
干貨|航空航天材料下一個藍海——碳化硅陶瓷基復合材料行業深度報告
2017-07-21 09:27:32
作者:本網整理 來源:方正軍工研究
分享至:


CFM準備從2016年開始由CFM56的生產逐漸過渡到LEAP-X發動機,到2020年實現年產1700臺發動機。為實現這一產能需求,計劃投資7.5億美元,在美國密西西比州埃利斯維爾新建和擴建廠房,總面積擴至139350m2,用于量產CMC材料部件。
1)為了提高航空發動機的推重比和降低燃料消耗,最根本的措施是提高發動機的渦輪進口溫度。而渦輪前溫度與航空發動機熱端部件材料的最高允許工作溫度直接相關。陶瓷基復合材料是21世紀中可替代高溫合金的發動機熱端結構首選材料。
2)20世紀80年代,法國率先研制出SiC/SiC陶瓷基復合材料,并成功應用于M88-2發動機和F100型發動機。法國賽峰集團設計的陶瓷基復合材料(CMC)尾噴口在2015年6月16日搭載在CFM56-5B發動機上完成了首次商業飛行。CFM公司針對單通道客機的新一代發動機LEAP-X預計于2016年投放市場。
3)GE公司預測:2013-2023年航空發動機市場對CMC的需求將遞增10倍。2013年6月GE投資1.25億美金建設1.16萬m2的生產基地。為確保高端SiC纖維的供應,2012年4月GE還攜手SNECMA對外發布,將聯合日本碳素公司合資成立NGS公司,生產和銷售“Nicalon”品牌SiC連續纖維。GE正努力將CMC應用到發動機的各種部件,預計到2016~2018年間將日產800個CMC成品部件。CFM準備從2016年開始由CFM56的生產逐漸過渡到LEAP-X發動機,到2020年實現年產1700臺發動機。為實現這一產能需求,計劃投資7.5億美元,在美國密西西比州埃利斯維爾新建和擴建廠房,總面積擴至139350m2,用于量產CMC材料部件。
4)SiC纖維位于SiC/SiC陶瓷基復合材料的上游,是整個產業鏈至關重要的一環。目前世界上僅日本和美國能批量提供通用級和商品級的SiC纖維,已實現產業化產能達百噸級的僅有日本碳公司和日本宇部興產株式會社。根據纖維組成、結構及性能的發展變化過程,先驅體法制備的SiC纖維可分為三代,第一代為高氧碳SiC纖維,第二代為低氧高碳含量SiC纖維,第三代為近化學比SiC纖維。
5)我國從20世紀80年代開始,就有張立同院士領導的西北工業大學研發團隊,以及中航工業復材中心、航天材料及工藝研究所、國防科大、中科院硅酸鹽研究所等單位先后跟蹤國際前沿啟動研發工作。我國研究SiC纖維的主要單位有國防科技大學、廈門大學等,并取得了卓有成效的成果;蘇州賽力菲陶纖有限公司是我國首家成功實現連續SiC纖維產業化生產的企業。目前國內已經突破第二代SiC纖和SiC/SiC復合材料研制關鍵技術,具備了構件研制和小批量生產能力,但在工程產業化方面與西方發達國家尚存在明顯差距。
目錄
1.SIC/SIC陶瓷基復合材料概述
1.1SIC/SIC陶瓷基復合材料——航空發動機高溫合金首選替代材料
1.2SIC/SIC陶瓷基復合材料的性能特點
2.SIC/SIC陶瓷基復合材料構件的應用
2.1SIC/SIC陶瓷基復合材料構件的應用趨勢
2.2國外SIC/SIC陶瓷基復合材料研制脈絡
