
干貨!航空復(fù)合材料結(jié)構(gòu)修理方法都在這!
2016-10-08 12:54:09
作者:本網(wǎng)整理 來源:航空制造網(wǎng)
分享至:


復(fù)合材料在航空結(jié)構(gòu)中的應(yīng)用最初僅限于飛機(jī)次承力結(jié)構(gòu),而現(xiàn)今已廣泛應(yīng)用于各種機(jī)型的主承力結(jié)構(gòu),在結(jié)構(gòu)重量中占有的比例也逐漸增加。復(fù)合材料結(jié)構(gòu)在生產(chǎn)、使用和維護(hù)過程中不可避免會(huì)產(chǎn)生缺陷或損傷,因此復(fù)合材料構(gòu)件修理問題引起人們廣泛關(guān)注。
1復(fù)合材料的缺陷/ 損傷與修理容限
復(fù)合材料結(jié)構(gòu)由于制造工藝的因素會(huì)產(chǎn)生缺陷,如空隙、分層、脫膠等;裝配過程中,在外載作用下也會(huì)出現(xiàn)損傷,常見損傷有分層、脫膠、表面劃傷、錯(cuò)鉆孔、孔邊損傷、沖擊損傷、雷擊損傷、戰(zhàn)傷、裂紋、燃燒等。無論是先天生產(chǎn)缺陷還是后天機(jī)械損傷都會(huì)使飛機(jī)主承力結(jié)構(gòu)受損、表面氣動(dòng)性能下降,從而導(dǎo)致結(jié)構(gòu)使用壽命降低。
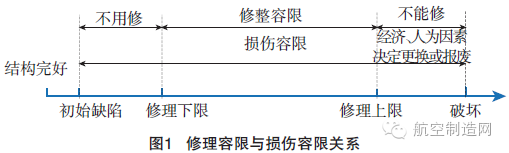
在明確結(jié)構(gòu)損傷或缺陷類型后,需根據(jù)受力狀況及危及飛行安全的嚴(yán)重程度確定損傷容限和修理容限。結(jié)構(gòu)的損傷容限是結(jié)構(gòu)損傷從可檢測(cè)門檻值到臨界值之間的范圍,用以界定受損結(jié)構(gòu)在規(guī)定的使用期內(nèi)是否有足夠的剩余強(qiáng)度。而修理容限是結(jié)合修理工藝水平和經(jīng)濟(jì)因素確定結(jié)構(gòu)要修與不要修、能修與不能修的界限。修理容限與損傷容限的關(guān)系如圖1 所示。
導(dǎo)致飛機(jī)復(fù)合材料層合板和蜂窩加芯結(jié)構(gòu)產(chǎn)生損傷最主要的原因是沖擊損傷,按照檢查發(fā)現(xiàn)難易程度可分為勉強(qiáng)目視可檢損傷(BVID)、目視可檢損傷(VID)和目視易檢損傷(EVID)。在航空維修領(lǐng)域內(nèi)普遍認(rèn)為飛機(jī)復(fù)合材料結(jié)構(gòu)存在勉強(qiáng)目視可檢損傷時(shí),結(jié)構(gòu)承載能力能夠保持在1.5 倍限制載荷(1.5LL),假設(shè)此時(shí)目視檢出的概率為0 ;當(dāng)結(jié)構(gòu)出現(xiàn)較大損傷,即出現(xiàn)目視易檢損傷時(shí)仍能滿足限制載荷(1.0LL)的要求,假設(shè)此時(shí)目視檢出概率為1。據(jù)以上標(biāo)準(zhǔn)可以得到表1,沖擊損傷與結(jié)構(gòu)承載能力的關(guān)系。

