
海洋環境下物理氣相沉積氮/碳基抗磨蝕 涂層的研究進展
2022-05-27 14:12:59
作者:李淑鈺,劉應瑞,郭鵬,孫麗麗,柯培玲,汪愛英 來源:表面技術
分享至:


摘要:主要綜述了海洋環境抗磨蝕防護涂層及技術的發展現狀,對比了噴涂、高能束表面改性、物理氣相沉積(Physical vapor deposition, PVD)三種常用技術的優劣勢,并歸納了不同涂層在海水磨蝕條件下的磨損率和腐蝕電流密度,發現PVD 制備的氮/碳基涂層呈現出更優的耐摩擦防腐蝕性能。進一步對海洋環境氮基與碳基抗磨蝕防護涂層的研究成果進行了重點闡述,探討了組分、過渡層以及多層結構設計等對涂層微結構、力學及磨蝕性能的影響,剖析了涂層在海水磨蝕環境中的失效分析方法和損傷機理。最后,對海洋抗磨蝕防護涂層的未來發展方向進行了思考與展望。
關鍵詞:海洋環境;物理氣相沉積;氮基涂層;碳基涂層;磨蝕性能;失效機理
海洋戰略是關系民族生存發展和國家興衰安危的國家戰略,黨的十九大報告在實施區域協調發展戰略中明確指出:“堅持陸海統籌,加快建設海洋強國” [1]。海洋工程裝備是海洋經濟發展的基礎,特別是隨著以南海為主的海洋重大戰略工程實施,發展先進海洋工程裝備和高技術船舶成為海洋開發的重點突破領域。船舶推進器軸承、潛艇浮力調節系統、水下機器人關節、海水液壓系統柱塞泵、深海鉆井升沉補償裝置等海工裝備關鍵運動部件,不僅面臨嚴重海洋腐蝕環境,其工作時還面臨高靜水壓、高鹽腐蝕等苛刻環境,這使材料服役性能極易退化失效(見圖1)[2-6],嚴重影響海洋工程裝備的使用壽命和運行穩定性,甚至可能引起災難性事故。設計和發展高性能海洋環境抗磨蝕防護材料與技術,已成為材料科學與海洋學科領域的研究交叉前沿。
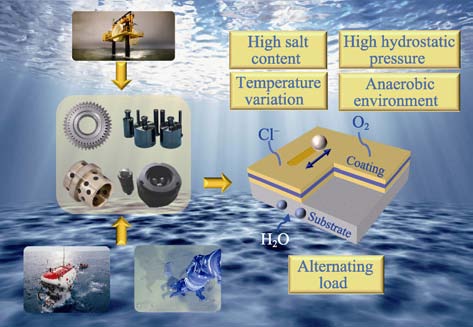
圖1 海洋環境中摩擦部件面臨的威脅[2-6]
鑒于海洋強腐蝕性環境特點,通常選擇具有良好耐蝕性的合金材料作為海工裝備零部件材料,如304、316L、904L 不銹鋼以及鈦合金等[7-10]。這些材料在作為摩擦運動部件時,面臨更嚴重的磨損和腐蝕交互加劇失效的問題。為此,一系列高硬度的氧化鋁、氮化硅、Ti(C,N)基等陶瓷材料也被應用在海洋環境摩擦部件中[11-13]。然而,在交變載荷工況下,陶瓷材料容易發生脆性斷裂,尤其在柱塞、水潤滑軸承等高精度裝配的摩擦副部件應用中,脫落的硬質基體顆粒會進一步加劇磨損失效。
針對上述問題,一般有兩種解決途徑:一是通過加入碳纖維、石墨等優化基體材料[14-15];二是通過高值化和多功能化的表面工程技術,賦予基體材料更為優異的強化改性耐磨蝕潤滑防護等性能。其中,在基材表面涂鍍防護涂層,不僅可有效調節和控制運動部件的表面/界面行為,而且能夠在不損傷基體固有特性的同時,大幅改善其防護性能,并延長使用壽命。本文主要總結了近年來海洋環境中抗磨蝕防護涂層材料與技術的發展現狀,重點介紹了氮基與碳基涂層為代表的抗磨蝕涂層材料的研究進展,歸納了涂層的磨蝕失效機制,并對未來的發展方向進行了思考和展望。
1 海洋環境中耐磨蝕涂層的制備技術
