
國內商用車底盤零件銹蝕原因分析及改善研究
2022-11-30 12:22:57
作者:李衛,劉安心,田小龍,藍花 來源:汽車工藝與材料
分享至:


從零件的結構設計、制造工藝、涂裝工藝及材料等方面對國內商用車底盤零件銹蝕的原因進行了系統分析,通過現狀剖析及實驗對比論證了底盤零件銹蝕原因的多樣性和復雜性,提出了提高商用車底盤零件防腐性能及銹蝕改善的主要途徑。
1 前言
我國已成為世界上汽車制造大國和消費大國,汽車制造技術也得以迅速提高,但總體而言還不是汽車制造強國,汽車制造技術的基礎研究及技術積累還有待加強,特別是邊緣學科特種工藝方面表現尤為明顯,商用車制造技術的松、漏、銹就是例證。本文針對商用車底盤零件銹蝕原因進行分析探討,對其銹蝕改善方法進行研究,以提高國內商用車底盤零件的防腐性能。
2 商用車底盤件銹蝕現狀及涂裝工藝
2.1 商用車底盤零件銹蝕現狀
國內商用車底盤零件防銹性能雖然取得了長足進步,但其銹蝕情況依然嚴重,具體表現在早期銹蝕,即在銷售前庫存或使用1年左右就發生銹蝕,這些銹蝕主要發生在底盤零件的接合面、鑄件、焊接件。產生銹蝕的原因除了與涂裝材料及工藝相關外,還與底盤零件的產品設計、涂裝前制造工藝(焊接、鑄造等)相關,同時與管理也密不可分。產生銹蝕的原因多而復雜,因此需要抓主要矛盾,深入調查、分析、研究、優化、改善,以提高防銹改善的效率。
2.2 商用車底盤零件涂裝工藝