復(fù)合材料修理容限的定量確定實(shí)質(zhì)上是確定缺陷和損傷的驗(yàn)收標(biāo)準(zhǔn)。當(dāng)損傷較輕,剩余強(qiáng)度高于或等于缺陷和損傷的標(biāo)準(zhǔn)時(shí),可以不修,此時(shí)標(biāo)準(zhǔn)為修理下限。波音公司以損傷后結(jié)構(gòu)強(qiáng)度達(dá)到原來的60%~80% 為修理下限,修理下限最大值為結(jié)構(gòu)強(qiáng)度的80%,此時(shí)目視可檢的概率為60% 以上,對(duì)應(yīng)剩余強(qiáng)度為1.2LL, 符合工程實(shí)際。修理下限的最小值為結(jié)構(gòu)強(qiáng)度的60%,這個(gè)指標(biāo)僅僅適用于非承力結(jié)構(gòu),如翼身整流罩、雷達(dá)罩等,此時(shí)剩余強(qiáng)度為0.9LL。當(dāng)缺陷或損傷過于嚴(yán)重,進(jìn)行修理已經(jīng)超出經(jīng)濟(jì)性、技術(shù)性可行范圍,選擇不進(jìn)行維修而是更換結(jié)構(gòu),此時(shí)缺陷和損傷的標(biāo)準(zhǔn)為修理上限。
2復(fù)合材料修理方法研究現(xiàn)狀
當(dāng)確定復(fù)合材料損傷或缺陷在修理容限之內(nèi)時(shí)可以選擇合適的方法對(duì)損傷進(jìn)行修理。常用的修理方法如下。
填充與灌注修理
對(duì)于非承力的復(fù)合材料結(jié)構(gòu),如氣動(dòng)整流罩、天線罩等結(jié)構(gòu),與受載較小的蜂窩夾層結(jié)構(gòu)的不嚴(yán)重?fù)p傷可采用填充與灌注的修理方法。修理的損傷主要表現(xiàn)為表面劃痕、凹坑、部分蜂窩芯子損傷、蒙皮位置錯(cuò)鉆孔、孔尺寸過大等。修理時(shí)損傷部位不需要去除,在損傷部位填充合適的封裝化合物,在除濕后在損傷部位用一層玻璃纖維/ 環(huán)氧布密封,防止?jié)駳鉂B入及損傷擴(kuò)大。
機(jī)械連接修理
在過去的十幾年中,已經(jīng)有許多研究者針對(duì)螺栓連接修理方法分別采用解析法、數(shù)值法和試驗(yàn)法進(jìn)行了研究。這一修理方法是在損傷結(jié)構(gòu)的外部用螺栓或鉚釘固定一個(gè)外部補(bǔ)片,使損傷結(jié)構(gòu)遭到破壞的載荷傳遞路線得以重新恢復(fù),連接方法大多采用螺栓連接,亦可以采用鉚釘連接,尤其是單面鉚接。由于復(fù)合材料具有脆性及各向異性的屬性,螺栓孔或鉚釘孔邊會(huì)產(chǎn)生應(yīng)力集中,導(dǎo)致抗疲勞性能不佳。現(xiàn)階段機(jī)械連接修理技術(shù)已經(jīng)廣泛采用新設(shè)備新技術(shù),向自動(dòng)化、柔性化、智能化的方向發(fā)展。
膠結(jié)修理
膠結(jié)修理通常比機(jī)械連接修理更可靠,不會(huì)產(chǎn)生孔而導(dǎo)致應(yīng)力集中,膠結(jié)修理又分為膠結(jié)貼補(bǔ)修理和膠結(jié)挖補(bǔ)修理。
1 膠結(jié)貼補(bǔ)修理
近些年來,對(duì)復(fù)合材料結(jié)構(gòu)的貼補(bǔ)修補(bǔ)技術(shù)的研究不斷向前推進(jìn),在試驗(yàn)和理論方面都取得了一定成果。這種方法適用于外場(chǎng)修理,多用于平面形制件,板厚較薄、載荷不大、氣動(dòng)外形要求不高的結(jié)構(gòu),用膠結(jié)的方法將補(bǔ)片貼于復(fù)合材料制件的缺陷或損傷部位。在飛機(jī)表面膠結(jié)貼補(bǔ)修理時(shí),為了使連接處截面變化較為緩和,補(bǔ)片四周一般做成斜削的形狀。膠黏劑選擇時(shí)應(yīng)滿足剪切強(qiáng)度和剝離強(qiáng)度的要求。
2 膠結(jié)挖補(bǔ)修理
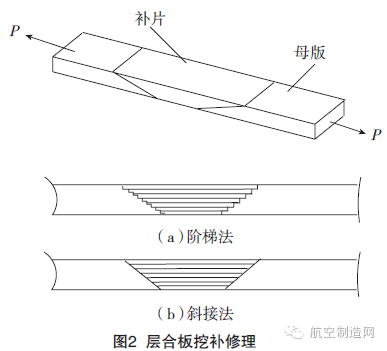
