
世界高速鋼制造工藝大全
2017-11-28 16:04:12
作者:本網整理 來源:特鋼材料研究所
分享至:


高速鋼根據其制備工藝的不同可分為傳統鑄造技術、電渣重熔技術、粉末冶金技術、噴射成型技術四類,其中傳統高速鋼有可分為普通高速鋼、高性能高速鋼、低合金高速鋼等。作為一種高合金萊氏體鋼高速鋼中的碳含量可超過1%,且其中碳化物的種類、數量、尺寸、分布等是決定其性能的關鍵因素。因此,不同的制備工藝對高速鋼的性能有著重要影響。
傳統制造技術
概述:傳統鑄造高速鋼的工藝簡單、成本低。但由于其凝固速度緩慢,在結晶前形成大量碳和合金元素的偏析,從而形成晶間碳化物網。而為了消除碳化物的不均勻分布,采用高溫反復鍛打或軋制使其破碎并均勻分布,而這種鍛造過程易造成開裂,且受到加工設備和鍛壓比的限制導致了高速鋼從鑄錠到最后成品,材料在整個過程中的利用率僅在24%-36%之間。缺點:采用傳統鑄造制備工藝的高速鋼在使用過程中易于產生應力集中,脆性大,韌性較差、成材率低等缺點。
電渣重熔技術
概述:電渣重熔技術是一種精煉冶金技術,它是一項重大的冶金技術進步,尤其是在改善高速鋼低倍組織和提高鋼材質量方面效果顯著。缺點:盡管有著種種進步和優點,電渣重熔凝固速度依然偏低,晶粒依然較為粗大,碳化物尺寸分布依然不均勻,且其能耗高,生產效率低,生產過程中產生氟化物,對環境和人體危害較大。
粉末冶金技術
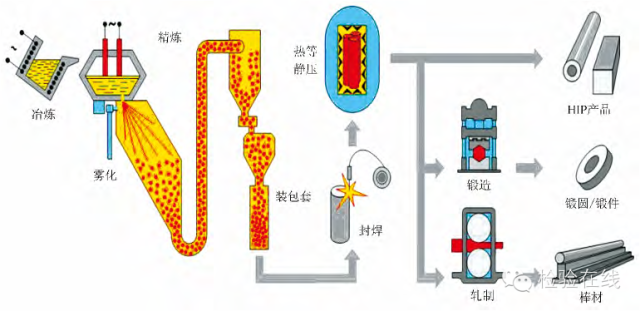
概述:1965 年美國克魯斯伯 Crucible Steels 公司發明了粉末冶金法生產高速鋼,其生產工藝主要分為兩個步驟:
一、氣體霧化制粉,其基本原理是將熔融的高速鋼經坩堝底部導流管限流后,以一定的流速流出,用高壓氬氣或純氮氣使之霧化成一定尺度分布的粉末。
二、粉末成型,經篩分-預壓之后,在高溫(1100攝氏度)、高壓(100MPa)之下熱等靜壓固結、致密化成近終成型的毛坯或者先制備成鋼坯再經過機加工成最后的形狀。
優點: 粉末冶金高速鋼組織細小,其強度和韌性分別是熔煉高速鋼的 2 倍和 2. 5 ~ 3 倍;
缺點:粉末高速鋼生產過程過于繁瑣,工序長,一般要經過制粉-篩分-壓制-燒結,成本高價格昂貴 ;此外其還存在制備工藝復雜、粉末氧化嚴重、難以制備大塊坯料等問題。
粉末冶金示意圖:
噴射成型技術
概述:噴射成型是由英國的Swansea大學教授A.Singer于1968年提出來的,并于1974年由R.Brooks等人成功將其應用于鍛造坯的生產,發展了著名的Osprey工藝,是利用快速凝固的方法制備高性能材料的先進技術。
優點:噴射成形工藝是一種融合了傳統鑄造和粉末冶金優點的冶金技術,具體如下:
(1)組織細小均勻;
(2)噴射成形工藝相對于傳統工藝可容許更多的雜質元素;
缺點:沉積態坯件中總有一定量的疏松,但通常可通過擠壓、熱冷軋或熱等靜壓可達到完全密室,其最終產品效率明顯低于100%;材料損失來源于:1.熔滴的過噴 2.熔滴或顆粒 從坯件表面彈開 3.檢測報廢或加工損耗以及坯件基體和頂部去除 4.冶金質量問題的報廢。
噴射成型示意圖:
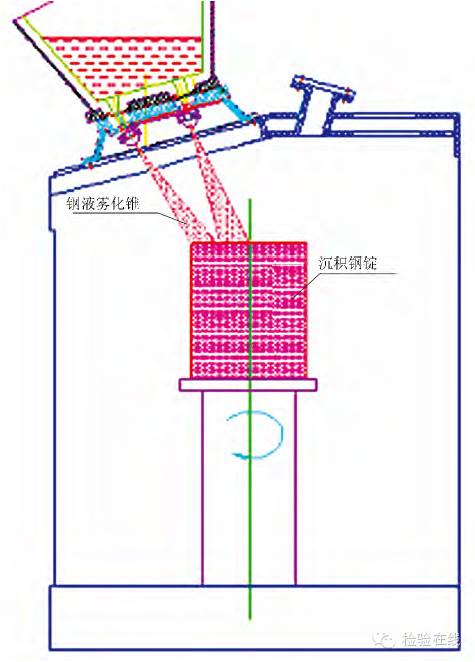
金屬粉末噴射成型工藝流程為:金屬液霧化—液滴高速飛行—液滴與沉淀器或模具碰撞變形及凝固成型。即首先將粉末加熱成熔融的金屬液,然后進行氣體霧化;
(來源:特鋼材料研究所)
更多關于材料、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
投稿聯系:編輯部
電話:010-62313558-806
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461