2.3世界三大航空發動機巨頭對陶瓷基復合材料的應用研究
2.3.1GE公司
2.3.2羅·羅公司
2.3.3普·惠公司
3.SIC/SIC陶瓷基復合材料制造工藝與加工工藝
3.1SIC/SIC陶瓷基復合材料制造工藝
3.2SIC/SIC陶瓷基復合材料加工工藝
4.SIC纖維概述
4.1SIC纖維生產工藝
4.2SIC纖維的代際劃分及主要性能
5.國內SIC陶瓷基復合材料及SIC纖維研制概況
5.1國內SIC陶瓷基復合材料構件研制情況
5.2國內SIC纖維研制情況
6.SIC陶瓷基復合材料構件及SIC纖維市場前景
6.1國際航空發動機巨頭對SIC陶瓷基復合材料市場前景的判斷
6.2SIC陶瓷基復合材料在我國航空航天發動機領域的應用前景
一、SiC/SiC陶瓷基復合材料概述
SiC/SiC陶瓷基復合材料——航空發動機高溫合金首選替代材料
為了提高航空發動機的推重比和降低燃料消耗,最根本的措施是提高發動機的渦輪進口溫度。數據顯示航空發動機渦輪前溫度每提高100度,在發動機尺寸不變的條件下,推重可以增加10%。渦輪前溫度與航空發動機熱端部件材料的最高允許工作溫度直接相關。
50至60年代,發動機熱端部件材料主要是鑄造高溫合金,其使用溫度為800~900°C;70年代中期,定向凝固超合金開始推廣,其使用溫度提高到接近1000°C;進入80年代以后,相繼開發出了高溫單晶合金、彌散強化超合金以及金屬間化合物等,并且熱障涂層技術得到了廣泛的應用,使熱端部件的使用溫度提高到1200~1300°C,已接近這類合金熔點的80%。雖然通過各種冷卻技術可進一步提高渦輪進口溫度,但作為代價降低了熱效率,增加了結構復雜性和制造難度,而且對小而薄型的熱端部件難以進行冷卻,因而再提高的潛力極其有限。
陶瓷基復合材料正是人們預計在21世紀中可替代高溫合金的發動機熱端結構首選材料。
陶瓷材料的耐高溫、低密度、高比強、高比模、抗氧化和抗燒蝕等優異性能,使其具有替代金屬成為新一代高溫結構材料的潛力。但陶瓷材料的脆性大和可靠性差等致命弱點阻礙了它的實用化。而連續纖維增強陶瓷基復合材料(CFRCMC,Continuous Fiber Reinforced Ceramic Matrix Composites,簡稱CMC)彌補了陶瓷材料的短板。
它基于陶瓷組分,采用高強度、高彈性纖維與成分相同或相近的陶瓷基體相互復合而成。由連續纖維補強增強陶瓷基體復合成材的混搭組合,類似于“鋼筋+混凝土”的優勢互補,連續的陶瓷纖維根據需要,可編織成二維或三維的“鋼筋”骨架(即纖維預制體)、“混凝土”則為骨架周圍緊密填充的陶瓷基體材料“水泥”,形成“1+1>2”的效果,具備高比模、耐高溫、抗燒蝕、抗粒子沖蝕、抗氧化和低密度的優勢。它可以具有類似金屬的斷裂行為、對裂紋不敏感、沒有災難性損毀。連續纖維增強陶瓷基復合材料主要包括碳纖維增強碳化硅(C/SiC)和碳化硅纖維增強碳化硅(SiC/SiC)兩種。由于C/SiC抗氧化性能較SiC/SiC差,國內外普遍認為,航空發動機熱端部件最終獲得應用的是SiC/SiC。
SiC/SiC陶瓷基復合材料的性能特點
SiC/SiC陶瓷基復合材料是指在SiC陶瓷基體中引入SiC纖維作為增強材料,形成以引入的SiC增強纖維為分散相,以SiC陶瓷基體為連續相的復合材料。