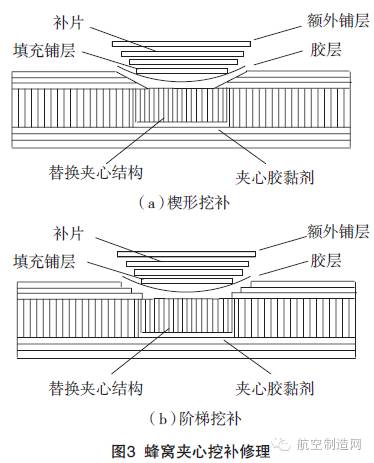
對(duì)于膠結(jié)挖補(bǔ)修理方法的研究始于20 世紀(jì)90 年代,近些年來又有了長(zhǎng)足的發(fā)展。對(duì)受沖擊損傷的復(fù)合材料層合板和蜂窩結(jié)構(gòu)挖補(bǔ)修理是一種非常有效的修理方法,可以最大限度恢復(fù)結(jié)構(gòu)的強(qiáng)度。挖去損傷或缺陷的部位,留下一個(gè)具有錐度的孔,先對(duì)層合板進(jìn)行干燥處理,然后再用復(fù)合材料補(bǔ)片通過膠結(jié)的方法將其修補(bǔ)完整。層合板結(jié)構(gòu)和蜂窩夾芯結(jié)構(gòu)填補(bǔ)時(shí)均可采用階梯挖補(bǔ)和楔形挖補(bǔ)法,具體如圖2、3 所示。
樹脂注射修理
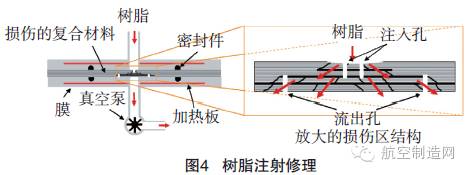
樹脂注射修理是用流動(dòng)性較好的樹脂注入分層或脫粘的缺陷、損傷區(qū),但僅限于分層脫粘或板、孔邊緣損傷的修理。修理時(shí)在分層的層合板上鉆出2 個(gè)孔,一個(gè)空內(nèi)注入低粘度樹脂,另一個(gè)孔做通氣孔,如圖4 所示。修理時(shí)先進(jìn)行材料準(zhǔn)備,包括損傷確認(rèn)、表面處理和鉆孔。鉆孔時(shí)只能鉆透層合板的一半厚度,這樣注入的樹脂也能達(dá)到結(jié)構(gòu)內(nèi)部的損傷裂紋與分層處。之后對(duì)修理結(jié)構(gòu)進(jìn)行預(yù)熱,抽真空后注入樹脂完成修復(fù)。
快速修理方法
近些年來,工程上廣泛采用了多種適應(yīng)于外場(chǎng)的復(fù)合材料快速修理方法,主要有微波修復(fù)方法、電子束固化修理方法、光固化修理方法和激光自動(dòng)修理方法。
1 微波修復(fù)
采用微波對(duì)復(fù)合材料進(jìn)行修復(fù)能夠迅速恢復(fù)結(jié)構(gòu)強(qiáng)度,是一種理想的外場(chǎng)修理方法。補(bǔ)片修理?yè)p傷或缺陷結(jié)構(gòu)時(shí),微波能加速固化過程,起主導(dǎo)作用的是微波的制熱效應(yīng),常用樹脂等高分子材料,包括膠黏劑多為含極性基團(tuán)的聚合物,這些極性分子在交變電場(chǎng)的作用下將隨外施電場(chǎng)的頻率轉(zhuǎn)動(dòng),從而制熱。為了使制熱效應(yīng)在復(fù)合材料中產(chǎn)生,在修復(fù)區(qū)注入微波吸收劑,以提高材料的導(dǎo)電磁率,或采用能高效吸收微波的高速固化膠黏劑,同時(shí)用特殊設(shè)計(jì)的微波施加器對(duì)修復(fù)區(qū)施加微波能,使之在數(shù)十秒之內(nèi)形成新的、更強(qiáng)的界面,修復(fù)損傷。
2 電子束固化修理
電子束固化修理具有固化速度快、溫度低、模具成本低的優(yōu)勢(shì),法國(guó)、美國(guó)、意大利等國(guó)家先后開始對(duì)這種固化方式在復(fù)合材料修理方面的研究。電子束固化基體樹脂、結(jié)構(gòu)膠黏劑或預(yù)浸料可在室溫或接近室溫及接觸壓力下固化,電子束可以被限制在修理區(qū)域,大大減少固化應(yīng)力、熱應(yīng)力和局部加熱對(duì)周圍區(qū)域的影響。適用于修理的電子束固化機(jī)理是采用高能量電子束碰撞目標(biāo)分子,釋放足夠的能量使其產(chǎn)生一系列活潑的粒子,臨近的分子激發(fā)活潑粒子釋放能量,形成化學(xué)鍵,達(dá)到固化修理的目的。
