
熔噴布概述及生產流程
2020-03-23 11:10:05
作者:百若 來源:設備管理與防腐
分享至:


一、概述
熔噴法非織造布主要用作復合材料、過濾材料、保溫材料、衛生用品、吸油材料及潔凈布(擦布)、電池隔膜等,廣泛應用于如醫療衛生、汽車工業、過濾材料、環境保護等領域。
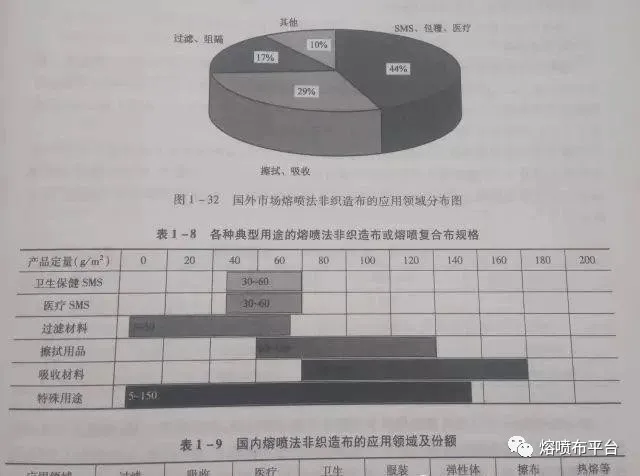
從圖1-32可看到,在國外,熔噴法非織造布主要用作兩步法SMS材料和醫療衛生用材料及包覆材料,另外擦拭和吸收材料、過濾及阻隔材料也是熔噴布的重要用途。各種典型用途的熔噴法非織造布規格見表1-8,國內熔噴法非織造布的應用領域及份額見表1-9。
(一)醫用防護
由于熔噴布與紡粘布復合的材料有較高耐靜水壓能力,有良好的透氣性和過濾效果,特別是與膜復合的材料,具有良好的阻隔性能,對非油性顆粒的過濾效率可達99%以上。
如用定量規格為60-100g/㎡d復合材料制成的醫用防護服,能有效地阻隔微生物、顆粒和流體,對類似SARS病毒(尺寸為45nm)、HIV病毒(尺寸為90nm)有很好的防護作用。
(二)空氣過濾用材料
經過靜電駐極處理的熔噴復合材料,用于空氣過濾時,具有初始阻力低、容塵量大,過濾效率高【在32L/min流量狀態下,對0.3um粒徑的過濾效率可達99.9%,阻力僅為117.7Pa(12mm水柱)】等特點,廣泛用于電子制造、食品、材料、化工、機場、賓館等場所的空氣凈化處理。
熔噴法非織造布主要用作復合材料、過濾材料、保暖材料、衛生用品、吸油材料及潔凈布(擦布)、電池隔膜等,廣泛用于如醫療衛生、汽車工業、過濾材料、環境保護等領域。
(三)液體過濾用材料
熔噴法非織造布還可用作液體過濾材料,能過濾0.22~10um粒徑的顆粒。如細菌、血液及大分子物質。主要應用于電子工業的感光抗蝕劑的過濾,醫藥工業藥物、生物、合成血漿產品過濾,食品工業的飲料、啤酒和唐將過濾,電鍍液精濾,水廠凈水過濾,自來水凈化過濾,點解水制氫裝置,環境廢水過濾等。
(四)保溫材料
熔噴法非織造布具有比表面積大、空隙小、空隙率高等特點。如平均直徑為3um【相當于纖維平均線密度為0.0638dtex(纖度為0.058旦)】的熔噴法非織造布纖維的必變面積達14617cm2/g,而平均直徑為15.3um【相當于纖維平均線密度1.65dtex(纖度為1.5旦)】的紡粘法非織造布纖維的比表面積僅為2883cm2/g。
由于空氣的熱導系數比一般的纖維小很多,熔噴法非織造布孔隙內的空氣使其熱導系數變小,穿透熔噴法非織造布纖維材料傳導的熱量損失就很少,而且無數超細纖維表面積的靜止空氣阻止了由于空氣的流動而發生的熱交換,因而使其具有很好的隔熱、保溫作用。
聚丙烯(PP)纖維是現有纖維材料中熱導系數最小的品種,經過特殊處理【如加入35%的高特(粗旦)PET三維卷曲纖維】的由PP纖維制造的熔噴保暖絮片,保溫性能是羽絨的1.5倍,是普通保暖棉的15倍。特別適用于制作滑雪服、登山服、被褥、睡袋、保暖內衣、手套鞋履等。定量為65~200g/m2的產品已被用于制作寒冷地區軍人的保暖服裝。
(五)吸油材料
由于PP纖維具有很好的疏水親油性,密度小(0.91g/cm3),吸水率低(0.01%),回潮率為0.05%,具有不溶于油類和耐酸堿等穩定的化學特性,是非常優良的吸油材料。PP原料生產的熔噴法非織造布的吸油量是自重的15~17倍,吸水量是自重的0.71~1倍。具有吸油速度快,吸油后能長期浮在水面,可重復使用等特點,是目前最常用的吸油材料。
(六)擦拭及產業用材料
熔噴布還是優良的擦拭材料,可用于精密儀器、設備的清潔、擦拭,也可用作家庭生活擦拭布。為了防止在使用中纖維脫落,影響使用,常使用低溫熱軋工藝來增加熔噴布的表面強度。
熔噴布是優良的隔音、緩沖材料,在建筑、汽車制造領域得到廣泛的應用。