目前,抗磨蝕涂層的制備技術主要包括噴涂、高能束表面改性、物理氣相沉積( Physical vapordeposition, PVD)技術,不同技術制備的涂層性能各異。其中,噴涂技術涉及熱噴涂、冷噴涂、等離子體噴涂和火焰噴涂等[16-19]。該技術利用噴涂槍將涂層粉末或熔融后的涂層材料噴射在基體表面,具有制備技術簡單、沉積速度快、適用基材廣的優勢,涂層具有較好的摩擦磨損性能,但表面粗糙,且孔隙率較大(見圖2a)[16]。高能束表面改性技術是利用激光束、離子束或電子束直接作用于基體,改變其表面的成分和結構。三種高能束均可提高基體的耐腐蝕和耐磨損性能[20-23],但激光束和電子束表面改性的涂層大面積效率受限,且涂層表面有大顆粒(見圖2b、c),直接影響其摩擦性能[24-25],而離子束注入的厚度較淺,保護時效短。
PVD 方法主要包含電弧離子鍍與磁控濺射技術[26-27]。電弧離子鍍是通過在引弧針上通入大電流,實現氣體分子電離,并點燃弧源,產生弧光放電,陰極弧靶產生大量弧斑,將陰極材料蒸發離化,并與反應氣體離子在電場作用下沉積于樣品表面[28]。其特點是高電流、高離化率、沉積速率快,所制備的涂層均勻,厚度大,膜基結合力高,耐磨性優異[29]。磁控濺射則是利用輝光放電,使氬氣電離,靶材原子被氬離子轟擊濺射至腔體內,在電場作用下沉積在基體表面。與噴涂和高能束改性相比,PVD 有以下優勢:沉積過程在真空條件下進行,制備的涂層雜質少;輝光放電、弧光放電形成低溫等離子體,使原料激發為離子和高能中性原子,涂層更加致密;控制制備參數能改變沉積厚度,可從多個原子層到數十微米,調控范圍寬,更適合作為磨蝕工況下需要精準控制厚度的精密運動配副和工件材料的保護涂層[30-31]。
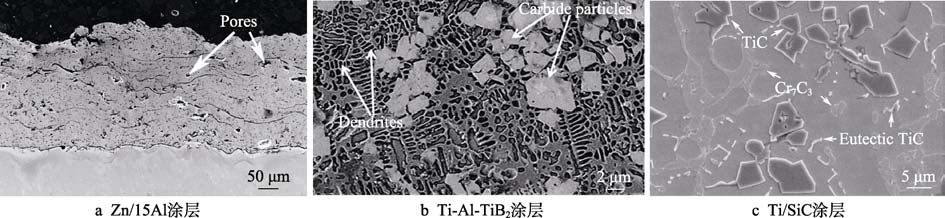
圖 2 Zn/15Al 涂層(噴涂)、Ti-Al-TiB2 涂層(激光熔覆)以及Ti/SiC 涂層(高能電子束輻照)的表/截面形貌[16,24-25]
考慮在海洋嚴苛環境下,摩擦配副的失效主要源于腐蝕和磨損交互及耦合加劇的磨蝕失效,綜合對比了近年來報道的海洋或模擬海水環境中典型抗磨蝕涂層的腐蝕電流密度和磨損率,如圖3 所示。從圖3中可以看出,與陶瓷和金屬基復合涂層相比,氮/碳基涂層均具有較低的腐蝕電流密度和磨損率,表明PVD 技術制備的氮基/碳基涂層具有優異的耐磨耐腐蝕性,是未來發展閥門、柱塞、軸承等海洋裝備運動配副表面防護涂層的理想選擇。
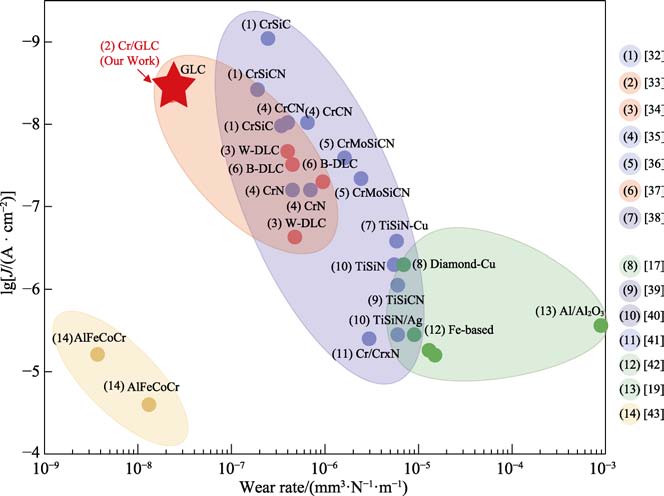
Green area is the coatings prepared by spraying technology, yellow area is the coatings prepared by laser cladding technology, blue area is thenitrogen-based coatings prepared by PVD, and red area is the carbon-based coatings prepared by PVD
圖3 抗磨蝕涂層在海水環境下磨損率和腐蝕電流密度比較[17,19,32-43]
2 氮基涂層抗海水磨蝕性能研究進展
氮基涂層包括過渡金屬氮化物及其二元、三元、多元衍生物,如CrN、TiN、CrSiN 等。常見氮基抗磨蝕防護涂層以氮化鈦和氮化鉻化合物系列為主。由于Ti 和Cr 元素可以自發形成致密的鈍化膜,因此涂層常呈現高硬度和優異的耐磨耐腐蝕性[44-47]。氮化物涂層在刀具領域研究始于20 世紀70 年代,相關材料基礎理論和工程應用等方面研究相對成熟。下面首先從組分及多層結構兩方面,介紹氮基涂層在海洋磨蝕防護方面的研究進展。