商用車底盤零件涂裝現主要采有噴涂、電泳、粉末噴涂等涂裝工藝,也有部分復合涂裝工藝,理論上這幾種涂裝工藝在具有良好的前處理工藝(即清洗、磷化質量良好)的前提下,均能滿足防腐質量要求,但由于底盤零件本身材質(鋼板、鑄件等)、制造工藝(沖壓、焊接、鑄造、噴丸強化等)及產品屬性(總成涂裝、分總成涂裝)等多種不同因素都對涂裝質量及防銹性能有較大的影響,因此,對不同的零件采用何種涂裝工藝及涂裝材料進行研究和分析,以保證涂裝工藝和涂裝材料得到合理應用,從而為底盤零件的防銹性能提供基本保證。
3 商用車底盤零件銹蝕原因分析及對策
3.1 零件結構設計
零件結構設計優劣是保證質量的前提,國內商用車底盤零件設計師在零件設計時主要考慮零件的強度、可靠性、耐久性以及輕量化等性能及成本因素,往往對零件的防腐性能有所忽略,對防銹要求籠統、模糊不清或對防銹工藝了解不深入,造成零件防銹工藝不易實施或不能實施,從而影響零件的防銹性能。圖1、圖2為幾種典型的設計問題造成的零件早期銹蝕或防銹能力達不到基本要求。
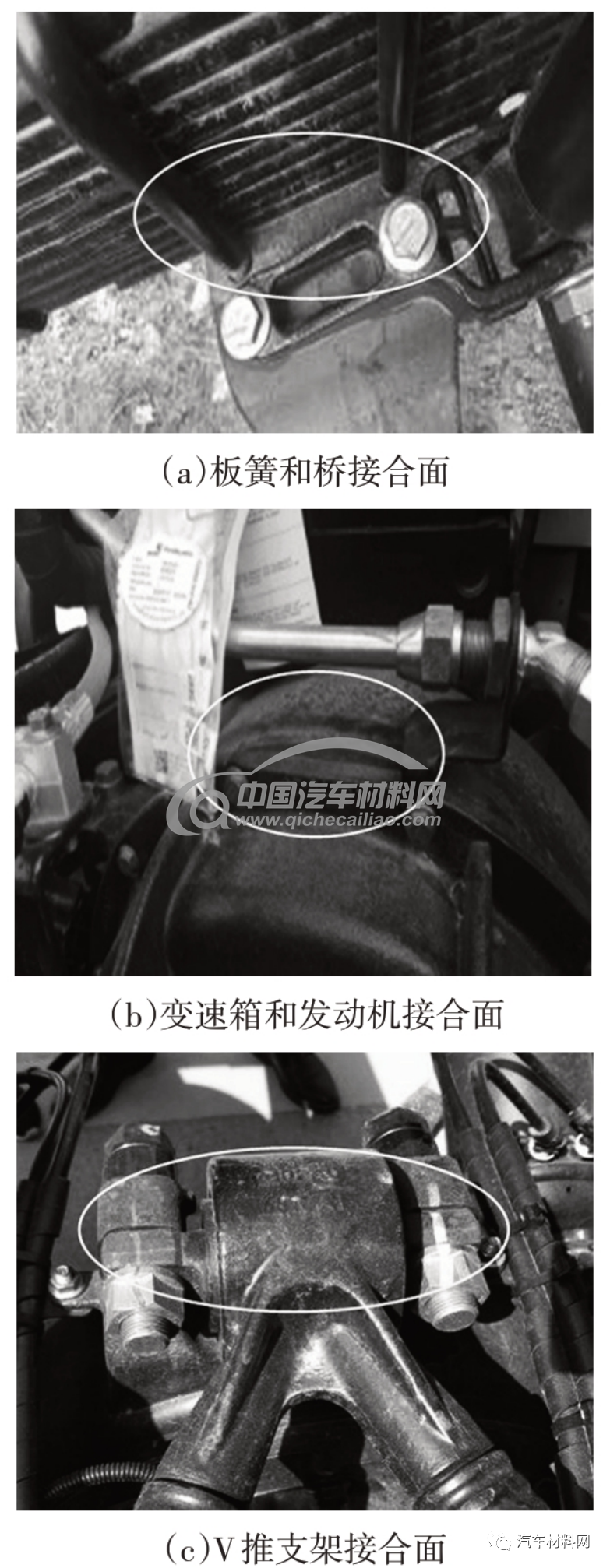
圖1 零件接合面尺寸不同銹蝕示例
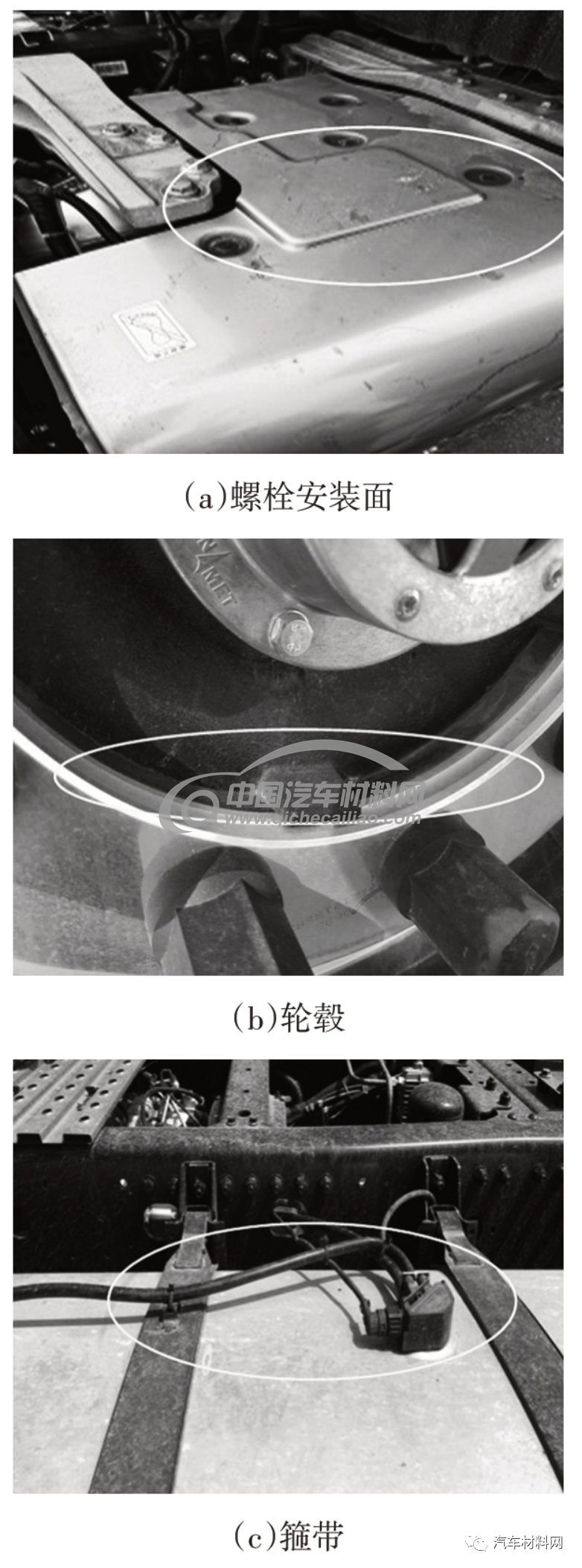
如圖1所示,設計問題主要表現在2種零件接合面尺寸不同,造成連接后接合面金屬底材部分裸露無涂層保護。如圖2所示為零件自身或裝配后最低點無導水設計造成積水。另外,不合理的腔形結構也易造成銹蝕。這些設計問題顯而易見,但不引起重視,對零件的防腐性能影響極大,特別易造成早期銹蝕,影響產品的感官質量。
3.2 涂裝前道工序質量
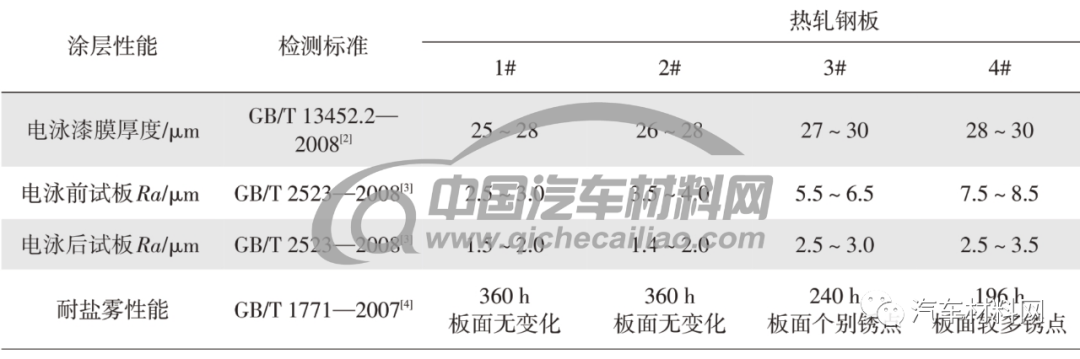
