



1 理化檢驗
1.1 宏觀觀察
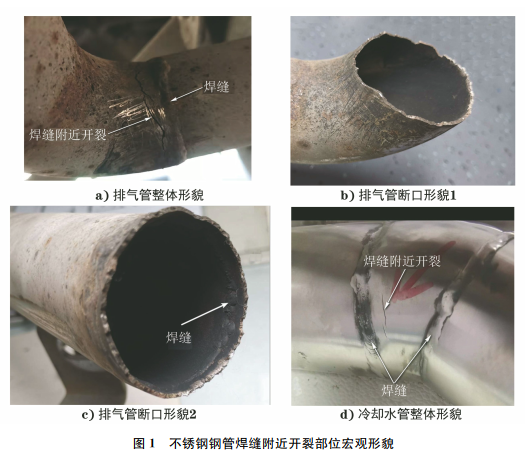
汽車底盤用排氣管、冷卻水不銹鋼鋼管等在出廠運行1~2a后,焊縫附近部位經(jīng)常發(fā)生開裂現(xiàn)象,開裂部位距離焊縫邊緣3~10mm。不銹鋼鋼管焊縫附近開裂部位宏觀形貌如圖1所示,由圖1可知:排氣管斷口處無塑性變形,斷口粗糙,未見疲勞源和疲勞擴展痕跡。開裂的不銹鋼鋼管材料為1Cr14Mn10Ni1鋼。
1.2 化學(xué)成分分析
對開裂的排氣管和冷卻水管進(jìn)行化學(xué)成分分析,結(jié)果如表1所示,由表1可知:開裂不銹鋼鋼管的化學(xué)成分均符合技術(shù)要求。

1.3 金相檢驗
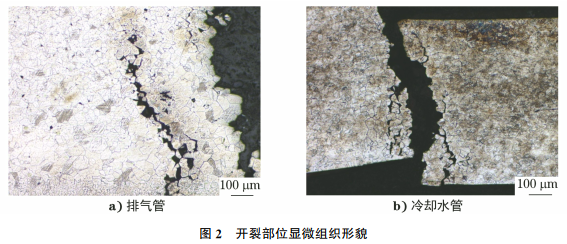
分別在開裂的排氣管和冷卻水管焊縫裂紋附近取樣,用王水腐蝕試樣后,將其置于光學(xué)顯微鏡下觀察,結(jié)果如圖2所示。由圖2可知:裂紋附近均出現(xiàn)了明顯的沿著晶界的黑色腐蝕產(chǎn)物和開裂現(xiàn)象。
1.4 腐蝕試驗驗證
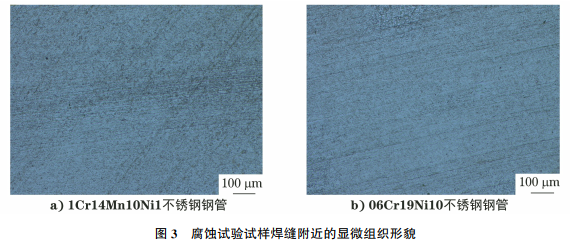
從1Cr14Mn10Ni1和06Cr19Ni10兩種不銹鋼材料焊接的鋼管焊縫附近取樣,兩種材料規(guī)格分別為75mm×1.5mm(外徑 × 壁厚)、89mm×1.5mm(外徑×壁厚),用王水腐蝕后,將其置于光學(xué)顯微鏡下觀察,結(jié)果如圖3所示。由圖3可知:焊縫附近均未發(fā)現(xiàn)沿著晶界的黑色腐蝕產(chǎn)物和開裂現(xiàn)象。
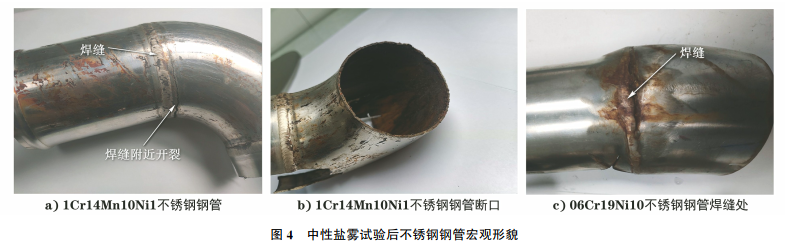
將1Cr14Mn10Ni1和06Cr19Ni10兩種不銹鋼材料焊接鋼管放置在中性鹽霧試驗箱中,5個月后取出焊接鋼管,其宏觀形貌如圖4所示。由圖4可知:1Cr14Mn10Ni1不銹鋼鋼管焊縫附近存在開裂現(xiàn)象,將開裂部位打開,斷口處無塑性變形,斷口粗糙,未見疲勞源和疲勞擴展痕跡;06Cr19Ni10不銹鋼鋼管焊縫附近未發(fā)生開裂。
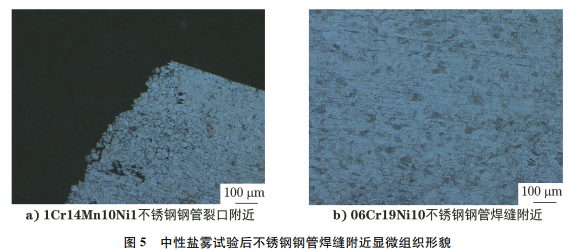
從上述兩件經(jīng)過中性鹽霧試驗的1Cr14Mn10Ni1和06Cr19Ni10不銹鋼鋼管焊縫附近取樣,用王水腐蝕后,將其置于光學(xué)顯微鏡下觀察,結(jié)果如圖5所示。由圖5可知:1Cr14Mn10Ni1不銹鋼鋼管裂口附近出現(xiàn)沿著晶界的黑色腐蝕產(chǎn)物,06Cr19Ni10不銹鋼鋼管焊縫附近未出現(xiàn)沿著晶界的黑色腐蝕產(chǎn)物。
1.5 局部貧Cr程度對比
