
深海油氣輸送用高強度厚壁抗硫海洋管開發
2017-10-31 09:52:22
作者:本網整理 來源:中國腐蝕與防護網
分享至:



海洋中蘊藏著巨大的油氣資源,隨著陸地及近海油氣資源的日漸枯竭,深水和超深水的油氣資源的勘探開發已經成為世界油氣開采的重點領域[1]。隨著海上油氣田開發的迅速發展,海底油氣輸送管道已成為廣泛用于海洋石油工業的重要運輸手段[2]。海底管道由于埋入海底泥土中或浸于海水中,受潮水、暗流、涌動、微生物、腐蝕、海上交通等工況影響,因此對海底管道的可靠性提出了更高要求[3]。腐蝕是海底管線破壞的主要因素之一,嚴重影響海底管線的使用壽命, 更嚴重的是造成災害性事故,引發油氣泄漏,造成環境污染和人員傷亡等,導致巨大經濟損失[4]。由于鋼鐵材料韌性大、強度高、價格便宜,因而大量應用于海底管道的建設中,但是苛刻的海洋腐蝕環境對管線鋼管的腐蝕不可避免,幾乎所有的典型腐蝕類型如:疲勞腐蝕、應力腐蝕、氫致開裂、沖擊腐蝕、電化學腐蝕、細菌腐蝕在海底管線中都存在,尤其是主要用在酸性環境下服役的海底管線鋼管。因此,研究開發具有耐腐蝕的高強度壁厚管線鋼管,對于延長海底管線使用壽命,保證海底管道的安全運行,具有十分重要的意義。
本文針對1500米以上水深用深海油氣輸送管需求,結合深海高壓服役工況對深海油氣輸送用鋼管管線鋼及鋼管的性能要求,通過從管線鋼成分、組織和性能等方面的研究分析,采用低碳微合金設計和高純凈度、超均質冶煉鑄坯工藝以及優化的TMCP工藝,開發出具有良好的強韌性、強塑性和耐酸性的X70鋼級36.5 mm厚壁管線鋼板材,研制出具有抗硫化氫腐蝕的國產X70鋼級φ(1016~762)mm×36.5mm高鋼級、大壁厚深海油氣輸送管。
1 海底管線的發展概況
海底管道在國外發展很快,自1954年美國在墨西哥灣覆設世界第一條海底管道以來,北海、黑海、地中海、巴西等海洋油氣田被相繼發現和開發,全世界海底管道工程得到蓬勃發展[5]。目前世界最長的海底管道是挪威至英國的朗格勒得北海管道,總長度1200 km,管徑1016 mm,壁厚34.1 mm,材質X70,最大工作壓力25 MPa,最大水深1000 m。目前世界最深海底管道是美國墨西哥灣東部灣的獨立管道,水深為2454 m,其管徑為610 mm,壁厚34.3 mm,材質X65,最大工作壓力25 MPa。目前世界深水管道的典型水深為2500 m,正面臨3 000 m及以上深度的挑戰[6]。目前世界壁厚最大的海底管道是俄羅斯和歐洲之間穿越波羅的海的輸氣管道,使用了X70 鋼級,管徑1219 mm,最大壁厚達到41.0 mm,是目前海底管道工程中應用的最大壁厚鋼管。目前,國外海底管道工程中非酸性環境下應用的最高鋼級為X70,酸性環境下應用的管材最高鋼級為X65[7]。
受裝備和技術的限制,我國的海洋管道不僅起步晚,而且海洋管道的設計、施工總體水平與國際先進水平相比存在較大差距。目前世界海底油氣管道總量已超過10萬千米,最大作業水深已達3000米。我國的海底管道建設始于上世紀八十年代,初期是通過與同國外合作摸索積累經驗。經過多年的迅猛發展,我國從1985 年建成第一條海底輸油管道開始,在我國海域現已累計已鋪設海底管道60多條,總長度超過8000 km。在管道長度方面,從海南島近海某氣田至香港的一條直徑為711 mm 的海底輸氣管道長達800 km,是我國目前最長的一條海底管道[8]。2012 年完工的南海荔灣3-1氣田海底管道全長約261 km,鋼管外徑為762 mm,壁厚為28.6~31.8 mm,鋼級為X65MO 和X70MO,設計壓力為23.9 MPa,是迄今國內壓力最高、壁厚最厚的海底管道開發,同時也開創了我國1500 m 作業水深的管道工程紀錄,在海洋開發和海底管線制造領域具有重要戰略意義[9]。
2 高強度厚壁管線鋼板材的開發
為適應海底管道的安裝要求和服役條件,海底管線鋼材料除需滿足高強度、高韌度以及良好的焊接性能和耐腐蝕性能等一般要求外[10],深海管道用管線鋼材料還具有如下特點:①高的形變強化指數和均勻延伸率;②低的屈強比;③優良的縱向拉伸性能;④低的鑄坯中心偏析,良好的厚度方向性能,低的斷口分離和層狀撕裂的幾率;⑤優異的夏比沖擊、落錘撕裂和CTOD性能;⑥優異的焊接性;⑦嚴格的尺寸偏差和精度控制[11]。因此,海底管線在成分設計和性能方面要求更為嚴格,在成分和組織上要求“超高純、超均質、超細化”。深海管線用X70鋼級36.5 mm厚壁管線鋼板材采用的是低碳含量、低碳當量、低硫磷含量以低C-低Mn-Nb-Ni-Mo系為基,根據性能要求適當添加Cu和Cr等合金元素的合金化設計,通過TMCP軋制工藝獲得以針狀鐵素體為主體的組織類型。滿足管線鋼的抗硫化氫腐蝕性能要求,其中要求W[S]<0.001%,W[P]≤0.012%;鋼中的夾雜物最大直徑D<100 μm,控制氧化物形狀,消除條形硫化物夾雜的影響;鋼中脆性A12O3 夾雜物和條狀MnS夾雜成痕跡,晶粒細化。