零部件制造工藝一般由多道工序組成,防腐處理一般為產品的最后一道工藝,零件的制造工藝(沖壓、焊接、拋丸強化)設置不當、工藝參數控制不嚴都會造成零件防銹能力下降。如圖3所示,由于上道焊接工藝后焊接部位凹凸不平且有焊接毛刺,造成涂層厚度不均勻或涂膜在銳邊處很薄,造成銹蝕,特別易造成早期的銹蝕。如圖4所示,由于零件在涂裝前經拋丸除銹(拋丸強化也類似)時,由于拋丸工藝控制不當,造成基材粗糙度過大,導致涂膜厚度在凸處偏薄而引起銹蝕,因此在這種情況下應注意保證涂膜厚度,提高涂層厚度,保證涂層對底材的覆蓋性,從而提升零件的防銹性能,表1為在相同工藝條件下,某種電泳漆與不同粗糙度的熱軋鋼板配套后的耐鹽霧性能[1]。
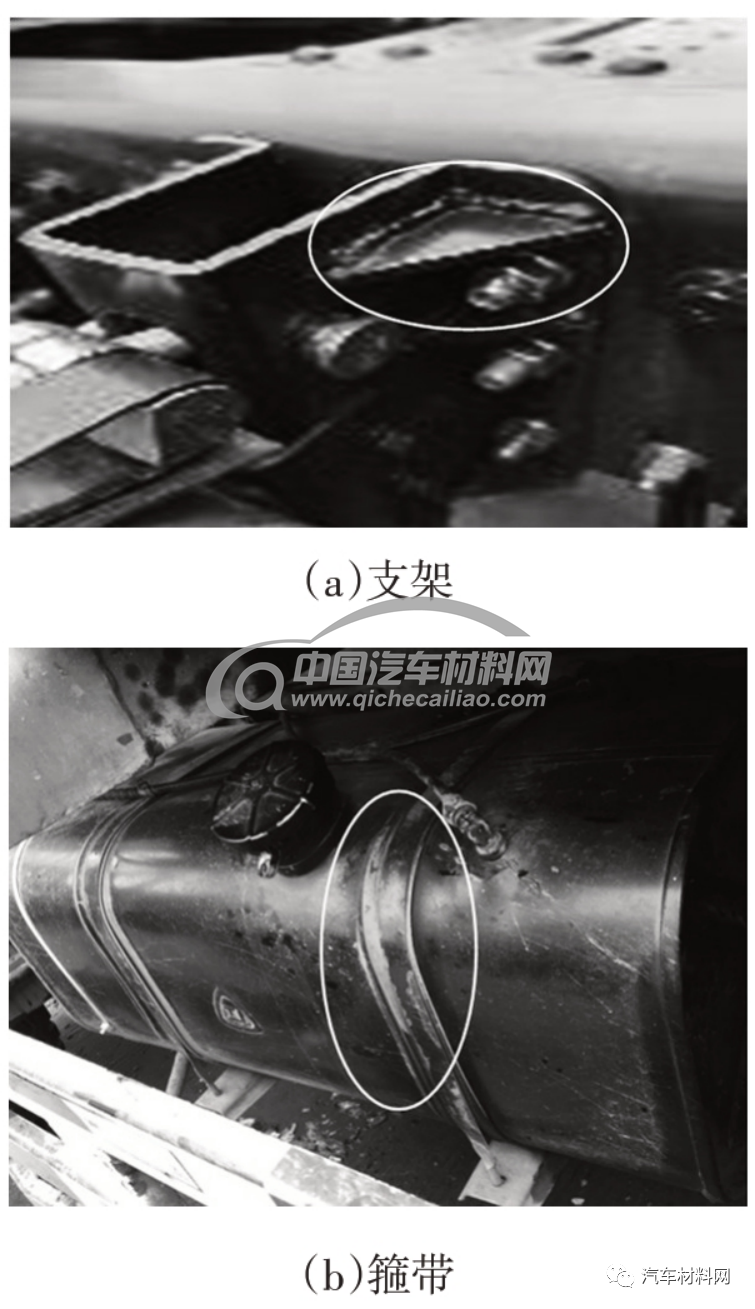
圖3 零件焊縫、銳邊銹蝕示例

圖4 零件粗糙度大導致銹蝕示例
從表1可知,在涂裝工藝不變的前提下,底材粗糙度對涂層的耐鹽霧影響較大,對電泳涂層而言,當底材粗糙度<6 μm時,影響較小,但隨著粗糙度增加,底材粗糙度過高,對涂層防腐性能有很大影響,當底材粗糙度>8 μm時,防腐性能大幅下降,因此零件在涂裝前應盡量保證底材的平整性能,在粗糙度偏大時應著重保證涂膜厚度才能提高涂層的防腐性能,特別是可以避免點蝕銹蝕的早期出現影響零件的外觀質量。
表1 熱軋鋼板粗糙度對某電泳涂層耐鹽霧性能影響
3.3 裝配工藝特性要求
裝配工藝對防銹性能的影響一般體現在裝配磕碰傷,其易使零件出現早期銹蝕。國內商用車底盤零件的裝配工藝對防銹性能的影響主要體現在零件的裝配接合面,因緊固件防松要求接合面不允許噴漆,且無其它防腐措施,極易出現早期銹蝕問題。