2.1 組分對氮基涂層磨蝕性能的影響
針對傳統二元氮基涂層,單磊等[48]使用多弧離子鍍制備了TiN 和CrN 涂層。通過對比研究發現,TiN擇優取向生長更明顯,CrN 涂層則沒有體現擇優取向,且柱狀晶特征不明顯,結構更加致密,耐蝕性能更優。但是由于CrN 沉積過程有大顆粒貫穿,在摩擦過程中,極易出現局部剝落和硬質磨粒磨損。因此,制備無擇優取向且結構致密的涂層,是工藝過程中重要的調控方向之一。Shan 等[49]還通過控制氮氣流量制備了CrNx 涂層,研究其在海水中的摩擦性能。研究發現,只有CrN 或Cr2N 相的涂層磨蝕坑更大,而含有Cr2N 和CrN 兩相的涂層更加致密,其共同存在能抑制裂紋擴展,說明不同相含量的調控也對涂層性能具有重要影響。此外,Chen 等[50]研究了CrN 涂層在3.5% NaCl 溶液中的磨蝕失效行為。研究結果表明,摩擦后的涂層出現了分層失效和大量交叉裂紋,主要源于CrN 涂層具有較低的韌性。
Ni 元素由于具有良好的韌性,被用于改善過渡金屬氮化物的硬脆性。Wo 等[51]使用磁控濺射技術,在工具鋼基體上制備了不同Ni 含量(原子數分數高達47%)的CrNiN 涂層,對其力學性能和變形進行了研究。測試結果表明,隨著Ni 含量的增多,涂層的1/(HE2)值增大了2~3 倍,代表其抵抗裂紋的阻力增大。同時,涂層塑性變形所需的能量Ep 值隨著Ni含量的增加而增大,表明Ni 的加入提高了涂層的韌性。在二元氮基涂層中,添加其他非金屬或金屬元素也是提高其耐磨蝕性能的有效途徑[52-55]。例如,摻雜C 元素可以細化晶粒,降低摩擦系數,提高抗磨損性[56-57];Si 元素也有細化晶粒的作用,同時對涂層有一定的增韌作用,并且在水環境中能改善涂層的潤滑性能[58-59];Al 元素摻雜可提高涂層硬度和抗氧化性[60-61]。Wang 等[57]使用磁控濺射在CrN 涂層中摻入適量C 元素,涂層形貌更加光滑,摩擦系數由0.272左右降至0.193,結合力也由22.5 N 上升至26 N,但過多的C 摻入會使硬度大幅下降。Lee 等[62]利用磁控濺射制備了CrSiN 涂層,發現在CrN 中摻雜Si 元素后,抑制了Cr2N 的(111)晶面生長,且Si 在TiN 和CrN 涂層中以無定形態存在,使涂層結構趨于非晶化,變得致密,并且有細化晶粒的效果[55,63]。單磊等[52]利用多弧離子鍍在CrN 涂層中添加金屬Al,得到了CrAlN 腐蝕電流密度(1.5×10–7 A/cm2)比CrN 涂層小的結果。其原因推測為,海水易通過CrN 涂層中的晶界間隙接觸并腐蝕基體,而CrAlN 中形成了AlN相,其與CrAlN 相競相生長,可以一定程度上阻礙柱狀晶的生長。從圖4 可以看出,CrAlN 晶粒小,結構更致密,在一定程度提高了涂層的耐腐蝕性能。此外,AlN 相可與水發生反應,生成Al2O3 顆粒,在摩擦過程中具有潤滑作用,降低了涂層的磨損率。
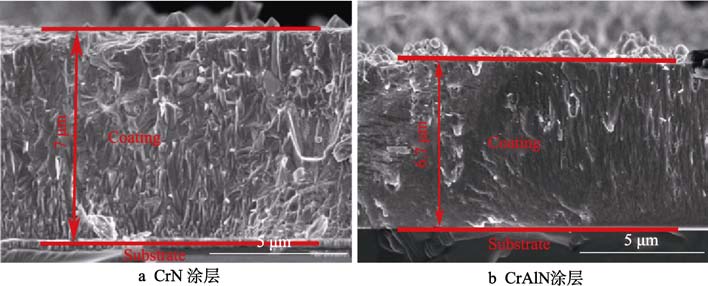
圖 4 CrN 和CrAlN 涂層的截面形貌[52]
