
涂層附著力現場檢測知識大全
2018-03-19 10:25:19
作者:涂料涂裝專家談 來源:涂料涂裝專家談
分享至:


1.涂層附著力
涂裝工程中,對于防腐蝕涂料的涂層附著力檢測是涂層保護性能相當重要的指標,越來越被業主和監理所重視。除了在試驗室內的檢測外,防腐蝕涂料的選用過程中,對涂料產品進行的樣板附著力測試,以及施工過程中現場附著力的檢測,也越來越普遍。
有機涂層與金屬基底間的附著力,與涂層對金屬的保護有著密切的關系,它主要是由附著力與有機涂層下金屬的腐蝕過程所決定的。有機涂層下金屬的腐蝕主要是由相界面的電化學腐蝕引起的,附著力的好壞對電化學腐蝕有明顯的影響。良好的附著力能有效地阻擋外界電解質溶液對基體的滲透,推遲界面腐蝕電池的形成;牢固的界面附著力可以極大地阻止腐蝕產物——金屬陽離子經相間側面向陰極區域的擴散,這些陽離子擴散是為了平衡陰極反應所生成的帶負電荷的氫氧根離子,這雖然是一個相當緩慢的過程,但是一旦附著力降低,陽離子從相間側面向陰極擴散的擴散則容易得多。
有機涂層的附著力,應該包括兩個方面,首先是有機涂層與基底金屬表面的黏附力(adhesion),其次是有機涂層本身的凝聚力(Cohesion)。這兩者對于涂層的防護作用來說缺一不可。有機涂層在金屬基底表面的附著力強度越大越好;涂層本身堅韌致密的漆膜,才能起到良好的阻擋外界腐蝕因子的作用。涂層的不能牢固地黏附于基底表面,再完好的涂層也起不到作用;涂層本身凝聚力差,漆膜容易開裂而失去保護作用。這兩個方面缺一不可,附著力不好,再完好的涂層也起不到作用;而涂層本身凝聚力差,則漆膜容易龜裂。這兩者共同決定涂層的附著力,構成決定涂層保護作用的關鍵因素。
有關涂層附著力的研究有相當多的理論學說,影響涂層附著力有基本因素主要有兩個,涂料對底材的濕潤性和底材的粗糙度。涂層對金屬底材的濕潤性越強,附著力越好;一定的表面粗糙度對涂層起到了咬合錨固(Anchor Pattern)的作用。
檢測涂層與底材之間的附著力有多種方法,很多機構制訂了相應的標準,同時也制備了很多的儀器工具來進行附著力的檢測。
適用于現場檢測附著力的方法主要有兩大類, 用刀具劃X或劃格法,以及拉開法。這兩種方法除了可以在實驗室內使用外,更適合于在施工現場中應用。主要的應用標準如表1。
表1 涂層附著力的檢測方法和標準

2.劃X法match
美國材料試驗協會制訂的ASTM D3359-02是目前最新版的有關劃X法的標準。它適用于干膜厚度高于125微米的情況,對最高漆膜厚度沒有作出限制。而相對應的劃格法通常適用于250微米以下的干膜厚度。
測試所要有的工具比較簡單,鋒利的刀片,比如美工刀、解剖刀;25mm(1in.)的半透 明壓敏膠帶;鉛筆一頭的橡皮擦以及照明燈源,比如手電等。
測試程序如下:
(1)涂層表面要清潔干燥,高溫和高濕會影響膠帶的附著力
(2)浸泡過的樣板要用溶劑清洗,但不能損害涂層,然后讓其干燥
(3)用刀具沿直線穩定地切割漆膜至底材,夾角為30~45°,劃線長40mm(1.5 in.),交叉點在線長的中間
(4)用燈光照明查看鋼質基底的反射,確定劃痕到底材沒有;如果沒有,則在另一位置重線切割
(5)除去壓敏膠帶上面的兩圈,然后以穩定的速率拉開膠帶,割下75mm(3in.)長的膠帶
(6)把膠帶中間處放在切割處的交叉點上,用手指抹平,再用橡皮擦摩平膠帶,透明膠帶的顏色可以幫助我們看出與漆膜接觸的狀態密實程度。
(7)在90±30s內,以180°從漆膜表面撕開膠帶,觀察涂層拉開后的狀態,標準中定義了五種狀態供參考(如圖1),其中5A-3A為附著力可接受狀態。
5A:沒有脫落或脫皮
4A:沿刀痕有脫皮或脫落的痕跡
3A:刀痕兩邊都有缺口狀脫落達1.6mm
2A:刀痕兩邊都有缺口狀脫落達3.2mm
1A:膠帶下X區域內大部分脫落
0A:脫落面積超過了X區域