商用車底盤傳動部位和承載部位的零件裝配時,需要嚴格保證緊固件的扭矩和軸向力,對裝配接合面涂層厚度有嚴格要求。由于涂層厚度、硬度以及厚度均勻性均對扭矩及軸向力有影響,理論上接合面的涂層厚度越厚、均勻性越差、硬度越小,就會造成裝配時出現假性扭矩,導致緊固件松動,從而導致關鍵零件的松脫,零件的松脫對零件的耐久性、可靠性都有極大的影響,造成車輛安全事故。因此設計人員會降低接合面的防腐標準,更有甚者不要求零件接合面進行防腐處理,造成零件接合面無涂層或涂層質量達不到標準要求,形成早期銹蝕。特別是當2個接合面大小形狀不同時,早期銹蝕就更加嚴重,如圖5所示,為零件接合面無涂層造成的銹蝕,銹跡隨著銹水布滿結合面周圍,嚴重影響感官效果。

圖5 零件接合面無涂層銹蝕示例
裝配接合面的銹蝕問題,目前主要有3種方法加以改善,最基礎的辦法是根據涂裝工藝的特點和零件自身的特性正確選擇防腐工藝,然后根據涂裝工藝的特點及涂層特性進行涂層厚度、厚度均勻性、涂層硬度及耐腐蝕性能對零件裝配扭緊力矩及軸向力的影響進行試驗評估,制定相應的涂層規范,從而既能保證零件接合面的防銹性能又能滿足裝配質量要求。表2為不同涂裝工藝的涂層性能對裝配緊固性能影響。
表2 不同涂裝工藝的涂層性能對裝配緊固性能影響
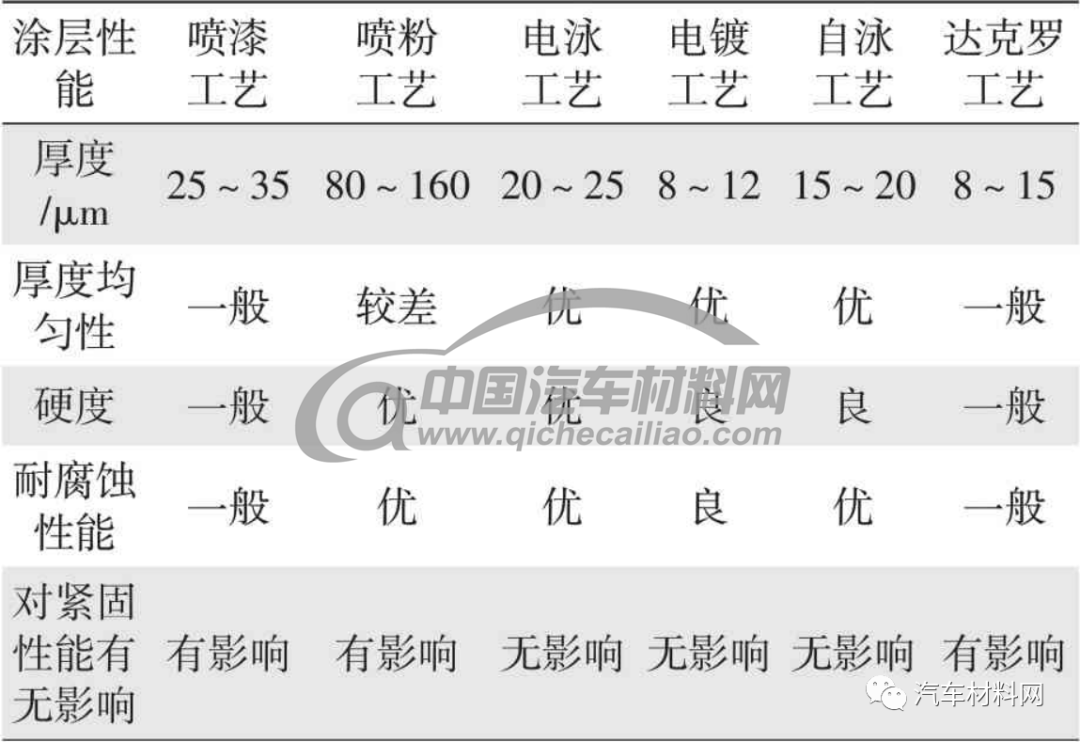
從表中2可以看出,采用電泳涂裝工藝耐腐蝕性良好,涂層厚度適中且厚度均勻,對裝配緊固性能基本無影響,因此對底盤零件,特別是對緊固性能要求高的零件采用電泳涂裝是一個很好選擇,若采用其它涂裝工藝,應該綜合考慮涂層厚度及厚度均勻性、涂層硬度、耐腐蝕性、環保性能及對緊固性能的影響等因素。