熔噴法非織造布是采用熔噴法工藝制造的非織造布,也屬于直接使用熔體紡絲成網工藝制造的產品。
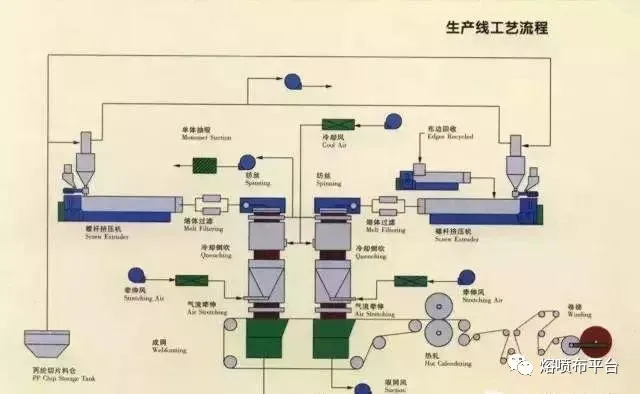
二、熔噴法非織造布生產流程
美國埃克森公司在20世紀60年代開始了熔噴技術的研究,并最早取得了技術專利。這個工藝目前仍為熔噴法非織造布行業廣泛使用的主流生產工藝,其特點是采用單排噴絲孔,用熱氣流牽伸,牽伸熱氣流從噴絲板的兩側呈一定角度吹出。
熔噴法非織造布生產工藝是采用高熔融指數(簡稱為MFI)的聚合物切片、經過擠壓加熱、熔融成為流動性能很好的高溫熔體后,利用高溫、高速的熱氣流將從噴絲板中噴出的熔體細流吹散成很細的纖維,在接收裝置(如成網機)上聚集成纖網、并利用自身的余熱互相粘結成布的生產過程。
具有工藝流程短(從投料到形成產品僅需十多分鐘時間),設備簡單(如一般的生產線都不需要固結纖網的設備),纖維細(纖維直徑達到微米級甚至亞納米級),產品的性能多樣化等特點。
熔噴法是目前制造精細過濾材料及高阻隔性能材料的重要工藝,也是制造納米材料的一種方法,是一種仍在迅速發展的技術。
熔噴法非織造布工藝的首個英文字母為“M”,因此熔噴布也成為“M”布,熔噴系統也簡稱為“M”系統,有時也稱為“MB”系統。一般獨立的熔噴法非織造布生產線大多僅有一個紡絲系統,也可根據市場要求在生產線中配置兩個或更多個熔噴系統,組成MM或MMM型生產線。
在SMS生產線中,MB系統是重要的系統,對產品的應用性能(透氣性、阻隔能力)有很大的影響,為提高生產線的生產能力和產品的質量,在一條生產線中會配置有多個MB系統。
熔噴法非織造布是20世紀50年代首先在美國研制成功的,我國也曾在60年代初進行過研制。它由高熔融指數的聚丙烯切片直接紡絲成布,是一種高新技術產品。目前,美國的年產量約為l5萬,t我國的年產量為5000t。熔噴法非織造布的生產過程是:將聚丙烯切片(FR400-1200)通過螺桿擠壓機使其熔融,經過噴絲孔將其噴出成為纖維狀,并在高速(13000m/min)熱氣流的噴吹下,使之受到強大拉伸,形成極細的短纖維,這些短纖維被吸附在成網簾上,由于纖維凝聚成網后仍能保持較高的溫度,從而使纖維間相互粘連成為熔噴法非織造布,最后進行成卷打包。
1、螺桿擠出機;2、計量泵;3、熔噴裝置;4、接收網;5、卷繞裝置;6、喂料裝置。
熔噴法非織造布連續性生產線的設備高約6m,寬約5m,長約20m,其生產設備如下:
(1)螺桿擠壓機:螺桿直徑一般為100~120mm,長/徑比為30,其目的是將切片熔化。
(2)計量泵:其作用是精確計量,控制產量和纖維的細度,為齒輪泵,將熔體連續輸送到噴絲頭。
(3)熔體過濾器:其作用是將熔體中的雜質過濾掉,以免堵塞噴絲孔。
(4)輸送網簾:將熔噴纖維均勻接收鋪在網上,向前輸送,其下面有吸風機,將上面下來的熱風排出。
(5)紡絲箱體:是熔噴工藝的關鍵設備,有1塊長條形噴絲板,板上布滿一長列噴絲孔,一般每m長約有1500個噴孔。噴絲板兩側面裝有熱空氣噴管,下裝有熱空氣噴孔,與噴絲孔成50b角,使纖維噴出之后,即刻用高速熱空氣進行氣流拉伸,把纖維吹斷,成為超細纖維。
(6)喂料系統:由3個計量斗組成,分別用于計量白色切片、色母粒、添加劑,3種組分進入下面的混合攪拌器混合均勻,即投入生產。
(7)熱風機與加熱器:提供紡絲氣流拉伸時所用的熱空氣的溫度與壓力,用電加熱,耗電量較大。
(8)卷取機采用全自動卷取,將熔噴布成卷包裝。熔噴法非織造布的纖維特點是超細,其纖維直徑最小可達到0.5Lm,一般在1~5Lm之間。纖維越細,熔噴布質量越好,但產量相對減少。由于纖維超細,其比表面積大,吸附能力強,這是熔噴布最突出的優點。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741