
一文看懂熱處理工藝
2021-07-07 15:52:19
作者:材易通 來源:每天學點熱處理
分享至:


為使金屬工件具有所需要的力學性能、物理性能和化學性能,除合理選用材料和各種成形工藝外,熱處理工藝往往是必不可少的。下面就讓小編帶你來了解一下熱處理工藝!
1、熱處理簡介
熱處理及其特點
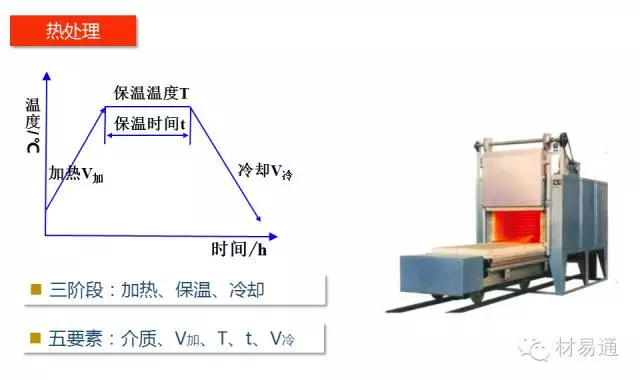
熱處理是指金屬材料在固態下,通過加熱、保溫和冷卻的手段,以獲得預期組織和性能的一種金屬熱加工工藝。
工藝特點
金屬熱處理是機械制造中的重要工藝之一,與其他加工工藝相比,熱處理一般不改變工件的形狀和整體的化學成分,而是通過改變工件內部的顯微組織,或改變工件表面的化學成分,賦予或改善工件的使用性能。其特點是改善工件的內在質量,而這一般不是肉眼所能看到的。
2、熱處理工藝分類
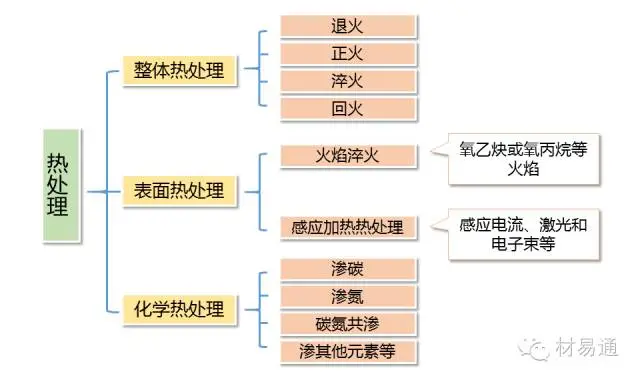
金屬熱處理工藝大體上可分為:整體熱處理、表面熱處理和化學熱處理三大類。
根據加熱介質、加熱溫度和冷卻方法的不同,每一大類又可區分為若干不同的熱處理工藝。同一種金屬采用不同的熱處理工藝,可獲得不同的組織,從而具有不同的性能。
3、鋼鐵熱處理工藝
鋼鐵是機械工業中應用最廣的材料,鋼鐵顯微組織復雜,可以通過熱處理予以控制,所以鋼鐵的熱處理是金屬熱處理的主要內容。另外,鋁、銅、鎂、鈦等及其合金也都可以通過熱處理改變其力學、物理和化學性能,以獲得不同的使用性能。