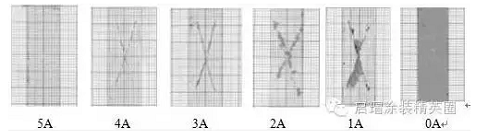
圖1 附著力劃X法的涂層狀態
3.劃格法
附著力的劃格法測試標準主要有ASTM D3359 Method B、ISO 2409和GB 。兩者的測試方法和描述基本相同,只是對于附著力級別的說明次序剛好相反。ASTMD3359是5B~0B為由好到壞,而ISO 2409是0~5為由好到壞。這里主要介紹ISO 2409的測試方法。
ISO 2409劃格法測試中使用的刀具有多刃和單刃兩種,由于多刃刀具對>120微米的干膜厚度或較硬的涂層不容易平穩地切割漆膜,因此推薦使用單刃刀具。為了避免人為誤差,發展有電動劃格法附著力測試儀,可以自動劃格,刀具壓力可以預先調校。有些儀器公司,如德國Erichzen儀器公司生產的430型,可以進行單行、多行、星形及楔形等多種規格的試驗。使用單刃刀具,還需要具有不同間距的儀器。透明壓敏膠帶以及x 2 或 x 3的放大鏡也是不可缺少的試驗用材料。
不同的漆膜決定了不同的劃格間距,底材的軟硬程度也對其有影響(如表2)。

表2 不同漆膜厚度與底材相對應的劃格間距
測試程序如下:
(1)測量漆膜,以確定適當的切割間距
(2)以穩定的壓力,適當的間距,勻速地切割漆膜,刀刀見鐵(直透底材表面)
(3)重復以上操作,以90°角再次平行等數切割漆膜,形成井字格
(4)用軟刷輕掃表面。以穩定狀態卷開膠帶,切下75mm的長度
(5)從膠帶中間與劃線呈平行放在格子上,至少留有20mm長度在格子外以用手抓著,用手指摩平膠帶
(6)抓著膠帶一頭,在0.5~ 1.0s內,以接近60°角撕開膠帶。保留膠帶作為參考,檢查切割部位的狀態,見圖2和圖3。
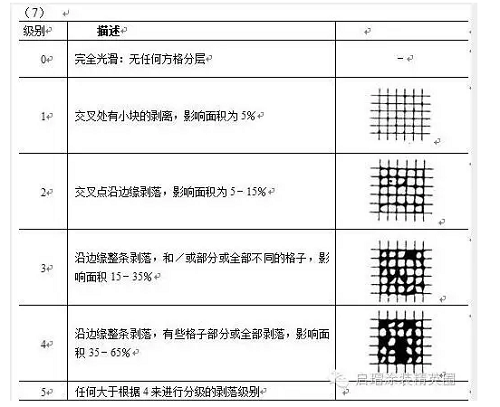
圖2 ISO 2409劃格法的附著力級別
ISO 12944-6中規定,達到0級或1級為合格。
在ISO 12944中規定,附著力須達到1級才能認定為合格;在GB 中,附著力達到1~2級時認定為合格。很多重大項目的防腐蝕涂裝規格書中,規定測試樣板的涂層附著力必須達到1級。
4.拉開法
拉開法是評價附著力的最佳測試方法,ISO 4624:2002為附著力拉開法的目前最新版應用標準,相類似的測試標準還有ASTM D4514。
拉開法測試儀器有機械式和液壓/氣壓驅動兩種類型。典型的測試儀器有Elcometer 106型(機械式)和Elcometer 108型(液壓型)以及PAT M01(液壓型)。
挪威國家技術局分別在1992年,1994年和1995年進行了三個項目的測試工作,針對不同的涂料類型、黏結劑類型、測試儀器以及圓柱規格和圓柱周邊是否切割等因素,研究判斷附著力測試結果差異的成因。1994年研究結果直接導致了在挪威石油工業標準NORSOK M501規定不再使用類似于Elcomete 106的手動機械拉開法測試儀,因為它由于手工操作的不穩定性而影響測試結果的準確性。
使用的膠黏劑有兩種,環氧樹脂和快干型氰基丙烯酸酯膠黏劑。環氧膠黏劑在室溫下要24小時后才能進行測試,而快干型氰基丙烯酸酯膠黏劑室溫下15分鐘后即能達到測試強度,建議在2小時后進行測試。
透明膠帶的作用主要是用來固定剛黏上的鋁合金圓柱,以免膠黏劑沒有固化到一定牢度而使圓柱偏離原來的黏著位置。
切割刀具用來切割鋁合金圓柱周邊的涂層與膠黏劑,直至底材,這樣可以避免周邊涂層影響附著力的準確性。如果干膜厚度低于150微米時,可以不進行切割處理。
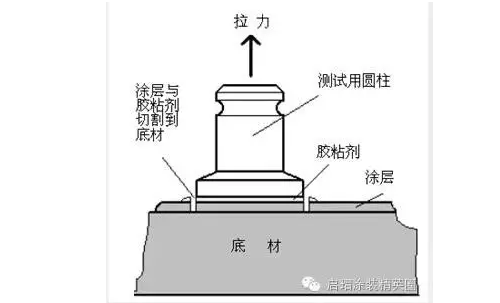
圖3 附著力拉開法測試的結構示意圖
測試程序和方法如下:
(1)鋁合金圓柱用240-400目細度的砂紙砂毛,使用前用溶劑擦洗除油
(2) 測試部位用溶劑除油除灰
(3) 按正確比例混合雙組份無溶劑環氧膠粘劑,再涂抹上鋁合金圓柱,壓在測試涂層表面,轉向360°,確保所有部位都有膠粘劑附著