在煉鋼工藝上采用了超低S、Ca處理等純凈鋼冶煉技術,在熱軋方面采用控制軋制和控制冷卻技術,以得到鋼質純凈、組織均勻的針狀鐵素體組織。在鋼板生產中,主要從板坯加熱溫度、變形量、軋制溫度和軋后冷卻等方面對X70管線鋼的軋制工藝進行控制。為獲得細小、均勻的顯微組織,采用較大的單道次變形量、較高的累積壓下率和冷卻速率。將鋼錠在電爐中加熱至1200 ℃,均勻化60 min后,經過再結晶溫度區變形50% 和非再結晶溫度區變形20% 的兩階段控軋,采用TMCP工藝軋成36.5 mm 厚鋼板,終軋后鋼板先弛豫一定時間再進行加速冷卻,終軋溫度控制在820°C,終冷溫度為430°C,最終獲得細小、均勻的針狀鐵素體組織。通過調整精軋溫度、變形量和冷卻模式及溫度的均勻性控制等,降低了鋼板的橫縱向性能差異,改善了鋼板的表面質量以及鋼板的組織和性能的均勻性,鋼板的屈服強度、抗拉強度、沖擊韌性及DWTT性能均滿足深海管線用管線鋼的性能要求。
開發出的X70 36.5 mm厚壁管線鋼鋼板的微觀組織見圖1,化學成分和力學性能分別見表1和表2。

圖1 X70 36.5 mm鋼板微觀金相組織
Fig.1 Microstructure of 36.5 mm X70 steel plate
表1 X70 36.5mm厚壁管線鋼的化學成分設計(質量分數,%)
Table 1 Chemical Composition Design of X70 pipeline steel plate with 36.5 mm(Wt.%)
|
C |
Si |
Mn |
P |
S |
Ni |
Cr |
Cu |
Nb |
V |
Ti |
Mo |
B |
N |
Alt |
Pcm |
|
0.04 |
0.24 |
1.51 |
0.011 |
0.001 |
0.26 |
0.25 |
0.18 |
0.06 |
0.006 |
0.014 |
0.15 |
0.0003 |
0.004 |
0.030 |
0.15 |
表2 X70 36.5mm管線鋼板材力學性能
Table 2 Chemical Composition Design of X70 pipeline steel plate with 36.5 mm(Wt.%)
|
方向 |
屈服強度 Rt0.5/MPa |
抗拉強度Rm/MPa |
斷后伸長率 A50/% |
屈強比Rt0.5/Rm |
沖擊吸收能量Akv(-30℃)/J |
落錘 SA(-10℃)/% |
硬度 (HV10) |
晶粒度 級別 |
帶狀組織 級別 |
0℃ CTOD/mm |
|
橫向 |
523 |
615 |
65.4 |
0.85 |
480 |
96 |
185-211 |
11-11.5 |
0-0.5 |
1.19 |
|
縱向 |
503 |
593 |
63.8 |
0.85 |
495 |
96 |
1.34 |
從X70 36.5 mm高強度厚壁管線鋼板材的組織、化學成分和力學性能結果可看出,開發的X70 36.5 mm管線鋼板材組織均勻、鋼質純凈,性能優良,斷裂韌性優異,嚴格控制了S,P,N和O等有害元素含量,板材的低溫韌性、焊接性能和耐酸性腐蝕性能得到明顯改善。
3 高強度厚壁抗H2S腐蝕海洋管的開發
采用開發出X70 36.5 mm高強度厚壁管線鋼板材,通過JCOE直縫埋弧焊接鋼管的小徑厚比(D/t)鋼管成型、厚壁管線鋼多絲埋弧焊接、鋼管全管體擴徑等工藝技術研究,在寶雞鋼管公司下屬秦皇島鋼管公司JCOE制管生產線試制出X70 φ(1016~762) mm×36.5 mm的高鋼級、大壁厚深海油氣輸送管,從管體及焊接接頭的力學性能、硬度及抗H2S耐腐蝕試驗等方面對試制鋼管進行了性能分析。
3.1 力學性能
在距焊縫180°處取管體橫、縱向全壁厚板狀拉伸試樣,在焊接接頭處取橫向焊縫全壁厚板狀拉伸試樣,依據ASTM A370-14標準在UTM5305、SHT 4106材料試驗機上進行拉伸性能試驗,表3 為鋼管的拉伸性能試驗結果。
