
長纖維復合材料在風電葉片中的應用
2016-12-14 14:10:05
作者:本網整理 來源:玻纖情報網
分享至:


1、概述
風力發電是綠色能源的一種, 進入21 世紀,在全球的發展可以說是風起云涌。復合材料在新能源發展領域中的應用主要是用來制造風電機組的葉片。
隨著風力發電功率的不斷提高,捕捉風能的葉片也越做越大,對葉片的要求也越來越高,葉片的材料越輕,強度和剛度越高,葉片抵御載荷的能力就越強,葉片就可以做得越大,它的捕風能力也就越強,葉片長度也由原來的30——40 m 增加至60 m 以上。在葉片長度增加的同時,如何減輕風電葉片的重量成為了風電設備行業需要共同面對的問題。因此,輕質高強、耐蝕性好,具有可設計性的復合材料是目前大型風電葉片的首選材料。

2、長纖維復合材料在風力機葉片的應用現狀
隨著工業經濟的發展,長纖維增強熱塑性材料也隨之飛快發展,已成為增強塑料行業中增長最快的產業之一。長纖維增強熱塑性復合材料在歐美發達國家已得到大力發展。
2.1 玻璃纖維復合材料風力機葉片
(1)玻璃纖維增強聚酯樹脂的風力機葉片當葉片長度為19 m 時,其質量為1.8 t,長度增加到34 m 時,葉片質量為5.8 t ;葉片長度達到52 m 時,則其質量高達21 t ,因此需要尋找更好的材料以適應大型葉片發展的要求。
又如上海市崇明縣(一個大島),在近幾年內按能源規劃將已建成風力機發電2.7 萬臺,其數量十分驚人。我國沿海城市很多,如北方有大連、旅順、青島、煙臺、威海等;南方有海南島、珠海、汕頭、溫州、舟山島等,將有很大的發展應用前途。
(2)玻璃纖維材料,應用性能及優點用廢舊玻璃為原料, 經高溫熔劑、拉絲、絡紗、織布等工藝制得纖維布或織物。單絲直徑 1—— 20 μm,相當于 1/5 ——1/2 頭發絲。
玻璃纖維束由數百根甚至上千根單絲組成。玻璃纖維的應用性能可用于電絕緣、防腐、防潮、隔熱、隔聲、減震等。如風力機葉片,雷達罩等。
材料組成由熱塑性樹脂或熱固性樹脂(黏結劑)+ 玻璃纖維(增強填料)組成,又稱玻璃鋼。
牌號主要有:玻璃纖維增強聚酰胺( 尼龍),FRPA(Fiberreinforcement polyamide); 玻璃纖維增強聚碳酸酯,FRPC(Fiberreinforcement polycarbonate); 長纖維增強熱塑性復合材料,LFT;玻璃氈增強熱塑性復合材料,GMT等。
玻璃纖維增強材料的優點:
⊙抗拉強度高,δ < 3% ;
⊙彈性模量高,剛性好,復合制件尺寸穩定性好;
⊙不燃性,耐化學腐蝕;
⊙ 吸水性小;
⊙耐熱性好,不易燃燒;
⊙加工性好,可制成股、束、氈、織布;
⊙透明性好,可透過光線;
⊙價格便宜,可回收再利用。
2.2碳纖維復合材料風力機葉片
為了提高風能利用率,風力機單機容量不斷擴大,兆瓦級風力機已經成為風電市場的主要產品,并對葉片提出了更高的要求。由于碳纖維比玻璃纖維具有更高的比強度和比剛度(碳纖維復合材料的密度比玻璃纖維的密度小),因此大量地采用了碳纖維復合材料。目前,歐洲風力發電機容量3.6 MW 機組已批量安裝,還有4.2 MW、4.5 MW 和5 MW 機組也已不斷逐步安裝運行;美國經成功研制出容量 7 MW 風力發電機;英國正在研制容量10MW 的巨型風力發電機;德國容量5MW 風力發電機,其葉片長度為56m;丹麥V-90型風力發電機容量為3.0 MW,葉片長度為44 m ;西班牙Gamesa 風力發電機的葉片長度已達 90 m,由此可見,用碳纖維復合材料制造大型葉片勢在必行。