(4) 用膠帶把鋁合金圓柱固定在涂層表面,雙組份環氧膠粘劑在室溫下要固化24小時;氰基丙烯酸膠粘劑按說明書的要求(15分鐘后達到強度,最好在2小時測試)。
(5)測試前,用刀具圍著鋁合金圓柱切割涂層到底材
(6) 用拉力儀套上鋁合金圓柱,轉動手柄進行測試,記錄下破壞強度(MPa),以及破壞狀態。用百分比表示出涂層與底材、涂層之間、涂層與膠水以及膠水與圓柱間的附著力強度及狀態
(7)為了便利起見,ISO4624中規定了一系列符號來描述其狀態:
A = 底材的內聚力破壞
A/B = 底材與第1道漆間的附著力破壞
B = 第1道漆的內聚力破壞
B/C = 第1道涂層與第2道涂層間的附著力破壞
n = 多道涂層系統中第n道涂層的內聚力破壞
n/m = 多道涂層系統中第n道涂層與第m道涂層系統的附著力破壞
-/Y = 最后1道涂層與膠黏劑間的附著力破壞
Y = 膠黏劑的內聚力破壞
Y/Z = 膠黏劑與測試圓柱間的附著力破壞
附著力的強度以N/mm2(Mpa)來表示,在常用的Elcometer 108上面顯示的是MPa。比如一個涂層系統的拉開應力為20MPa,在圓柱上面和第一道涂層上有30%的涂層內聚力破壞,第一道涂層與第二道涂層的附著力破壞達到70%的圓柱面積,則可以表述為:20MPa,30%B,70%B/C
在NORSOK M501 (Rev 4 1999)中,對有機涂層的附著力測試規定要求必須使用自動的中心拉開式儀器,而不能使用手動機械式(例如Elcometer 106),至少要求達到5.0MPa。對于防火涂料,水泥型的要求達到2.0MPa,對于環氧類產品要求為3.0MPa認可為合格。
ISO 12944-6 中對于涂層系統(干膜厚度大于250微米時)的附著力要求為按照ISO 4624拉開法附著力測試,至少要達到5MPa,并且不低于原的50%(在GB 中為70%)
對于舊涂層的維修,參考數值至少要達到2MPa,才能認定為原涂層具有一定的附著力,可以保留。否則舊涂層予以去除。
《海港工程混凝土結構防腐蝕技術規范》JTJ 275-2000中對新建結構防腐蝕涂層與混凝土表面的附著力不得到小1.5MPa,如果涂層系統已達到設計使用年限的附著力仍不小于1.0MPa,且表面無裂紋、氣泡和嚴重粉化時,被認為可以繼續使用。
5.結束語
防腐涂層的附著力測試有多種方法,上面介紹的劃X和劃格法測試結果不理想時,拉開法可以作為主要的參考方法。
根據ISO12944-6的規定,涂層性能測試要在標準大氣環境養護3周(21天)后進行。在現場的測試,盡管涂層固化環境不穩定,但是經過21天的風化后,涂層系統進入了更為穩定的狀態,此時進行附著力測試其結果更為準確,更具有科學說服力。
為了測試結果的公平公證性,在工程現場測試時,需要業主、監附理、承包商、施工方以及涂料供應商一起參與附著力的檢驗測試。相關的測試報告中還要注明涂層系統、施工時間、固化情況、測試點的漆膜厚度、測試用儀器和參考的標準等,對于測試結果要慎重對比地相應的標準,力求準確地進行描述,并作記錄。
參考文獻:
1. 虞亨,涂料與涂膜特性的最新評價方法(III)。現代涂料與涂裝,2001(1)
2. Rune Nilsen and Jan Scheie, Testing theAccuracy of Adhesion/Cohesion Equipment, PCE Novembr 1996
3. ISO 12944:1998 Paint andVarnishes – Corrosion protection of steel Structures by Protective PaintSystems
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461