表3 拉伸性能試驗結果
Table 3 Tensile properties test results of steel pipe
|
管體拉伸性能 |
焊縫拉伸性能 |
|||||
|
Rt0.5/MPa |
Rm/MPa |
Rt0.5/Rm |
A50/% |
UEL/% |
Rm/MPa |
斷裂位置 |
|
495~512 |
645~648 |
0.77~0.79 |
55~58 |
7.5~8.2 |
665~668 |
母材 |
一般而言,在滿足強度要求下,其屈強比越低、伸長率越高、維氏硬度越小,就更適合在具有腐蝕性、對鋼管變形能力要求較高的環境中使用[12]。從表3 中可以看出,試驗的X70 36.5 mm厚壁直縫埋弧焊管的管體屈服強度為495~512 MPa,抗拉強度為645~648 MPa,屈強比為0.77~0.79,伸長率為55%~58%,這些性能指標均能滿足DNV-OS-F101-2013《海底管線系統規范》要求。同時,從表3可以看出,鋼管焊接接頭的抗拉強度略高于母材抗拉強度20 MPa,斷裂位置都在母材處,表明在焊接過程中熱影響區未出現軟化現象。由此可見,試驗鋼管具有高塑性的特點,可適用于具有腐蝕性的環境中。
3.2 硬度
依照ASTM E 384-11e1標準,采用KB 30BVZ-FA硬度計對焊接接頭進行硬度測試,表4為試驗鋼管焊接接頭維氏硬度試驗結果,圖2為焊接接頭測試位置示意圖。
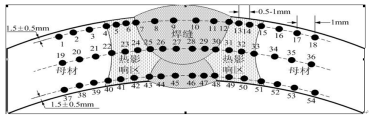
圖2 焊接接頭維氏硬度試驗壓痕位置示意圖
Fig.2 Schematic diagram of the indentation position of the Vickers hardness test of the welded joint
表4 焊接接頭維氏硬度試驗結果(HV10)
Table 4 Vickers hardness test results of weld joint
|
壓痕位置 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
|
硬度值 |
189 |
190 |
193 |
189 |
190 |
190 |
198 |
227 |
226 |
225 |
226 |
221 |
201 |
179 |
204 |
196 |
201 |
208 |
|
壓痕位置 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
32 |
33 |
34 |
35 |
36 |
|
硬度值 |
201 |
200 |
198 |
196 |
191 |
194 |
212 |
225 |
223 |
226 |
226 |
200 |
215 |
192 |
209 |
204 |
207 |
209 |
|
壓痕位置 |
37 |
38 |
39 |
40 |
41 |
42 |
43 |
44 |
45 |
46 |
47 |
48 |
49 |
50 |
51 |
52 |
53 |
54 |
|
硬度值 |
207 |
202 |
197 |
198 |
192 |
202 |
222 |
231 |
232 |
231 |
243 |
239 |
203 |
196 |
182 |
198 |
207 |
209 |
硬度與強度密切相關,早期的研究發現,硫化氫應力腐蝕敏感性與鋼材的硬度有關,硬度愈高,敏感性愈大, 所以NACE MR0175 推薦在酸性介質中,管線鋼的硬度極限為248HV10 或22HRC[13]。從表4中可以看到,管體母材及焊接接頭的平均硬度為207 HV10,最大硬度值為243HV10。管體及焊接接頭的硬度試驗結果表明,鋼管可適用于在硫化氫腐蝕環境中應具有的低硬度特點。
3.3 氫致裂紋(HIC)試驗
在管體母材及焊縫處的壁厚上、中、下部位取抗氫致裂紋試樣,試樣規格為20 mm×20 mm×100 mm,依據美國腐蝕工程師協會NACE TM0284-2011(A溶液) 標準進行HIC試驗。管體母材及焊縫試樣在H2S飽和溶液(A溶液)中浸泡96小時。試驗后,經過對試樣進行宏觀檢查,試樣表面未發現氫鼓泡(見圖3~圖4)。經對試樣截面的金相剖面在100倍顯微鏡下進行觀察,管體及焊縫剖面無裂紋(見表5)。試驗結果表明試驗鋼管在該試驗條件下對HIC不敏感。