此外,通過Si、C、B、Mo 等元素的多元摻雜,也可以提高涂層的綜合性能[64]。Cai 等[65]使用等離子體增強磁控濺射在CrN 涂層中摻雜Si 和C 元素,研究其對涂層微結構和腐蝕性能的影響。結果表明,適量摻雜Si 和C 元素后,涂層孔隙率(0.000 68)比CrN(0.0025)降低1 個數量級,且極化電阻比CrN高2 倍,代表其耐腐蝕性能較好。在CrSiCN 涂層中進一步引入Mo 元素,可以形成CrN、Mo2N 相和(Cr,Mo)N 固溶體,分散在SiNx、Si-C-N 和a-C 非晶基質的結構中。Fu 等[36]研究了不同Mo 含量對CrSiCN 涂層摩擦腐蝕性能的影響。結果表明,除Cr元素,Mo 元素也可以形成致密的MoO3 鈍化膜,阻止海水的滲透。Mo 含量較少時,形成的鈍化膜保護能力不足;Mo 含量過多,引起鈍化膜的應力分布不均勻,導致表面產生了許多微裂紋,且涂層結構變疏松,硬度和韌性下降。當Mo 含量為10.1%(原子數分數,下同)時,CrMoSiCN 腐蝕電流密度最低,為2.57×10–8 A/cm2,摩擦后的涂層磨損率也最低,涂層具有良好的抗磨蝕特性,如圖5 所示。
2.2 多層設計對氮基涂層磨蝕性能的影響
上述研究表明,磨損過程中造成的裂紋或者涂層本身存在貫穿性缺陷,會造成海水的滲透,加速涂層或基體的腐蝕。多層結構設計可以有效地阻止貫穿性缺陷,防止或減緩腐蝕介質到達基體,是提高涂層磨蝕防護性能的有效技術途徑。
王永欣等[66]使用電弧離子鍍制備了多層Cr/CrCN納米涂層(見圖6a),并對比了多層Cr/CrCN、單層CrN 和CrCN 的力學和耐磨蝕性能。發現Cr/CrCN 涂層具有最高韌性和結合強度,腐蝕電流密度最小,為1.75×10–5 A/cm2,分別比單層CrN 和CrCN 降低79%和65%。涂層中包含的硬質Cr-C 相和摩擦過程中形成的石墨潤滑相能有效協同,提高涂層的抗磨蝕性能和潤滑性能。除此之外,他們還對比了雙層和多層Cr/CrxN 涂層的結構設計對涂層耐磨蝕性能的影響[41]。如圖6b 所示的截面形貌,多層Cr/CrxN 涂層結構更加平整、致密。多層涂層由于增加了橫向界面,具有更好的阻隔效應,抑制了涂層在腐蝕和磨蝕工況下的電化學腐蝕。Ma 等[67]使用磁控濺射制備了CrN/AlN納米多層涂層(見圖6c),并對比了多層和單層CrN的耐磨蝕性能。發現在磨蝕階段,多層CrN 的開路電位最高為–0.19 V,且由于CrN/AlN 具有較高硬度和較好耐腐蝕性,在外加–0.19 V(vs. OCP)電壓條件下,涂層的總損耗量比單層CrN 降低了30%,因此更適合作為海水中的耐磨蝕防護涂層,如圖7所示。
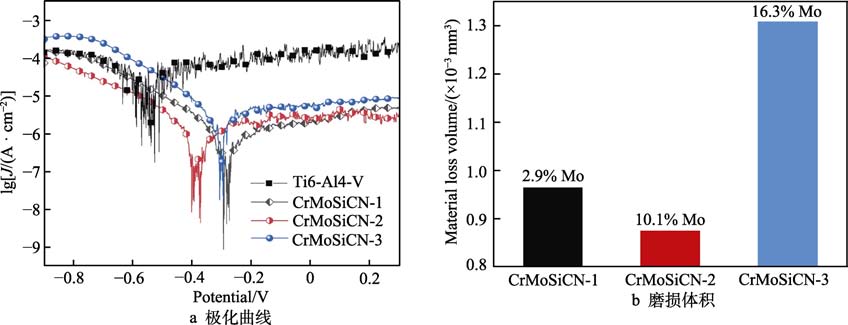
圖5 海水中不同Mo 含量CrMoSiCN 涂層的極化曲線和磨損體積[36]
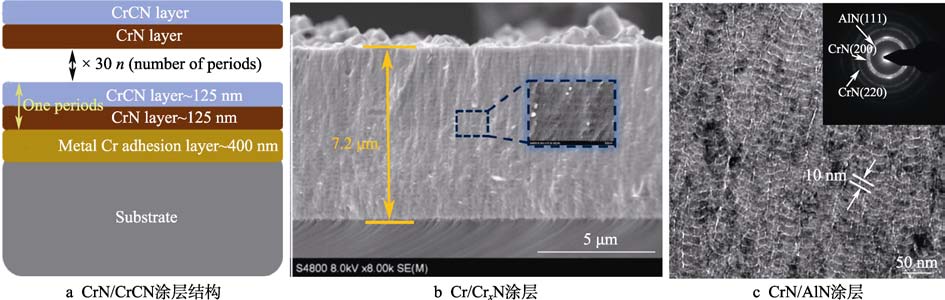
圖 6 CrN/CrCN 涂層結構、Cr/CrxN 涂層截面SEM 以及CrN/AlN 涂層截面TEM[41,66-67]
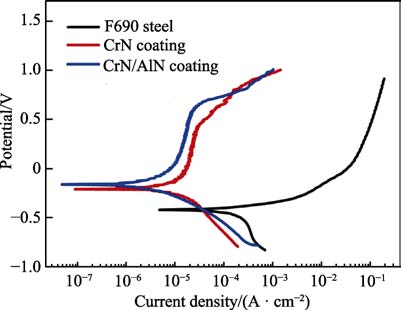
圖 7 CrN 和CrN/AlN 納米多層膜在海水中摩擦的極化曲線[67]
2.3 小結
對于氮基涂層來說,通過組分、結構調控,提高結構致密度,減少腐蝕介質滲透,可以改善其抗磨蝕性能。其本質原因是由于鈍化膜的防護作用,使其在海水常壓環境下表現出快速鈍化耐腐蝕的同時,維持了涂層的良好耐磨損特性。在高壓的海水環境中,腐蝕產物和腐蝕速度都與常壓下明顯不同。童輝等人[68]的研究表明,在高壓環境中,陽極反應速度增大,導致生成的純鋁涂層鈍化膜呈現疏松的狀態,且點蝕傾向更加明顯,更容易剝落。因此,深海環境下氮基涂層的鈍化膜生成過程及點蝕形成機理,仍亟待研究。