SiC/SiC陶瓷基復合材料保留了SiC陶瓷耐高溫、高強度、抗氧化、耐腐蝕、耐沖擊的優點,同時兼具SiC纖維增強增韌作用,克服了SiC陶瓷斷裂韌性低和抗外部沖擊載荷性能差的先天缺陷。這種材料可以在1316°C的高溫環境下保待其理化特性不退化。當SiC/SiC材料表面噴有熱障涂層時,其最高工作溫度可繼續增加至1480°C。盡管現代商用發動機渦輪前溫度可達1650°C,額外的170°C溫差仍需采用壓氣機引氣冷卻來彌補,但這一引氣量相比使用傳統高溫合金材料的葉片已大為減少。
據初步計算,采用耐溫1480°C的CMC材料高壓渦輪葉片可使發動機燃油消耗率降低6%。同時,采用CMC材料制成的燃燒室高溫襯墊所需的冷卻氣量也大幅減少,進而降低冷卻空氣同燃油摻混后不完全燃燒生成氮氧化物的機會,其氮氧化物的減排潛力可達33%。
二、SiC/SiC 陶瓷基復合材料構件的應用
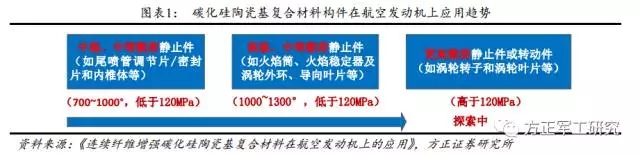
SiC/SiC陶瓷基復合材料構件的應用趨勢
SiC/SiC陶瓷基復合材料在航空領域的應用主要包括發動機燃燒室內襯、燃燒室筒、噴口導流葉片、機翼前緣、渦輪葉片和渦輪罩環等部位。
國外在碳化硅陶瓷基復合材料構件的研究與應用方面,基于先易后難(先靜止件后轉動件,從低溫到高溫)的發展思路,首先發展中溫和中等載荷的靜止件,例如尾噴管調節片/密封片和內椎體等;再發展高溫、中等載荷靜止件,例如火焰筒、火焰穩定器及渦輪外環、導向葉片。更高載荷的靜止件或轉動件,例如渦輪轉子和渦輪葉片還處于探索階段。
國外 SiC/SiC陶瓷基復合材料研制脈絡
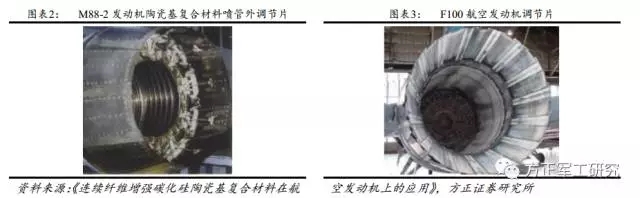
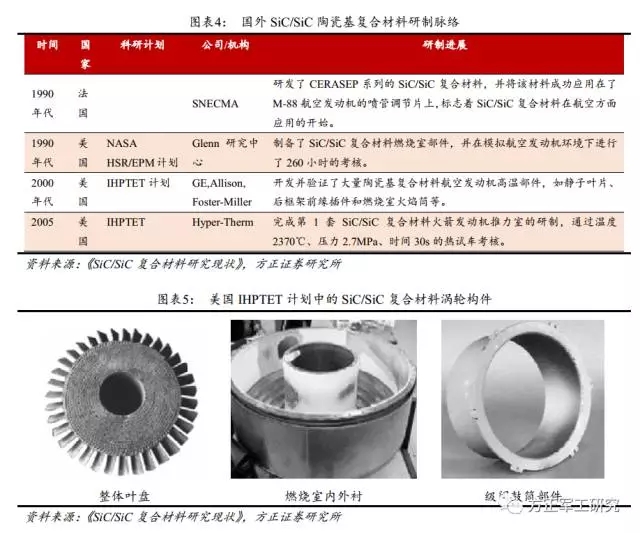
20世紀80年代,法國率先研制出牌號為CERASEPR系列的SiC/SiC陶瓷基復合材料,并成功應用于M88-2發動機(配套法國陣風戰斗機)噴管外調節片和F100型發動機(配套美國F-15/F-16戰斗機)調節片上。
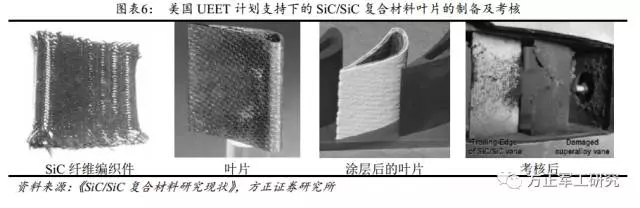
隨后各個國家持續加大對SiC/SiC陶瓷基復合材料制造技術領域投入,如美國NASA的HIPTET、HSR/EPM和UEET計劃,日本的AMG計劃等,SiC/SiC陶瓷基復合材料制造技術逐漸成熟,應用范圍也日益廣泛。據報道,SiC/SiC陶瓷基復合材料目前已經成功應用于F110-GE-129發動機尾噴管、F136發動機渦輪葉片、F414發動機和CFMLEAPX發動機渦輪罩環等構件。


CFM是GE和法國賽峰集團(SAFRAN)旗下斯奈克瑪公司(SNECMA)對半合資成立的公司,已向波音和空客提供了2.5萬余臺中型客機用噴氣發動機。其經典之作CFM-56是全球裝機最多的一款發動機產品,堪稱傳奇。
法國賽峰集團設計的陶瓷基復合材料(CMC)尾噴口在2015年6月16日搭載在CFM56-5B發動機上完成了首次商業飛行。賽峰通過旗下兩家公司Herakles和SNECMA設計、制造了該尾噴口驗證件并進行了地面試驗。在2012年于A320上執行了初始試驗后,CMC尾噴口驗證件于2015年4月2日通過歐洲航空安全局(AESA)商業飛行使用認證。賽峰認為這項認證確認了其開發先進CMC零件的能力,能夠滿足日益增長的航空要求。