3 光固化修理
光固化預(yù)浸料膠結(jié)修理技術(shù)是利用光敏膠固化速度快的特點(diǎn),將預(yù)浸料補(bǔ)片貼到損傷部位,利用紫外光照射固化,對(duì)裂紋、孔洞、腐蝕、灼傷等損傷進(jìn)行快速修復(fù)。修復(fù)的補(bǔ)片可預(yù)先制備,操作簡(jiǎn)單、從實(shí)施修理到裝備投入使用的時(shí)間短,修理補(bǔ)片在固化前呈柔性,粘貼可根據(jù)需要任意改變形狀,適用于各種復(fù)雜形狀的機(jī)件修理,修理后補(bǔ)片與原結(jié)構(gòu)貼合較好,具有恢復(fù)原有結(jié)構(gòu)形狀和保持氣動(dòng)外形的能力。修理需要操作空間小,適用于空間狹窄的內(nèi)部損傷修理。
4 激光自動(dòng)化修理
近年來,國(guó)際上也出現(xiàn)了自動(dòng)修復(fù)復(fù)合材料的新技術(shù),如采用激光技術(shù)自動(dòng)修復(fù)復(fù)合材料結(jié)構(gòu)。使用激光清除損壞的材料,用激光將每層復(fù)合材料的樹脂融化,剩下松動(dòng)的纖維用刷子刷掉,處理下一層,而損傷區(qū)外的纖維和樹脂完好無損。該技術(shù)對(duì)復(fù)合材料結(jié)構(gòu)不會(huì)產(chǎn)生力量或振動(dòng),對(duì)整體強(qiáng)度或完整性沒有不利影響。損壞區(qū)域很干凈,使用現(xiàn)場(chǎng)就可固化的加熱氈作為替換的補(bǔ)丁來修補(bǔ)。
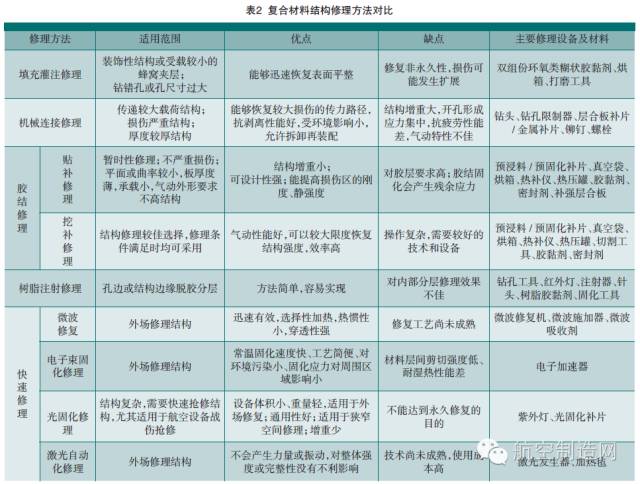
修理方法對(duì)比分析
不同修理方法適用范圍不同,在選擇修理方法時(shí)需要綜合考慮結(jié)構(gòu)承載要求、受載情況、氣動(dòng)外形要求、損傷嚴(yán)重程度和修理技術(shù)水平和經(jīng)濟(jì)性限制等因素。各種方法也有各自優(yōu)缺點(diǎn)。表2 對(duì)上述復(fù)合材料結(jié)構(gòu)修理方法進(jìn)行了簡(jiǎn)要對(duì)比。
3修理效果評(píng)估標(biāo)準(zhǔn)
近些年,國(guó)外對(duì)復(fù)合材料構(gòu)件修理效果的評(píng)估逐漸形成了完整的體系,主要評(píng)估內(nèi)容可以歸納如下:
(1)修理后結(jié)構(gòu)強(qiáng)度恢復(fù)到設(shè)計(jì)強(qiáng)度;
(2)修理時(shí)保持結(jié)構(gòu)剛度的完整性,并且充分考慮飛行表面和操縱面的彎曲極限,不能改變飛機(jī)的飛行特性;
(3)從耐久性的角度考察結(jié)構(gòu)性能,包括疲勞加載對(duì)螺栓或膠結(jié)接頭的影響、損傷的增長(zhǎng),不相似材料導(dǎo)致的腐蝕作用和樹脂材料在濕熱環(huán)境中的降解作用;
(4)結(jié)構(gòu)質(zhì)量增加最小;
(5)保持飛機(jī)外形的氣動(dòng)平滑度;
(6)修理過程可操縱性好,修理成本低。
4 存在問題與發(fā)展方向