3 碳基涂層抗海水磨蝕性能研究進展
在碳基涂層材料種類中,類金剛石碳基(Diamond-likecarbon, DLC)涂層是一大類亞穩非晶態物質體系,主要由sp3 雜化鍵構成的金剛石結構和sp2 雜化鍵構成的石墨結構組成[69]。根據涂層中sp2/sp3 含量的多少,也被稱為類石墨碳基涂層(Graphite-like carbon,GLC)和四面體非晶碳涂層(Tetrahedral amorphouscarbon, ta-C)。由于具有高硬度、高熱導率、低介電常數、優異的耐摩擦磨損性能、良好的光學性能和生物相容性,DLC 涂層在航空航天、汽車工業、海工裝備以及生物醫學,特別在海工裝備防護涂層等領域,具有廣闊的應用前景[70-71]。近年來,隨著海洋經濟的快速發展,諸多學者就DLC 涂層在海洋環境中的腐蝕、磨蝕等行為也開展了研究[72-74]。但是由于DLC 涂層在沉積過程中,存在高能碳粒子轟擊作用,涂層中常形成較大的殘余應力,導致與基體結合力差,易剝落失效,防護壽命縮短。為解決上述問題,通過理論計算和實驗驗證相結合的方法,在DLC 涂層中引入過渡層、摻雜金屬或非金屬元素復合以及設計多層結構,成為提高涂層使用性能和壽命的發展方向。
3.1 過渡層及摻雜復合對碳基涂層磨蝕性能的影響
Cr、W、Ti 等碳化物形成相的過渡層可以有效緩解涂層和基體的性能突變,并且可以和DLC 涂層形成較強的共價鍵,是有效提高膜基結合強度并降低殘余應力的過渡層元素體系[32,75]。孫麗麗等[76]使用線性離子束混合磁控濺射技術,制備了DLC、Cr/DLC 涂層,研究了涂層的微結構變化和力學性能。結果表明,相較無過渡層的DLC,增加Cr 過渡層(250 nm)的涂層的殘余應力下降了將近50%,劃痕測試結合力高于70 N,代表過渡層降低了由于膜基不匹配引起的內應力,同時提高了DLC 涂層的結合力。李蕾等[33]進一步分別選擇了Cr、Ti、W 三種金屬元素作為類石墨非晶碳膜(GLC)涂層與不銹鋼基體間的過渡層。發現Cr 作為過渡層時,Cr 不僅可以插入碳基涂層,形成特殊“咬合”結構,提高結合力,而且電子能量損失譜測試表明,Cr/GLC 涂層中的sp2 鍵含量由界面到表面逐漸降低,如圖8 所示,表明Cr 有強的催化sp2 碳鍵形成的作用,這使得摩擦過程中出現了較多可減摩潤滑的石墨化轉移膜,顯著降低了涂層的摩擦系數和磨損率,使涂層在人工海水中展現了優異的低摩擦潤滑性能。
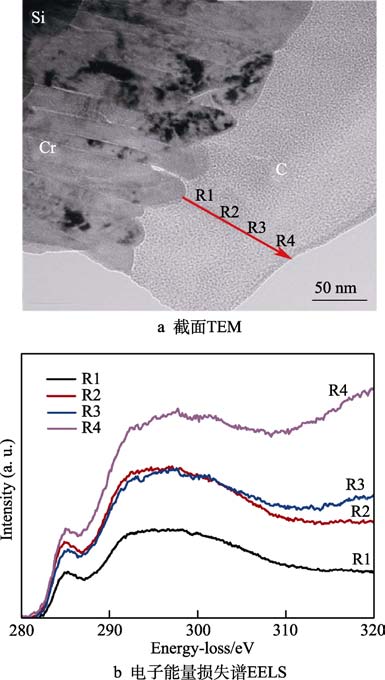
圖 8 Cr/GLC 涂層的TEM 和EELS 結果[33]
考慮 DLC 涂層高的殘余壓應力主要源于涂層中sp3 碳鍵態結構的高畸變,在非晶碳本征結構中,摻雜異質金屬元素形成納米復合結構,是調控DLC 涂層應力的有效途徑[77-81]。筆者所在研究組[82-84]通過基于密度泛函理論的第一性原理計算和分子動力學模擬,結合深入的實驗驗證,首先多尺度研究了金屬摻雜DLC 體系中的投影態密度、最高占有分子軌道電荷密度分布和分子軌道圖等,發現摻雜金屬主要與C原子間形成非鍵、反鍵、離子鍵、成鍵等4 類的結合特征。例如,當摻雜Sc~Cu 后,隨3d 電子數的增加,成鍵特征變化規律為:成鍵(Sc, Ti)—非鍵(V, Cr, Mn,Fe)—反鍵(Co, Ni, Cu)。