CFM公司針對單通道客機的新一代發動機LEAP-X預計于2016年投放市場,該發動機將配備由CMC材料制造而成的高壓渦輪導向葉片。這被業內公認為商用發動機制造技術的又一次革新。
世界三大航空發動機巨頭對陶瓷基復合材料的應用研究
1、GE 公司
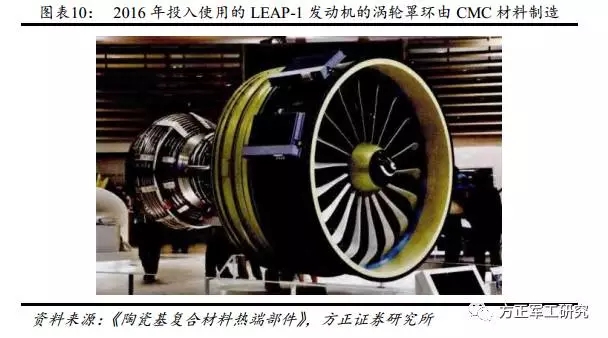
21世紀初,GE公司引入CMC材料制造地面燃機的渦輪罩環,同時從靜子部件、開始擴展CMC在噴氣發動機上的應用范圍。2016年投入使用的LEAP-1發動機的渦輪罩環由CMC材料制造,將實現CMC在商用航空發動機上的首次應用。一旦GE9X發動機在2020年之后投入使用,將極大擴展CMC在商用發動機上的應用范圍。該發動機的燃燒室火焰筒、第一級高壓渦輪噴管和罩環以及第二級高壓渦輪噴管都由CMC制造。
2015年初,GE9X發動機的首個全套CMC零部件在一臺改造過的GEnx-1B發動機上開始試驗。2014年末,GE在一臺F414渦扇發動機平臺上驗證了由CMC制成的低壓渦輪葉片的耐溫性和耐久性,這是CMC材料在旋轉部件上的首次成功應用。
2、羅· 羅公司
羅·羅計劃將CMC引入其軍民用發動機產品線。其計劃內容包括在Advance系列的較小型號發動機上使用帶有CMC內襯的無罩環渦輪以及urtraFan概念里的CMC噴管。2015年前后,羅羅公司還與Orbital-ATK公司一道加入了波音公司的787環保演示驗證機項目,在美國聯邦航空管理局(FAA)的Cleen項目指導下利用一臺Trent1000發動機測試陶瓷噴管。試驗結果顯示CMC材料系統的耐高溫性能超過了超合金,重量比鈦合金降低了20%,有效降低了燃油消耗。
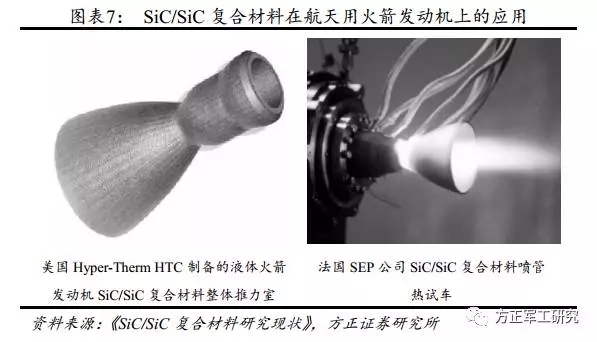
羅·羅公司2015年收購了位于美國加州的專業CMC生產商Hyper-Therm公司,該公司與NASA合作開發了首先用于液體火箭推進系統的主動冷卻、連續纖維增強SiC基復合材料推力室。
3、普· 惠公司
普·惠公司十分注重耐高溫陶瓷基復合材料在軍民用發動機熱端轉子部件上的應用研究,而對CMC在熱端靜子部件上的應用效果卻并不看好。一部分原因源于普·惠新發動機的低壓渦輪級數配置,另一部分原因則是普·惠更加偏愛現金合金材料的熱傳導性能。與其他廠商5~7級的低壓渦輪相比,普·惠發動機的低壓渦輪只有3級,因此普惠主要關注能夠承受2700°C以上高溫的CMC材料,并認為CMC應用于轉子件上才能帶來最大收益。普·惠還打算在未來高壓渦輪轉子葉片上使用耐高溫能力更強的CMC材料,這也是CMC材料低密度特性的價值所在。
普·惠公司認為,除制造成本外,CMC在靜子件的應用還面臨很多問題,其中一個問題就是熱傳導性。CMC的傳熱性相對較弱,而靜子部件的重量要求又沒有轉子部件那么苛刻,因此具有更強傳熱能力的合金材料可能比CMC更適合制造靜子部件。
三、SiC/SiC陶瓷基復合材料制造工藝與加工工藝
SiC/SiC陶瓷基復合材料制造工藝