表5 HIC試樣內部剖面裂紋率測量分析結果
Table 5 Measurement and analysis results of internal cross section crack rate of HIC specimen
|
位置 |
剖面編號 |
平均值 |
||||||||||
|
Ⅰ |
Ⅱ |
Ⅲ |
||||||||||
|
CLR(%) |
CTR(%) |
CSR(%) |
CLR(%) |
CTR(%) |
CSR(%) |
CLR(%) |
CTR(%) |
CSR(%) |
CLR(%) |
CTR(%) |
CSR(%) |
|
|
管體上部 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
管體中部 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
管體下部 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
焊縫 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |

3.4 硫化物應力腐蝕(SSCC)試驗
在管體母材及焊縫位置取抗硫化物應力腐蝕試樣,試樣規格為5 mm×15 mm×120 mm。依據美國腐蝕工程師協會NACE TM0177-2005(A溶液)標準進行抗硫化物應力腐蝕(SSCC)試驗,試驗設備為四點彎曲試驗裝置,應力加載量為413MPa(85%SMYS),經過720小時H2S飽和溶液(A溶液)浸泡,試樣未斷裂,放大10倍觀察無裂紋(見圖5~圖6),試驗結果表明試驗鋼管具有良好的抗應力腐蝕能力。

3.5 腐蝕速率試驗
在管體母材及焊縫位置取腐蝕速率試驗掛片試樣,試樣尺寸為3 mm×15 mm×25 mm,每個位置各取3個平行試樣。腐蝕速率浸泡試驗依據JB/T 7901—2001《金屬材料實驗室均勻腐蝕全浸試驗方法》,在常溫常壓條件下進行,試驗介質為3.5% (質量分數)NaCl水溶液(pH為6.5~7.2),試樣在腐蝕試驗介質中連續浸泡30天。
Tab.6 Corrosion rate of X70 steel pipe in 3.5%NaCl solution at room temperature and pressure
|
試驗位置 |
試樣編號 |
試驗前重量/g |
試驗后重量/g |
腐蝕速率(mm/a) |
平均腐蝕速率(mm/a) |
|
管體母材 |
-1 |
8.46250 |
8.40785 |
0.08684 |
0.08518 |
|
-2 |
8.13680 |
8.08345 |
0.08572 |
||
|
-3 |
8.08369 |
8.03205 |
0.08299 |
||
|
焊縫 |
-1 |
8.10541 |
8.04988 |
0.08926 |
0.08687 |
|
-2 |
8.04242 |
7.98953 |
0.08541 |
||
|
-3 |
8.17120 |
8.11746 |
0.08592 |
從表6的腐蝕速率試驗結果可以看出,試驗管材在焊縫和管體母材的腐蝕速率均小于0.09 mm/a,焊縫的平均腐蝕速率比管體的略高一點。根據SY/T0087.1-2006以及NACE標準RP-0775-2005對腐蝕程度的規定,管體和焊縫的腐蝕均屬輕微腐蝕,即表明該X70試驗鋼管具有良好的耐腐蝕性能。
4 結 論
(1)采用低碳微合金設計和高純凈度、超均質冶煉鑄坯工藝以及優化的TMCP工藝,開發出具有良好的強韌性、強塑性和耐腐蝕的深海用X70 36.5 mm高強度厚壁管線鋼鋼板。
(2)開發出具有抗硫化氫腐蝕的國產X70鋼級φ(1016~762)mm×36.5 mm高鋼級、大壁厚深海油氣輸送管。通過對試制鋼管管體及焊接接頭的力學性能、硬度、氫致裂紋(HIC)、硫化物應力腐蝕開裂(SSCC)等試驗分析,試驗結果表明開發的X70 36.5 mm高強度厚壁鋼管具有良好的耐硫化氫腐蝕性能。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
投稿聯系:編輯部
電話:010-62313558-806
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461