與純DLC 體系相比,不同微量的金屬元素摻雜均降低了鍵角結構畸變,降低涂層應力的同時,保持了涂層優異的高硬度和低摩擦特性。值得指出的是,摻入少量Ti 或W 時,能協同減小非晶碳結構中的鍵角和鍵長的高度扭曲,大幅降低應力;而摻入Cr 時,僅對鍵長扭曲降低有貢獻,因此降低應力程度相較稍弱[85]。基于單一金屬與碳的成鍵特征理論,研究團隊還提出了以成鍵/離子鍵組合的Ti/Al、非鍵/反鍵組合的Cr/Cu 為代表的雙元金屬摻雜復合DLC 涂層優化體系,并采用線性離子束復合磁控濺射技術, 實現了不同含量配比的Ti/Al-DLC、Cr/Cu-DLC 涂層的高質量可控制備[77-79]。其中,對于Cr/Cu-DLC 涂層體系,濺射電流為2.2 A時,Cu、Cr 含量分別為11.88%和6.57%,涂層呈現較低的殘余應力(0.89 GPa)[78]。除此之外,團隊發現在Ti/Al-DLC 復合涂層體系中,當控制Ti 含量為2.5%±0.19%、Al 含量為9.21%,即Al/Ti 比為4.0 時,涂層的殘余應力最低,為0.46 GPa,比純DLC 降低了76%;在3.5% NaCl 模擬海水中,涂層的腐蝕電流密度僅為7.4×10–10 A/cm2,比316 不銹鋼基體降低了2 個數量級,理論計算和實驗結果相一致[77]。另外,劉孟奇等[86]制備了Cr 和WC 摻雜的DLC涂層,探究了涂層在海水中的磨蝕性能。結果表明,純DLC 的H/E 和H3/E2 為0.104、0.186 GPa;摻雜Cr 后,H/E 和H3/E2 分別增加至0.108、0.189 GPa;摻雜WC 后,H/E 和H3/E2 分別增加至0.114、0.215GPa。三種涂層的結合力分別為18、29.2、39.6 N,WC/DLC 具有最優異的韌性和最強的結合力,且在海水中的磨損率最低,如圖9 所示。由此可見,涂層的結合力和韌性與涂層的耐磨蝕性能聯系緊密。除此以外,B 元素摻雜使DLC 涂層周圍無定形碳網絡松弛,降低了殘余應力[87]。劉健等[37]提出摻雜適量(7.23%)B 元素,涂層的致密度增大,在海水中摩擦后的磨痕最淺,磨損率最小(見圖10 所示),從而提升了涂層在人工海水中的磨蝕性能。除此之外,Xu 等[88]在DLC 涂層中摻雜Ti 和Al 兩種元素,研究了不同Al/Ti 原子比對DLC 在海水中摩擦性能的影響。發現當Al/Ti 原子比為2.0 時,涂層具有最低的磨損率,為 4.33×10–7 mm3/(N·m)。當Al/Ti 原子比從2.0 增大至6.6 時,磨損率逐漸增大,這可能與硬質顆粒Al2O3的生成有關。有研究報道,摻雜元素在改變涂層結構的同時,也可能給其磨蝕性能帶來負面影響。王永欣等[89]指出,摻雜金屬可使涂層呈疏松柱狀結構,水分子在交變應力作用下更容易深入內部,從而影響涂層的防護性能。
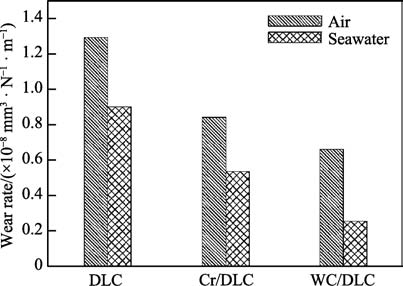
圖 9 DLC、Cr 和WC 摻雜DLC 涂層在大氣及海水環境下的磨損率[86]
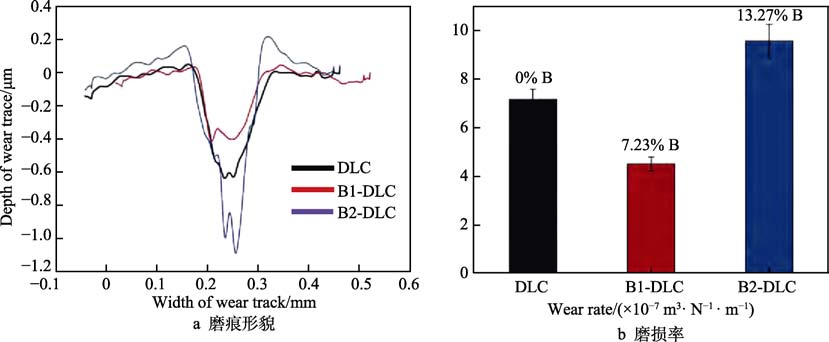
圖 10 DLC、B-DLC 涂層在海水環境下的磨痕及磨損率[37]
3.2 多層結構設計對碳基涂層磨蝕性能的影響