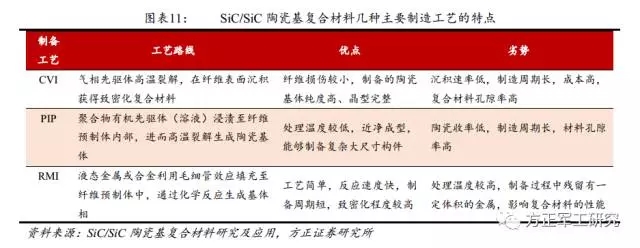
SiC/SiC陶瓷基復合材料的制造工藝主要包括聚合物浸漬裂解工藝(PIP,Polymer Infiltration and Pyrolysis)、化學氣相滲透工藝(CVI,Chemical Vapor Infiltration)和反應浸滲工藝(RI,Reaction Infiltration)等。日本和法國分別以PIP和CVI技術見長,德國在RMI技術領域技術世界領先,美國以CVI和PIP技術為主。目前在SiC/SiC陶瓷基復合材料制造工藝領域領先的研究機構主要有法國Boreleaux大學、美國Oak-Ridge國家實驗室和日本OsakaPrefecture大學等。上世紀七十年代初期法國Bordeaux大學Naslian教授發明了CVl制造連續纖維增韌碳化硅陶瓷基復合材料(簡稱CMC-SIC)的新方法,現已發展成為工程化技術,而后美國購買了法國專利。
SiC/SiC陶瓷基復合材料加工工藝
由于SiC/SiC陶瓷基復合材料的硬度大,特別是材料由基體、纖維等多部分構成,具有明顯的各向異性,加工后SiC/SiC陶瓷基復合材料的表面形貌、尺寸精度和位置精度等對構件的安全性、可靠性和使用壽命等都有重要影響,已成為制約SiC/SiC陶瓷基復合材料構件工程化應用的主要瓶頸之一。
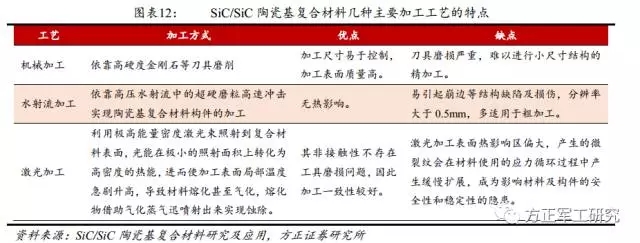
SiC/SiC陶瓷基復合材料的加工主要包括切邊、鉆孔、三維成型和微槽成型等內容。加工工藝主要包括機械加工、水射流加工、激光加工3類。
四、SiC 纖維概述
SiC纖維生產工藝
SiC/SiC陶瓷基復合材料通常由SiC纖維、界面層、SiC陶瓷基體和熱防護涂層組成。
SiC纖維位于SiC/SiC陶瓷基復合材料的上游,是整個產業鏈至關重要的一環。由于SiC纖維有著其它纖維無可替代的作用,發達國家紛紛投入大量資金致力于此類陶瓷纖維的研制與開發。目前世界上僅日本和美國能批量提供通用級和商品級的SiC纖維,已實現產業化產能達百噸級的僅有日本碳公司和日本宇部興產株式會社,典型產品牌號分別為Nicalon NL-200及Tyranno Lox M。
目前制備連續SiC纖維的方法主要有:先驅體轉化法(3P, Preceramic Polymer Pyrolysis)、化學氣相沉積法(CVD,Chemical Vapor Deposited)、活性碳纖維轉化法(CVR,Chemical Vapor Reaction)等。其中,化學氣相沉積法已逐漸被淘汰,先驅體轉化法是目前比較成熟且已實現工業化生產的方法,是SiC纖維制備研究的主流方向。

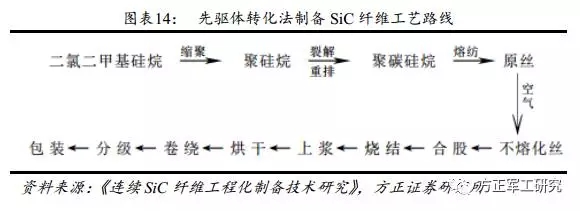
先驅體轉化法制備SiC纖維,其工藝路線可分為聚碳硅烷(PCS)合成、熔融紡絲、不熔化處理和高溫燒成4大工序,即首先由二甲基二氯硅烷脫氯聚合為聚二甲基硅烷,再經過高溫(450~500℃)熱分解、重排、縮聚轉化為聚碳硅烷;在250~350℃下,聚碳硅烷在多孔紡絲機上熔紡成連續聚碳硅烷纖維,再經過空氣中約200℃的氧化交聯得到不熔化聚碳硅烷纖維,最后在高純氮氣保護下1000℃以上裂解得到SiC纖維。