在裝配后補漆可以改善零件接合面銹蝕狀況,或在零件接合面涂漆后再對緊固處通過增加適量的鉚接也可以達到防銹及防松效果,這些只是一般情況下的補救措施。
3.4 涂裝工藝
底盤零件種類繁多,結構形狀也各不相同,零件材質及零件總成的本身也各有特點,因此底盤零件涂裝工藝及涂裝材料的選擇尤為重要,涂裝工藝及涂裝材料的選擇應該以保證涂裝質量目標為前提,結合各方面的要求綜合考慮加以選擇。
常用的底盤零件涂裝工藝主要有噴涂、電泳、噴粉等,是底盤零件防銹工藝的優先選擇。對于以總成涂裝為主的發動機、變速箱、車橋等動力總成,由于在裝配時動力總成中加注了潤滑油和潤滑脂,不適合選擇電泳涂裝和粉末涂裝工藝,這2種涂裝工藝所用涂裝材料在固化成膜時需高溫烘烤,高溫會使潤滑油和潤滑脂失效,影響動力總成的機械性能和耐久性能,因此涂裝只能采用可低溫烘干固化的噴涂工藝。涂裝時應提高零件總成漆前表面處理質量和噴涂厚度,從而保證零件總成的防銹性能。
對于底盤件中的箍帶類、部分支架類零件,涂裝時應充分考慮涂層的老化性能。如圖6所示,為零件燃油箱箍帶由于采用單一的電泳涂層,涂層粉化造成銹蝕的示例。零件涂裝時可以采用粉末涂裝工藝或電泳加面漆的復合涂裝工藝,提高零件的防腐性及老化性能。
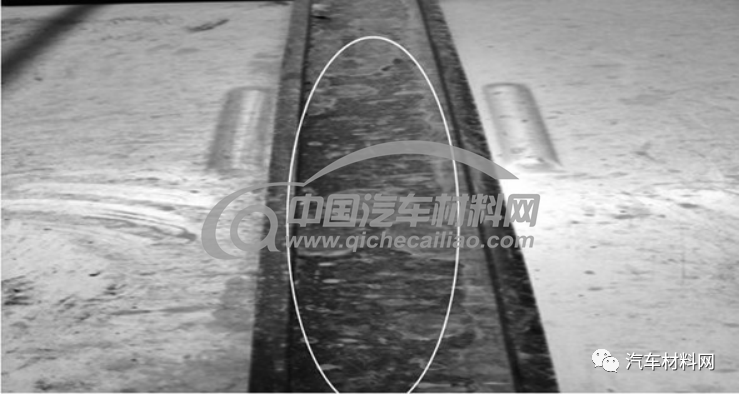
圖6 零件涂層粉化銹蝕示例