多層結構涂層通過不同結構過渡層相互交疊,能夠阻礙裂紋穿過界面,延長腐蝕液到達基體的路徑,并且可以通過增加多層結構及頂層厚度優化,提高整體韌性與耐磨性,實現涂層強韌防護一體化的目標,成為碳基防護涂層的新發展方向[90-92]。Ye 等[90]為了提高涂層的承載力,使用磁控濺射系統制備了一種梯度過渡Cr-Cr/WC-WC-WC/a-C 涂層(見圖11a)。發現磨蝕后的多層DLC 涂層形成微小的腐蝕坑,表面磨損痕跡光滑平整,機械磨損占主導地位。Li 等[91]通過復合磁控濺射方法制備了Cr/GLC 多層涂層(見圖11b),研究了不同調制周期的涂層在人工海水中的摩擦腐蝕行為。發現調制周期從1000 nm 減小到250 nm時,涂層硬度上升,最高達到20.03 GPa。調制周期減小,能有效抑制涂層剝落面積,這是由于多層結構阻止了通孔的形成,限制了缺陷的延展。同時,通過增加頂層GLC 厚度的優化設計,改善了耐磨性能。Cui等[92]使用等離子體增強化學氣相沉積制備了多層摻雜硅元素DLC 涂層,多硅層和少硅層相互交疊形成多層結構,頂層也采用加厚DLC 層設計,如圖12a 所示。單層DLC 與基體結合強度差,在摩擦過程中發生局部剝落;多層DLC 的開路電位OCP 在整個測試過程中幾乎保持不變,平均摩擦系數約為0.025,最低可達0.010,抗摩擦腐蝕性能顯著提高,如圖12b 所示。
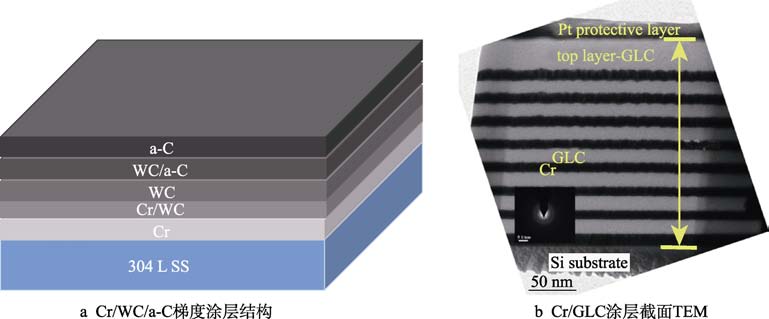
圖 11 Cr/WC/a-C 梯度涂層結構和Cr/GLC 涂層截面TEM[90-91]
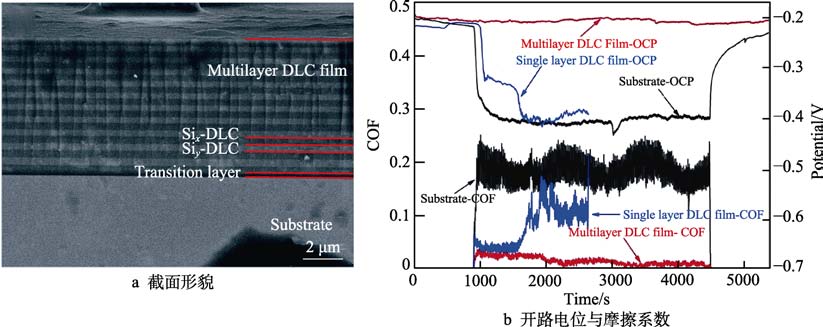
圖 12 Six-DLC/Siy-DLC 涂層截面形貌和基體、單層DLC、Si-DLC 多層涂層磨蝕過程中的開路電位與摩擦系數[92]
3.3 小結
與硬質抗磨損氮基涂層不同,碳基涂層是一類優異化學惰性的涂層材料,提高其致密性以及與基體的膜基結合力,被認為是改善其抗磨蝕綜合性能的有效解決思路。針對碳基涂層應力大、與金屬基體結合差、摩擦易受環境影響等瓶頸問題,通常采用第三異質元素摻雜、添加過渡層、多層調控等方法來解決,這為設計和發展海水抗磨蝕防護碳基涂層提供了設計依據。其中,多層結構不僅可以改善涂層的綜合性能,還能夠避免引入異質摻雜元素帶來的晶界缺陷,阻斷貫穿通道的形成,進而抑制腐蝕介質快速擴散,在海水環境下的防護應用表現出巨大的潛力。目前,碳基涂層在海水環境下的磨蝕行為研究才剛剛起步,尤其在高靜水壓、加載力及腐蝕介質耦合作用下,如何通過多層涂層體系的精細結構調控,構筑強結合界面,減緩腐蝕液滲入,闡明損傷失效機理等,仍需要進一步研究。
4 氮/碳基涂層的磨蝕失效機理研究
由于海洋環境的復雜性及磨蝕工況的多樣性,且氮/碳基涂層材料的磨蝕行為檢測分析手段有限,磨蝕失效機理研究目前還不夠明晰,下面主要從分析方法和失效形式兩方面歸納討論。首先,在失效分析方法方面,由于腐蝕和摩擦的交互作用,不能以單一的摩擦或腐蝕工況分析。有學者提出通過數學計算方法分析摩擦、腐蝕和磨蝕在材料損傷中的百分比[67,91]。運用最多的計算公式為:
VT=Vm+Vc+ΔVcm+ΔVmc (1)
式中:VT 為磨蝕總的磨損量;Vm 為純機械材料損失量;Vc 為純腐蝕材料損失量;ΔVcm 為腐蝕增加的磨損量;ΔVmc 為因摩擦增加的腐蝕量。通過式(1)探討了碳基和氮基涂層的摩擦腐蝕耦合損傷與單一摩擦或單一腐蝕損傷的不同規律,見表1。結果表明,在涂層磨蝕損傷中占比最大的為摩擦磨損,且摩擦腐蝕交互作用在材料磨蝕中的占比為21%~57.1%,表明摩擦和腐蝕之間具有明顯的耦合加劇失效作用。