SiC纖維的代際劃分及主要性能
1975年日本東北大學的Yajima(矢島圣使)教授用先驅體轉化法成功開發出連續SiC纖維,奠定了先驅體法制備SiC纖維工業化的基礎。1978年日本碳公司取得Yajima教授的SiC纖維專利實施權后,在日本新技術開發事業團的支持下,組織國內30多名頂級材料專家,經近10年的努力,耗資約11億日元,于1989年完全實現了纖維的工業化生產,產品以Nicalon商品名正式進入市場銷售。日本宇部興產公司也于1988年產業化制成功另一種連續Si-Ti-C-O纖維,以Tyranno商品名銷售。美國也于同期制備了多晶纖維,并以Sylramic商品名銷售。
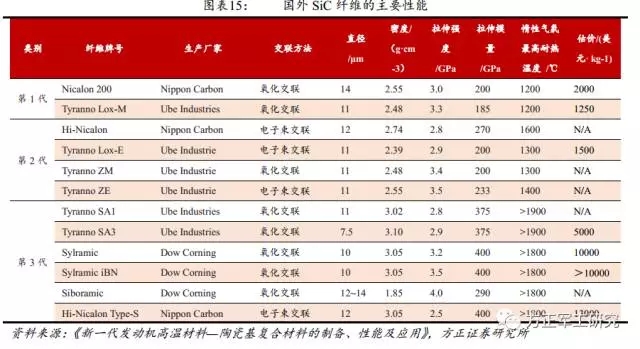
根據纖維組成、結構及性能的發展變化過程,先驅體法制備的SiC纖維可分為三代,第一代為高氧碳SiC纖維,第二代為低氧高碳含量SiC纖維,第三代為近化學比SiC纖維。其中,第一、二代SiC纖維基本是低密度、高碳含量、無定形纖維,其耐溫性能一般不超過1300℃;第三代為高密度、近化學計量比、多晶SiC纖維,其耐溫性能大于1700℃,能夠滿足許多尖端裝備需要。
第一代SiC纖維:以日本碳素公司(NipponCarbon)的Nicalon200纖維和宇部興產(UbeIndustries)的TyrannoLOX-M纖維為代表的高氧碳SiC纖維,一代纖維均采用氧化交聯方式,最終纖維中的氧質量分數為10%~15%,當使用溫度達到1200℃以上,纖維中的SiCxOy相發生分解反應,納米SiC晶體長大,導致力學性能急劇下降。
第二代SiC纖維:以日本碳素公司的Hi-Nicalon纖維和宇部興產公司的TyrannoLOX-E、TyrannoZM和TyrannoZE等低氧、高碳含量SiC纖維為代表,主要采用電子束交聯,第二代SiC纖維中氧的質量分數降低,自由碳的質量分數相對較高,SiC晶粒尺寸較第一代大,纖維使用溫度由1200℃提高到1300℃。
第三代SiC纖維:以日本碳素公司的Hi-NicalonTypeS、宇部興產的TyrannoSA以及美國道康寧(DowCorning)公司的Sylramic等牌號的近化學計量比SiC纖維為代表,在組成上接近SiC化學計量比,游離碳和雜質氧含量明顯降低,在結構上表現為高結晶度的SiC多晶結構,其耐溫能力大幅提升至1700℃。
五、國內 SiC 陶瓷基復合材料及 SiC 纖維研制概況
國內SiC陶瓷基復合材料構件研制情況
我國從20世紀80年代開始,就有張立同院士領導的西北工業大學研發團隊,以及中航工業復材中心、航天材料及工藝研究所、國防科大、中科院硅酸鹽研究所等單位先后跟蹤國際前沿啟動研發工作。“硅陶瓷基復合材料”課題被列入總裝“九五”預研計劃,要求該課題在“九五”期間完成制備工藝研究,并對CMC-SiC的模擬件在發動機試驗臺上考核,結果僅用5年時間就實現了由制造工藝研究到構件考核的跨越。
