



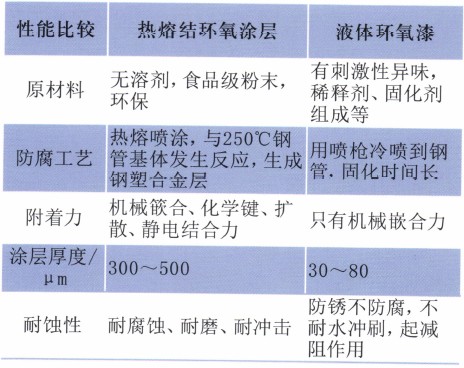
表1熱熔結環氧涂層與液體環氧漆性能對比
涂塑鋼管在國內經歷了四次升級換代,最早是20世紀80年代由濰坊東方鋼管有限公司(原濰坊鋼管總廠)從日本引進的硫化床浸漬一次性成膜工藝,采用改性聚乙烯防腐,由于聚乙烯與鋼管的附著力問題,慢慢的發展到內外涂環氧樹脂粉末,但是外壁環氧樹脂涂層較脆不耐磕碰,后來發展到第三代內壁環氧外壁聚乙烯防腐,但是單層聚乙烯直接與鋼管結合還是存在附著力問題,且施工過程中難免出現磕碰,最后升級到現在的第四代防腐—外3PE防腐內熔結環氧粉末防腐。3PE防腐層是以熔結環氧粉末(FBE)為底層、膠粘劑為中間層和擠出聚乙烯為外護層同步纏繞或擠出而成為一個整體,具有優良的絕緣性能和抗機械損傷性能,較單層聚乙烯防腐具有優勢,具體性能如表2所示。
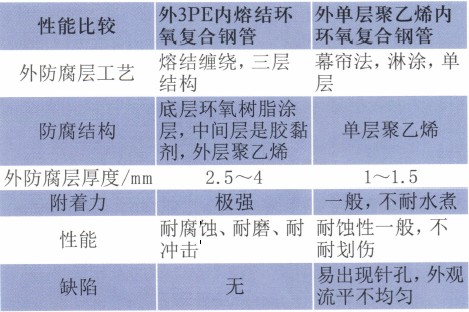
表2外三層結構聚乙烯(3PE)防腐與外單層聚乙烯(PE)防腐區別
工程應用實倒
工程概況
南水北調平頂山供水配套工程共布置輸水線路6條,線路總長75.70km ,輸水型式除11- 1號口門、13號口門采用泵站加壓供水外,其余全部采用有壓重力流輸水。輸水總流量為30.70m 3/s,其中自流輸水流量29.10m 3/s,泵站加壓輸水流量1.60 m 3/s。
該標段為11-1號口門向魯山縣、13號口門向平頂山石龍區加壓輸水管道,線路總長29.32km ,設計流量均為0.5m 3/s,其中11-1號口門泵站提水揚程38.8m,13號口門石龍區泵站提水揚程139.61m。
管材及防腐
鋼管采用螺旋縫埋弧焊鋼管,內壁采用熔結環氧樹脂粉末熱噴涂,執行CJ/T120-2008《給水涂塑復合鋼管》標準;外壁采用熔結纏繞三層結構聚乙烯防腐涂層,執行GB/T23257-2009《埋地鋼質管道聚乙烯防腐層》。
焊接及補口
焊接采用氬弧焊打底,電弧焊填充和照面的焊接方式。內表面采用雙組份液體環氧樹脂修補劑,外表面采用聚乙烯熱收縮帶補口或補傷。
檢測
所有施工完的補口帶都應采用電火花檢漏進行100%的檢測。檢漏電壓應≥15kV ,檢測的速度為200~30mm/s。若有針孔,應重新補口并檢漏,直至合格。補口帶只能替換,不允許修補。補口后熱收縮套(帶)的粘結力按GB/T 23257-2009標準附錄中規定的方法進行檢查,管體溫度達到(25± 5)℃ 時的剝離強度應不小于50N/cm。每100個補口應至少抽測一個補口,如不合格應加倍抽測;若加倍抽測全不合格,則該段管線的補口應全部返修。
結束語
3PE防腐蝕技術綜合了環氧涂層與擠壓聚乙烯兩種防腐蝕層的優良性能,將環氧涂層的界面特性和耐化學特性與擠壓聚乙烯防腐蝕層的機械保護特性等優點結合起來,從而顯著改善了各自的性能。內壁熔結環氧樹脂粉末(FBE)防腐,解決了管道的內防腐問題,管道糙率小、內壁光滑、水力性能良好。通過設計實例分析得出:與同管徑管材相比,采用內壁熔結環氧涂層的管路損失可以降低30%以上:在輸送相同流量的情況下,其管徑可以減小—級,從而降低了成本,減少了能耗。
總之,外3PE內熔結環氧復合鋼管在南水北調平頂山配套工程中的成功應用,取得了較好的效果,可以為今后大口徑長距離輸水鋼管的防腐提供借鑒。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 腐蝕鋼管

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”