表 1 涂層的磨損量、腐蝕量以及磨蝕率[34,67,90-91]

其次,在涂層失效機理研究方面,氮基涂層體系主要存在涂層表面鈍化膜的破環和再生成過程。當鈍化膜被摩擦破壞后,露出具有較高電化學活性的新鮮表面,在海水溶液中和周圍鈍化表面形成原電池,進一步促進了涂層腐蝕失效[67]。Bayon 等[93]的實驗結果也證明,摩擦過程中形成了表面陰極和陽極區,腐蝕集中發生在被摩擦區,且由于涂層存在缺陷,可以將電解液傳導到基體上,引起腐蝕加劇。
對于不生成鈍化膜但具有良好化學惰性的DLC涂層,在靜止的海水腐蝕介質中,自身相當于“鈍化膜”,涂層的理論腐蝕速度非常小,常可忽略。然而,真實涂層的腐蝕防護性能并不完美。研究人員發現,影響涂層腐蝕的最主要因素是,涂層在沉積過程中,出現無法避免的針孔等缺陷,海水可通過孔隙等本征缺陷或摩擦產生的磨坑和裂紋腐蝕通道,侵入涂層/基體界面,同時通道附近涂層、基體與海水介質形成原電池,發生電化學反應,在耦合滑動摩擦作用下,加快涂層失效,進而發生界面開裂或涂層剝落[33,67]。涂層磨蝕失效是一個受物理、化學及電化學等影響而動態變化的復雜過程,目前國內外在此方面的失效理論研究均相對匱乏。特別是基于上文提到的嚴苛耦合服役環境下,如何從微觀尺度進一步明晰涂層磨蝕失效機理,并提出延壽防護新策略,仍是具有挑戰性的研究新方向。
5 結語
綜上所述,設計和開發海洋抗磨蝕防護涂層,對于支撐我國海洋工程裝備的發展和應用具有重要的科學意義。目前,在防護涂層結構設計以及磨蝕失效機理探究等方面已取得一定的成果。然而,在海洋高鹽霧、高濕、溫度交變、載荷壓力等多場耦合環境下,材料表/界面的摩擦、腐蝕、微生物污損等動態服役工況極為復雜,傳統的實驗測試方法和儀器設備難以模擬真實海洋使役環境。因此,在海洋極端工況下的耐磨蝕防護涂層仍需要深入研究。
首先,如何通過有效的組分/結構調控和優化設計,減少涂層表/界面的缺陷和膜基熱力學不匹配特性,提高涂層的結合力,獲得兼具強韌抗磨蝕一體防護的涂層材料是關鍵,這也是材料科學、機械工程、表面技術、海洋環境等交叉領域的前沿方向。例如,可以發展先進的涂層制備技術,通過對等離子體放電基礎的理解,實現高離化穩定放電與光滑致密結構的涂層可控制備,調控PVD 涂層生長中出現的針孔、大顆粒、晶界等多尺度缺陷。其次,由于碳基等防護涂層本身的化學惰性,傳統電化學測試方法并不適用,如何設計和開發具有空間高分辨率和高靈敏度、可無損快速檢測、適合惰性涂層的測試儀器,并建立磨蝕檢測標準方法和體系刻不容緩。當前新興的一些電化學測試手段,如掃描開爾文探針、掃描探針電化學顯微鏡系統等,有望為深入揭示涂層嚴苛海洋環境下的電化學行為和損傷失效機理提供技術保障。另外,在復雜的海洋環境下,海工關鍵運動部件材料面臨的工況也各有不同,目前圍繞海水浸泡工況的磨蝕行為研究較多,而考慮溫度、壓力、海水沖蝕等耦合因素影響的基礎理論和實驗研究都較少,這極大地限制了高性能抗磨蝕涂層材料技術的開發。同時,由于模擬實際工況的服役測試平臺和動態原位的結構表征手段還不成熟,如何設計制造海洋環境模擬測試裝備儀器,實現涂層臺架性能服役評價和壽命預測,并形成完善的海洋防護材料技術,也是未來科學研究和工程應用領域的重要方向。
參考文獻:
略
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486