用體積分?jǐn)?shù)為6%的FeCl3溶液對1Cr14Mn10Ni1不銹鋼和06Cr19Ni10不銹鋼焊接鋼管進(jìn)行腐蝕,焊縫附近局部貧Cr程度不同,導(dǎo)致其耐腐蝕程度差異明顯,因此也可以用該方法直觀、快速地鑒別焊縫附近局部貧Cr的程度。
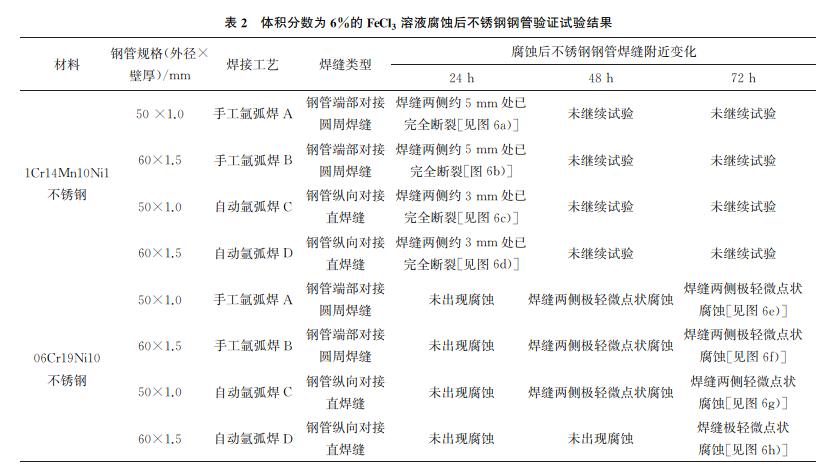
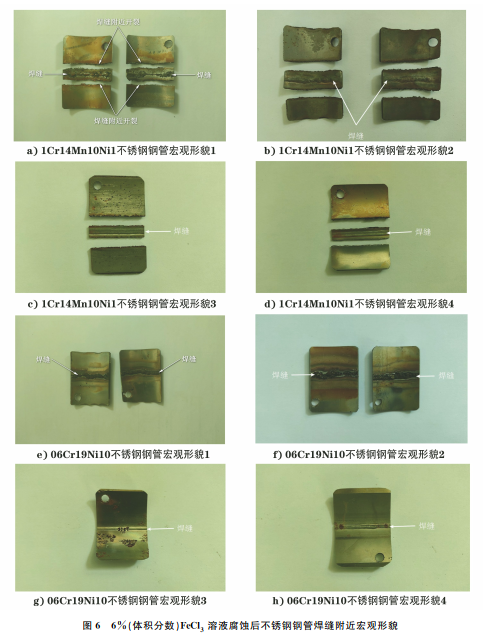
分別采用4種不同的焊接工藝對2種規(guī)格的1Cr14Mn10Ni1不銹鋼鋼管進(jìn)行焊接,經(jīng)過24h的體積分?jǐn)?shù)為6%的FeCl3溶液腐蝕后,焊縫附近3~5mm區(qū)域均已經(jīng)斷開。2種規(guī)格06Cr19Ni10不銹鋼鋼管分別采用了4種不同的焊接工藝,即使經(jīng)過72h的體積分?jǐn)?shù)為6%的FeCl3溶液腐蝕,焊縫兩側(cè)僅出現(xiàn)輕微的點狀腐蝕,結(jié)果如表2所示。6%(體積分?jǐn)?shù))FeCl3溶液腐蝕后不銹鋼鋼管焊縫附近宏觀形貌如圖6所示。
2 綜合分析
奧氏體不銹鋼含有少量的碳元素,其與鉻元素形成碳化物Cr23C6,當(dāng)加熱到高溫時,碳化物溶解于γ相中,溫度越高,碳化物溶解得越多,再用急速冷卻的方法將這種狀態(tài)保存到室溫,形成過飽和固溶體(固溶處理)。在緩慢冷卻的過程中,為了保持平衡,碳化物會從固溶體中析出。過飽和固溶體是不穩(wěn)定的,在低溫(400~850℃)下再加熱時,碳化物會沉淀出來(敏化處理)。碳化物通常是優(yōu)先沿晶粒間界析出的,這種變化使奧氏體不銹鋼產(chǎn)生了晶間腐蝕趨向。在焊接時,靠近焊縫處的溫度也會高達(dá)400~850℃,因此,奧氏體不銹鋼材料的焊接結(jié)構(gòu)都有受晶間腐蝕而發(fā)生破壞的可能。
敏化處理時,碳元素向晶粒間界的擴散速率比鉻元素大,Cr23C6在晶粒間界發(fā)生沉淀,在晶粒間界及其臨近區(qū)域的鉻元素發(fā)生貧乏現(xiàn)象。當(dāng)鉻元素含量降低到鈍化所需的鉻元素含量極限值以下時,構(gòu)成了微電池,加速了沿晶粒間界的腐蝕。
奧氏體不銹鋼焊接接頭在焊接后的快速冷卻時,在奧氏體組織中呈現(xiàn)過飽和狀態(tài)的碳,一旦遇到400~850℃的加熱溫度及適當(dāng)?shù)谋A魰r間,晶內(nèi)鉻原子的擴散速率比碳原子小,鉻原子來不及向晶界擴散,導(dǎo)致晶界附近鉻含量大幅度降低,形成貧鉻區(qū),材料的耐腐蝕性降低,進(jìn)而引發(fā)晶間腐蝕。
