]. Science in China, 2008, 51: 1892-1896.
[50]MAUER G, JARLIGO M O, REZANKA S, et al. Novel opportunities for thermal spray by PS-PVD[J]. Surface and coatings technology, 2015, 268: 52-57.
[51]LIU M J, ZHANG M, ZHANG X F, et al. Transport and deposition behaviors of vapor coating materials in plasma spray-physical vapor deposition[J]. Applied surface science, 2019, 486: 80-92.
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486