目前國內已經突破第二代SiC纖維和SiC/SiC復合材料研制關鍵技術,具備了構件研制和小批量生產能力,但在工程產業化方面與西方發達國家尚存在明顯差距。根據西北工業大學張立同院士2003年1月發表在《航空制造技術》上的《新型碳化硅陶瓷基復合材料的研究進展》,“我國高推重比航空發動機的研制對陶瓷基復合材料也提出了需求,CMC-SiC燃燒室浮壁模擬件和尾噴管調節片構件已分別在發動機試驗臺和發動機上成功地進行了初步驗證。”;“西北工業大學超高溫復合材料實驗室經過近7年的努力,自行研制成功擁有自主知識產權的CVI法制備CMC-SiC的工藝及其設備體系,CVI-CMC-SiC的整體研究水平已躋身國際先進行列。”;“目前已成功研制了20余種160余件CVI-CMC-SiC構件,其中液體火箭發動機全尺寸C/SiC噴管通過了高空臺試車,CMC-SiC浮壁瓦片模擬件和調節片分別通過了航空發動機環境的短時間考核,C/SiC固體火箭發動機導流管通過了無控飛行考核。”由此可見早在十余年前我國碳化硅陶瓷基復合材料的工程化研制工作就已取得較大進展。
根據2006年10月西工大張立同院士及廈門大學陳立富教授聯合署名發表的《高性能碳化硅陶瓷纖維現狀、發展趨勢與對策》,“我國已打破國際封鎖,自主攻克了碳化硅陶瓷基復合材料構件批量制造技術,但是由于缺少高性能SiC纖維,目前只能用碳纖維代替。但是碳纖維耐氧化性差,嚴重限制了SiC/SiC在高溫長時熱力氧化環境中的應用,不能滿足航空發動機熱結構部件的要求。”由此可見,十年前我國SiC纖維的研制工作尚無法滿足下游結構件的發展需要。
國內 SiC 纖維研制情況
SiC纖維因其特殊性,一直被作為軍事敏感材料,國外對我國實行技術封鎖和產品壟斷。國內必須獨立自主的開發和研究SiC纖維,尤其是耐超高溫的SiC纖維,才能促進國內先進復合材料的發展和武器裝備的研制,提高我國軍事實力和綜合國力。我國研究SiC纖維的主要單位有國防科技大學、廈門大學等,并取得了卓有成效的成果;蘇州賽力菲陶纖有限公司是我國首家成功實現連續SiC纖維產業化生產的企業。我國從20世紀80年代開始SiC纖維的研究,比日本晚8年左右,而與美國和德國幾乎同步。
20世紀90年代和21世紀初,國防科技大學和廈門大學分別開展了含鋁SiC纖維和低氧SiC纖維、含雜SiC纖維的研究。在師昌緒、才鴻年、張立同和劉大響等一批院士的建議和支持下,這些研究獲得國家有關科技計劃的支持。國防科技大學是我國最早開展先驅體法制備SiC纖維和含鈦SiC纖維研究的單位,經歷了實驗室制得短纖維到制備連續纖維和工業化開發過程。以馮春祥教授為首的科研團隊經過艱苦的探索,于1991年建成了國內第一條連續碳化硅纖維實驗生產線。目前已建成了產能500kg/年的SiC纖維中試生產線,制得了具有較好力學性能的連續SiC纖維及含鈦碳化硅纖維。

中國工程院張立同院士的領導下,廈門大學特種先進材料實驗通過自主開發以及與國際合作研制,形成了國際先進、國內唯一的高性能連續陶瓷纖維的制造平臺。制得的SiC纖維性能接近日本同類產品水平,目前正在進行小批量生產技術的完善。廈門大學的特色在于通過電子束輻射和熱化學交聯的方式,實現了SiC原絲纖維的非氧氣氛交聯,制得低氧含量的交聯纖維,再經過高溫燒成制得低氧含量的高耐溫SiC纖維。
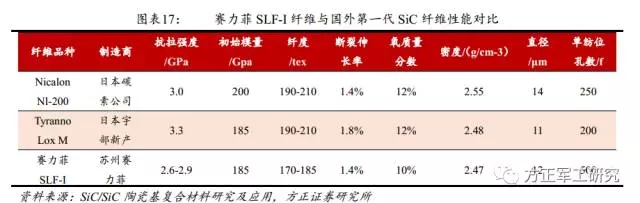
