
熱噴涂技術在鋁合金發動機中的應用
2017-09-04 09:39:32
作者:本網整理 來源:搜狐網
分享至:


為減輕發動機重量、降低燃油消耗,實現節能減排,汽車制造商開發了在鋁合金缸孔表面噴涂涂層取代傳統鑲嵌鑄缸套的先進工藝。為推動缸孔噴涂技術在國內汽車市場的應用進程,本文對鋁合金缸孔應用等離子噴涂工藝展開了研究及試驗分析。
為了降低燃油消耗和CO2的排放,汽車的輕量化成為大家關注的焦點之一。國外的大眾、奔馳和福特等公司采用在鋁合金缸孔表面噴涂涂層的技術取代鑲嵌鑄缸套的工藝,以達到發動機減重、降低油耗和排放的目的,目前部分機型已達到量產水平,缸孔噴涂工藝已從研發階段逐步進入實用化階段,在發動機上的應用愈來愈為廣泛。
為推動缸孔噴涂技術在國內汽車市場的應用進程,本文對等離子單絲噴涂工藝展開了研究及試驗分析。
等離子單絲噴涂技術原理
金屬絲材為陽極,鎢極為陰極,陽極和陰極之間產生高頻率電弧,等離子氣體(氦、氫、氮或其混合氣體)流經電極之間被電離,產生幾厘米長的等離子火焰(中心溫度可高達16 000℃)。噴涂絲材進給至等離子火焰中心被迅速加熱到熔融狀態,并在霧化高壓氣體(氮氣或壓縮空氣)的作用下高速噴打在已毛化處理的缸孔內壁,形成0.3~0.5 mm厚的涂層,如圖1所示。
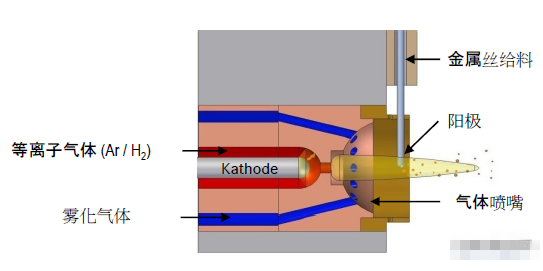
圖1 等離子單絲噴涂原理
據資料顯示,噴涂技術能夠實現缸孔摩擦系數降低20%~30%、機油耗降低50%、燃油耗降低2%~4%以及CO2排放降低2%~4%的效果,同時可減輕發動機重量,并提高缸孔耐腐蝕能力。
等離子噴涂工藝流程
通過與國外噴涂廠家的交流,我們試制了噴涂缸體,掌握了等離子噴涂的工藝流程:缸孔精鏜—缸孔毛化—清洗—缸孔噴涂—過噴涂處理—最終珩磨。在此,對噴涂工藝的關鍵工序(見圖2)展開分析。
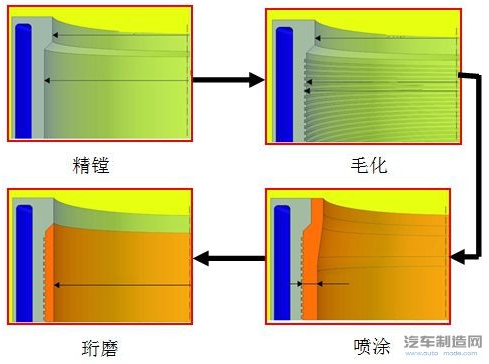
圖2 噴涂工藝的關鍵工序
1.缸孔毛化
噴涂前需對缸孔內壁進行機械毛化,加工出類似燕尾槽的槽型,使涂層與內壁溝槽形成機械咬合,以提高涂層結合強度。圖3所示為毛化刀具及加工槽型。
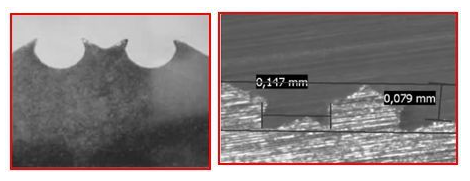
圖3 刀具圖片及加工槽型
毛化刀具主要由國外刀具供應商聯合發動機廠家合作開發,均設有專利保護。目前已成功研發并成熟應用的刀具廠家包括瑪帕、瓦爾特和鈷領等。
2.缸孔清洗
毛化處理后必須對缸孔表面進行清洗,去除油污、碎屑及毛刺,保證缸孔內壁的清潔度以提高涂層與缸孔的結合強度。通常采用國產三工位清洗機即可滿足要求:整體噴淋—缸孔定位清洗—壓縮空氣吹干。同時需在清洗工位后設置SPC檢測站,對毛化后缸孔尺寸進行檢測,主要檢測內容為缸孔直徑、位置度。
3.缸孔噴涂
(1)噴涂材料
根據產品性能要求的不同噴涂絲材也不盡相同,主要包括低碳鋼、中碳鋼、高碳鋼以及不銹鋼材料。具體分析如下:
① 低碳鋼:成本最低,可實現噴涂涂層與常規活塞環的良好匹配;
② 中碳鋼:噴涂涂層可改善缸孔耐磨性和抗腐蝕性,推薦采用氮化活塞環進行匹配;
③ 高碳鋼:噴涂涂層具有很高的耐磨性,常用于柴油發動機;
④ 不銹鋼:噴涂涂層具有極高的耐磨性及抗腐蝕性,常用于EGR技術發動機。
目前,國內材料供應體系已非常成熟,如北京礦冶研究總院、廣州三鑫和佛山先進設備等公司。
(2)噴涂工藝