1Cr14Mn10Ni1和06Cr19Ni10均屬于奧氏體型不銹鋼材料。1Cr14Mn10Ni1不銹鋼中的碳元素質(zhì)量分?jǐn)?shù)上限為0.15%,鉻元素質(zhì)量分?jǐn)?shù)下限為13.00%;06Cr19Ni10不銹鋼材料的碳元素質(zhì)量分?jǐn)?shù)上限為0.08%,鉻元素質(zhì)量分?jǐn)?shù)下限為18.00%。1Cr14Mn10Ni1不銹鋼碳含量較高,更容易形成Cr23C6碳化物,同時鉻元素質(zhì)量分?jǐn)?shù)較低,“局部貧Cr”區(qū)域的鉻元素質(zhì)量分?jǐn)?shù)更容易低于鈍化所需的鉻元素質(zhì)量分?jǐn)?shù)的極限值;不同規(guī)格的1Cr14Mn10Ni1及06Cr19Ni10不銹鋼鋼管采用不同的焊接工藝,經(jīng)6%(體積分?jǐn)?shù))的FeCl3溶液腐蝕后,1Cr14Mn10Ni1不銹鋼鋼管焊縫附近斷裂傾向嚴(yán)重,也進(jìn)一步得到了試驗的驗證。
1Cr14Mn10Ni1焊管經(jīng)5個月長周期中性鹽霧腐蝕后,焊縫附近出現(xiàn)開裂現(xiàn)象,常見的發(fā)生焊縫附近開裂的都是1Cr14Mn10Ni1不銹鋼鋼管,裂縫附近晶粒間界出現(xiàn)的黑色腐蝕產(chǎn)物是“局部貧Cr”所構(gòu)成大陰極-小陽極的微電池導(dǎo)致的晶間腐蝕。06Cr19Ni10不銹鋼鋼管焊縫附近幾乎沒有開裂,說明1Cr14Mn10Ni1焊管更容易出現(xiàn)晶間腐蝕,是開裂失效的主要原因。
預(yù)防和控制不銹鋼焊接件晶間腐蝕的措施主要有:采用低碳不銹鋼材料、進(jìn)行焊后熱處理、加入強碳化物等。受汽車底盤用排氣管、冷卻水管等不銹鋼鋼管設(shè)計結(jié)構(gòu)、成本、制造能力等綜合因素的限制,難以進(jìn)行焊后熱處理。加入鈦和鈮元素的強碳化物焊接接頭受到焊接熱循環(huán)的作用,在過熱區(qū)發(fā)生了TiC和NbC的溶解,這時的穩(wěn)定劑Ti、Nb元素已經(jīng)失去了穩(wěn)定碳元素的作用,如果該接頭被再次加熱到400~850℃或其在這個溫度下工作,就有出現(xiàn)刀狀腐蝕的危險,且材料成本較高。建議采用06Cr19Ni10等低碳甚至超低碳不銹鋼材料。
3 結(jié)論
(1)1Cr14Mn10Ni1不銹鋼材料排氣管、冷卻水管在焊接過程中,晶界附近容易析出Cr23C6碳化物,從而導(dǎo)致焊縫附近出現(xiàn)“局部貧Cr”區(qū)域,構(gòu)成大陰極-小陽極的微電池,形成晶間腐蝕,導(dǎo)致焊縫附近局部的材料性能惡化,甚至出現(xiàn)早期斷裂。
(2)采用6%(體積分?jǐn)?shù))的 FeCl3溶液對不銹鋼焊接試樣進(jìn)行腐蝕,可以鑒別焊縫附近“貧Cr”的區(qū)域和程度。
(3)采用06Cr19Ni10等低碳不銹鋼材料可有效抑制鋼管焊縫附近出現(xiàn)晶間腐蝕。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”