對于通過緊固件連接的裝配式零件總成,如車架類底盤零部件總成,涂裝應盡量采用電泳涂裝,車架總成裝配后橫梁、縱梁及加強板之間有小的間隙,噴涂工藝、噴粉工藝不易噴涂到間隙里,間隙內無涂層易造成銹蝕,銹跡蔓延到周圍影響整車的感官質量。采用電泳涂裝可以改善間隙內涂層,減少銹蝕產生,但由于電泳涂料泳透力的原因,改善程度也達不到100%,零件間隙銹蝕經常存在。為避免零件小間隙而導致間隙內部無涂層,可以對車架的縱梁、橫梁、加強板等部件采用先涂裝再裝配的制造工藝,涂裝采用粉末涂裝或電泳加面漆的復合涂裝,可以較徹底地解決零件間隙內的腐蝕,提高車架總成的防腐性能。因此在制定涂裝工藝時應根據各種前提條件綜合考慮,進行對比研究,達到最佳質量水平。
3.5 涂裝材料
涂裝材料千差萬別,多種多樣,只有將合適的材料用到恰當的工件上才能達到良好的預期,因此涂裝材料的選擇應充分考慮產品的質量要求及涂裝工藝條件,水性漆由于VOC(有機揮發物)含量低,易滿足國家的環保法規要求,在汽車涂裝上應用越來越廣泛,在汽車底盤傳動及動力總成上也有大量的應用,有逐步取代溶劑型漆的趨勢。但由于水性漆以水為主要溶劑,其蒸發潛熱較高,涂層質量受環境溫度和濕度影響大,另外水性漆生產過程中為保證其分散性和溶解性,配方中含有一定量的有機胺作為中和劑,而且這部分有機胺只有部分參與了化學反應,不可能做到無殘留,殘余的有機胺會在漆膜固化過程中逸出,漆膜的烘干溫度、烘干時間及烘干方式對有機胺的逸出都有較大的影響。如果漆膜中殘留過量的有機胺,則會由于其吸濕性導致漆膜耐水性能下降,從而引起漆膜起泡,影響涂層的防腐性能。因此對熱容量大、大批量生產的零件應審慎考慮水性漆的應用,應用時必須保證漆膜充分固化。表3為某種水性漆在不同烘干溫度、烘干時間和漆膜的耐水性能試驗結果。
表3 某種水性漆不同固化條件的漆膜耐水性能