對于直徑75mm、長度130mm的內孔,采用德國某公司的等離子單絲噴涂設備進行噴涂,材料為含碳量0.8%的碳鋼絲材,噴涂工藝參數控制如表1所示。
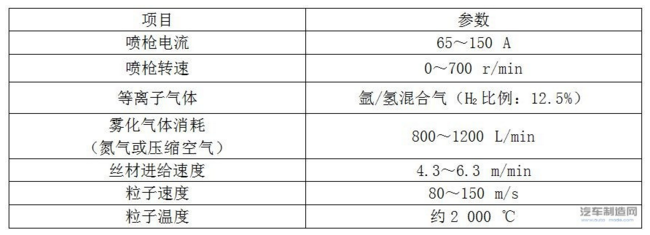
表1 噴涂工藝參數控制
對噴涂后的涂層進行檢測,獲得如下數據:涂層硬度400~500 HV,較鑄鐵缸套硬度明顯提高,耐磨性增強;涂層結合強度40~50 MPa,保證涂層在發動機運轉過程中不會脫落;涂層厚度0.15 mm,大大低于鑄鐵缸套厚度,可實現缸體減重1.2 kg,且較薄的涂層也在一定程度上提高了缸孔導熱性,降低發動機工作時氣缸內壁的溫度;同時由于涂層本身固有的微孔特性,可以增加儲油量,配合涂層中含有的FeO、Fe3O4等氧化物(固體潤滑劑),更好地保證了活塞環與缸套的潤滑效果。資料顯示,在戴姆勒某發動機上采用噴涂技術后摩擦功比原來鑄鐵缸套(30°網紋夾角)減少20%,機油消耗減少50%。
為確保噴涂過程的一致性,需對噴涂工藝參數進行在線監測,以確保涂層性能的穩定及可靠。在線監測主要參數為噴涂粒子的速度及溫度,常用的檢測設備有Tecnar公司的DPV eVOLUTION、Accuraspray G3C和Oseir公司的SprayWatch在線監測系統;SprayWatch在線監測系統采用數字成像技術原理,利用CCD 相機產生噴涂數字化影像,一次性捕捉34 mm×27 mm×25 mm 體積范圍內的幾千個小成像點,獲取幾百行列的有效信息。通過測量粒子飛行時間確定粒子速度,通過雙色高溫測量法測量粒子溫度。
4.涂層珩磨
噴涂后的缸孔仍需采用珩磨工藝,以滿足產品使用要求。針對涂層的材料和噴涂表面形狀,涂層表面存在微小的波浪形貌,當涂層厚度控制在0.55 mm以內時,噴涂不會影響珩磨后的缸孔位置度,采用與現行鑄鐵缸套相同的浮動珩磨工藝即可滿足珩磨要求。不同的是,需對珩磨條粒度、材質進行優化并調整相關珩磨參數,以保證噴涂涂層的珩磨要求。珩磨噴涂后的缸孔的工藝要求如表2所示。
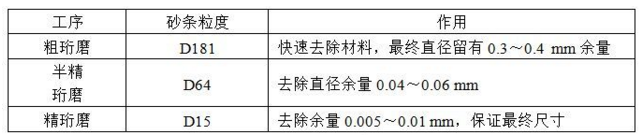
表2 珩磨噴涂后的缸孔的工藝要求
噴涂試驗分析
采用等離子單絲噴涂技術,對某直徑75 mm鋁合金缸體噴涂高碳鋼材料,并裝配整機進行發動機臺架驗證。試驗結果表明,缸孔涂層在經過400 h可靠性試驗后涂層無拉缸、劃傷和剝離等異常磨損現象;主要性能參數指標,如發動機功率、扭矩和活塞漏氣量等,均滿足標準要求。
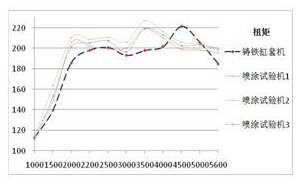
圖4 發動機功率、扭矩曲線
從圖4所示的功率、扭矩曲線可以看出,采用噴涂技術后,發動機功率、扭矩有明顯提升,尤其是中低速扭矩提升幅度非常可觀,最大提升約20 Nm(9%)。
結語
缸孔噴涂在發動機制造領域屬于一種先進且成熟的技術。試驗結果顯示,鋁合金缸孔噴涂技術可以替代鑲嵌鑄鐵缸套工藝并滿足發動機使用要求。為減少汽車排放,提高環境質量,在汽車電動技術尚未完全普及的情況下,在國內進行噴涂技術的轉化及應用具有非常重大的意義。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:殷鵬飛
投稿聯系:編輯部
電話:010-62313558-806
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461