雖然國(guó)際上對(duì)復(fù)合材料的修理的研究已經(jīng)日趨成熟,但國(guó)內(nèi)技術(shù)的研究起步較晚。從20 世紀(jì)80 年代開始針對(duì)缺陷影響、無損探傷的修理方法和修理工藝開展探索性研究。20 世紀(jì)90 年代開始跟蹤國(guó)外復(fù)合材料修理方法,完成了主要修理方法的驗(yàn)證工作,也針對(duì)碳纖維層合板T300/5405、T300/QY8911,膠黏劑J116、J159等具體修理材料進(jìn)行了初步評(píng)定;嘗試著對(duì)一些機(jī)型的復(fù)合材料結(jié)構(gòu)進(jìn)行維修,如服役中殲擊機(jī)的雷達(dá)罩、直升機(jī)涵道垂尾、客機(jī)的升降舵等復(fù)合材料構(gòu)件,積累了一定的修理經(jīng)驗(yàn),但是在很多方面與國(guó)外相比還有很大差距。
修理容限的范圍界定尚未成熟,尤其是處于復(fù)雜應(yīng)力狀態(tài)下的結(jié)構(gòu),在受到損傷后的剩余強(qiáng)度的確定需要試驗(yàn)驗(yàn)證,而國(guó)內(nèi)仍缺少這方面研究的試驗(yàn)儀器和設(shè)備。國(guó)內(nèi)積累的復(fù)合材料修理經(jīng)驗(yàn)主要對(duì)象為次承力結(jié)構(gòu),多為外場(chǎng)應(yīng)急修理,對(duì)主承力構(gòu)件基本沒有進(jìn)行修理適用性研究。修理材料方面,國(guó)內(nèi)尚不能生產(chǎn)用于復(fù)合材料修理的原材料(預(yù)浸料),復(fù)合材料修理手冊(cè)中提及的膠黏劑缺乏試驗(yàn)測(cè)試數(shù)據(jù),可供選擇經(jīng)過試驗(yàn)驗(yàn)證的修理材料種類很少。對(duì)于最廣泛采用的膠結(jié)修理方法,仍有很多工作需要開展。如對(duì)大曲率層合板結(jié)構(gòu)的修理,對(duì)膠黏劑受力特性的在復(fù)合材料厚度方向上表現(xiàn)出的非線性特征對(duì)修理效果的影響,固化溫度對(duì)修理效率的影響,疲勞作用對(duì)修理結(jié)構(gòu)性能的影響都亟需進(jìn)一步研究。在修理驗(yàn)證方面,經(jīng)修理后結(jié)構(gòu)是否恢復(fù)強(qiáng)度要求并滿足適航條例規(guī)定仍需要理論分析做基礎(chǔ),并伴隨大量試驗(yàn)支持,試驗(yàn)研究可從試樣級(jí)到元件級(jí)再到部件級(jí),從簡(jiǎn)單結(jié)構(gòu)到復(fù)雜結(jié)構(gòu)逐步進(jìn)行。
復(fù)合材料修理技術(shù)需要不斷汲取新技術(shù),向優(yōu)質(zhì)、高效和低成本方向發(fā)展,成熟健全的修理技術(shù)是復(fù)合材料在航空結(jié)構(gòu)上的廣泛使用的有力保障。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等等方面的國(guó)內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國(guó)腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:龐雪潔
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國(guó)腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8135

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6475