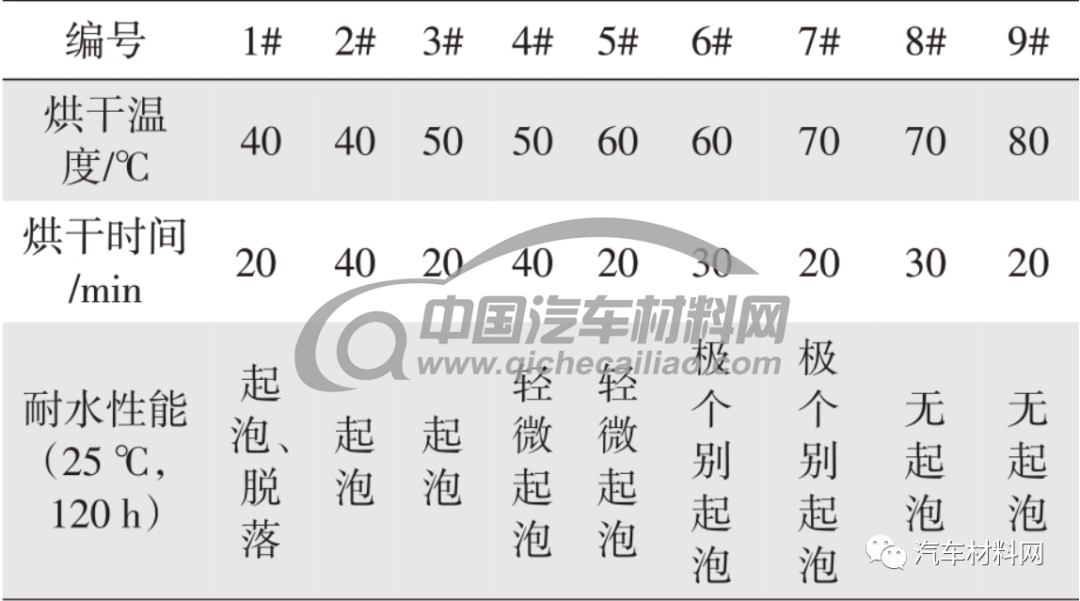
從表3中可以看出,該水性防腐涂料烘干固化時,烘干溫度可以低一些,但需要延長烘干時間才能保證漆膜中的有機胺的充分逸出,耐水性能才能達到質量要求。
(6) 一個配變可為多個客戶供電,配變和表計之間為一對多的關聯關系,即配變可關聯多個表計,但表計僅關聯一個配變;
4 結束語
商用車底盤零件的銹蝕原因千差萬別,各種各樣,與產品設計、制造、涂裝工藝及涂裝材料等因素相關,但這些原因的產生,原因的分析都是靠從基礎研究、重視細節才能逐步認識,因此要對商用車底盤零件局部銹蝕改善,需要設計、制造等部門密切結合,從源頭和細節入手,且持之以恒的努力才能達到預期效果,提高底盤零件的防銹水平,提高產品的競爭力。
參考文獻:
[1]支鋼,李衛,辛艷琪.拋丸除銹工藝與電泳工藝的配套性研究[J].汽車工藝與材料,2009(5):19-21.
[2]全國涂料和顏料標準化技術委員會.色漆和清漆漆膜厚度的測定:GB/T 13452.2—2008[S].北京:中國標準出版社,2008:5.
[3]全國鋼標準化技術委員會.冷軋金屬薄板(帶)表面粗糙度和峰值數的測量方法:GB/T 2523—2008[S].北京:中國標準出版社,2009:5.
[4]全國涂料和顏料標準化技術委員會.色漆和清漆耐中性鹽霧性能的測定:GB/T 1771—2007[S].北京:中國標準出版社,2008:4.
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8223

腐蝕與“海上絲綢之路”
點擊數:6543