牌號主要有:日本東麗公司:T300、T400、T700、T800,T1000 等;美國赫克利(Hexcel): ① AS 系列:AS4,AS4C,AS4D, AS7 等; ② IM 系列:IM2A,IM2C、IM6、IM7、IM8、IM9、IM10 等。
3、長纖維復合材料葉片的生產工藝
長纖維復合材料葉片的生產工藝有如下3 種:
3.1 濕法成型(手糊成型)
手糊成型是一種傳統的復合材料成型方法,主要工作是用手工完成的,不需要專門的設備,所用的工具也非常簡單,但要求有一個成型的模具。隨著復合材料的應用領域不斷擴大,如綠色能源領域的風力發電,就要用到大量的復合材料漿葉。而目前這種大尺寸或超大尺寸的復合材料制件,大多是用手湖成型制造的。
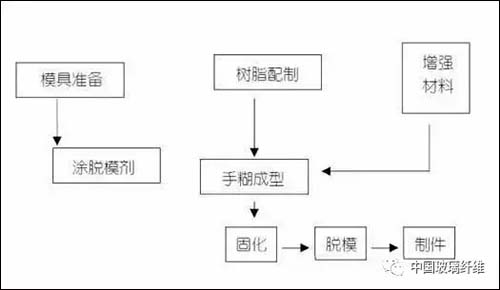
手糊成型工藝過程是:先在模具上涂刷含有固化劑的樹脂混合物,再在其上鋪貼一層按要求剪栽好的纖維織物,用刷子,壓輥或刮刀壓擠織物,使其均勻侵漬并排除氣泡后,再涂刷樹脂混合物和鋪貼第二層纖維織物,反復上述過程直至達到所需厚度為止。然后,通過抽真空或施加一定壓力使制件固化(冷壓成型),有的樹脂需要加熱才能固化(熱壓成型),最后脫模得到復合材料制品。其手糊成型的工藝流程見下圖所示。
手糊成型工藝的優點:
⊙不需復雜的設備,只需簡單的模具,工具,投資少,成本低;
⊙生產技術易掌握,人員只需經過短期培訓即可進行生產;
⊙復合材料產品不受尺寸,形狀的限制,如:大型游船、圓屋頂、水槽等均可;
⊙ 可與其它材料(如金屬、木材、泡沫等)同時復合制作成一體;
⊙對一些不宜運輸的大型制品(如大罐,大型屋面)皆可現場制作。
手糊成型工藝的缺點:
⊙不能用來制造高性能產品,生產效率低、速度慢、生產周期長,對于批量大的產品不太適合;
⊙產品質量不夠穩定, 影響質量的因素較多,如操作人員技能水平、制作環境、氣候變化等;
⊙生產環境差、氣味大、加工時粉塵多、勞保非常重要。
手糊成型工藝的優點是其它工藝方法所不能替代的,其存在的缺點,須在操作過程中不斷克服及改進。
3.2 干法成型(預浸料成型)
預浸料成型屬新新技術。纖維先制成預浸料,現場鋪放,加溫(或常溫)加壓固化,其生產效率高,現場工作環境好。
3.3 真空灌注成型工藝
真空灌注成型工藝是最新發展的葉片成型方法。它將纖維預成型體置于模腔中,然后注入樹脂,加溫加壓成型。它是目前世界上公認的低成本制造方法,發展迅速,應用廣泛。
4、結束語
近年來,長纖維復合材料代替鋼鐵在各領域中(如航空、船舶、汽車、地鐵等)的采用越來越多,這主要是高的比強度和比剛度,抗腐蝕性,工藝簡單,設備投資低,生產周期短等顯著優點。
為什么長纖維復合材料會受到如此青睞?這也許要從材料科技的總體發展趨勢來理解。現在,單一材料包括金屬,無機非金屬和有機高分子材料,在性能上繼續實現重大突破的余地已經有限,但現代高新技術,卻對材料提出了愈來愈高的要求,這就促使人們去研究開發更新的和更高效的材料。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:劉洋
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461