蘇州賽力菲陶纖有限公司(簡稱蘇州賽力菲)2005開始進行碳化硅材料研發,技術來源于國防科大。2011年,蘇州賽力菲成功實現連續SiC纖維的產業化,并開始向國內相關單位提供可用纖維,使我國成為繼日本和美國后又一個能實現連續SiC纖維產業化的國家。目前蘇州賽力菲已經實現連續第一代SiC纖維SLF-I纖維的工程化生產,基本突破第二代SiC纖維制備關鍵技術,2~3年時間內可實現連續第二代SiC纖維工程化生產(年產能噸級)。
與國外產品相比,賽力菲SLF-I纖維的力學性能與編制性能接近或達到國外產品,但在綜合性能和產能上仍有一定的差距。目前蘇州賽力菲陶纖有限公司已經實現產能噸級連續SiC纖維,產能10噸/年的產業化基地正在建設中。
六、SiC 陶瓷基復合材料構件及 SiC 纖維市場前景
國際航空發動機巨頭對SiC陶瓷基復合材料市場前景的判斷
來自GE公司官方的預測:2013-2023年航空發動機市場對CMC的需求將遞增10倍。據此,為應對CMC部件需求增長帶來的產能壓力,2013年6月GE投資1.25億美金,在美國北卡羅萊納州的阿什維爾建設1.16萬m2的生產基地,用以支撐LEAP-X發動機CMC部件的量產,也為日后GE9X發動機供應所需CMC批產部件,并將逐步應用到為波音787和747-8提供動力的GEnx上,以及在CFM的新一代LEAP發動機上全面推廣。
為確保高端SiC纖維的供應,2012年4月GE還攜手SNECMA對外發布,將聯合日本碳素公司合資成立NGS公司(NGSAdvancedFibersCo.Ltd.),生產和售“Nicalon”品牌SiC連續纖維,以確保“兩強”對CMC關鍵原材料SiC纖維的持續供應能力。
GE正努力將CMC應用到發動機的各種部件,包括渦輪葉片升級用到F414中,預計到2016~2018年間將日產800個CMC成品部件,以兌現大力拓展CMC發動機部件應用的承諾。CFM準備從2016年開始由CFM56的生產逐漸過渡到LEAP-X發動機,到2020年實現年產1700臺發動機。為實現這一產能需求,計劃投資7.5億美元,在美國密西西比州埃利斯維爾新建和擴建廠房,總面積擴至139350m2,用于量產CMC材料部件。
SiC陶瓷基復合材料在我國航空航天發動機領域的應用前景
根據《中國航天報》2014年5月的報道,中國航天科技集團公司六院11所研制生產的陶瓷基復合材料噴管首次參加地面試車,順利通過了發動機方案驗證。
根據中國商用航空發動機公司研究員2014年發表在《航空制造技術》的《商用航空發動機陶瓷基復合材料部件的研發應用及展望》,我國商用航空發動機處在追趕先進的研制階段,不遠的將來,也將推出裝配具有自主知識產權CMC部件的國產長江系列商用航空發動機。
由此可見,我國航空航天發動機產業對SiC陶瓷基復合材料的研制正在穩步推進。SiC陶瓷基復合材料與SiC纖維應用前景值得期待。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
投稿聯系:編輯部
電話:010-62313558-806
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 航空, 航天, 碳化硅陶瓷基復合材料, 碳化硅陶瓷基, 復合材料
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461