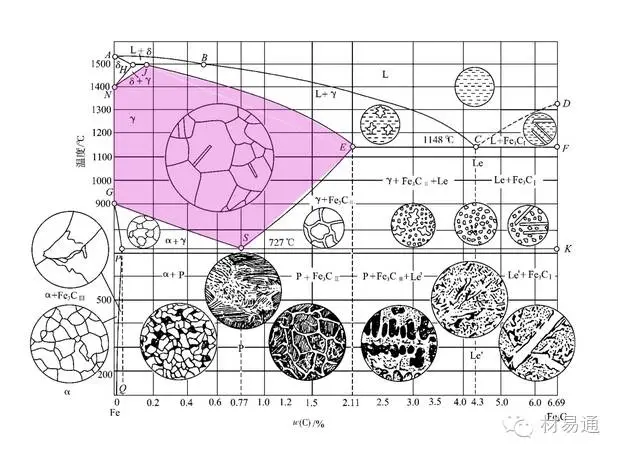
鋼鐵熱處理工藝制定依據——鐵碳相圖
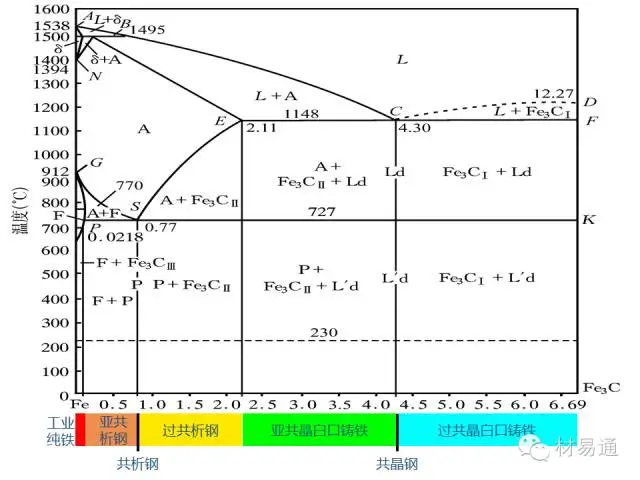
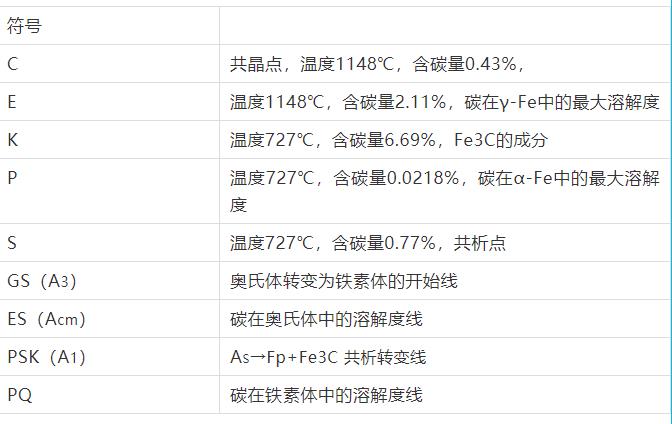
鐵碳相圖中幾個重要的點、線和溫度
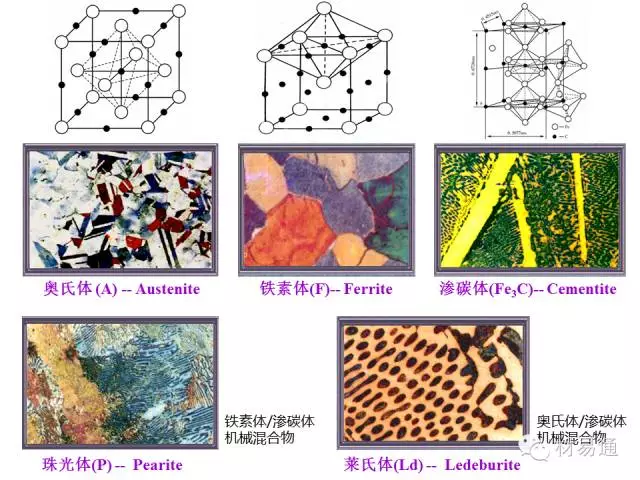
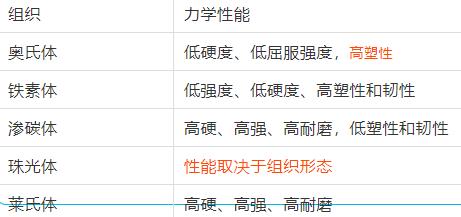
鋼鐵微觀組織結構及性能
退火
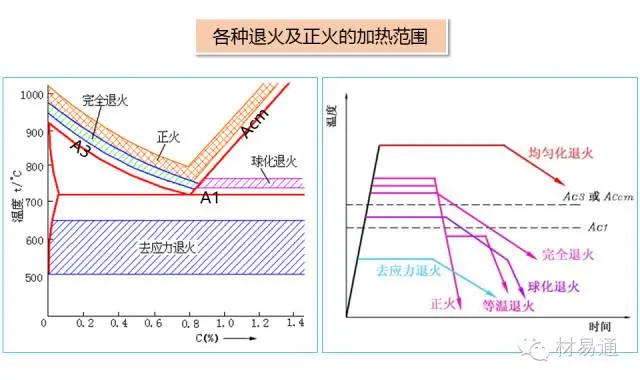
退火工藝可分為:完全退火、擴散退火、等溫退火、球化退火、去應力退火及再結晶退火等。
操作方法
將鋼件加熱到Ac3+30~50℃或Ac1+30~50℃或Ac1以下的溫度(可以查閱有關資料)后,一般隨爐溫緩慢冷卻。
目的
降低硬度,提高塑性,改善切削加工與壓力加工性能;
細化晶粒,改善力學性能,為下一步工序做準備;
消除冷、熱加工所產生的內應力。
應用要點
適用于合金結構鋼、碳素工具鋼、合金工具鋼、高速鋼的鍛件、焊接件以及供應狀態不合格的原材料;
一般在毛坯狀態進行退火 。
正火
操作方法
將鋼件加熱到Ac3或Accm 以上30~50℃,保溫后以稍大于退火的冷卻速度冷卻,一般為空冷。
目的
降低硬度,提高塑性,改善切削加工與壓力加工性能;
細化晶粒,改善力學性能,為下一步工序做準備;
消除冷、熱加工所產生的內應力。
應用要點
正火通常作為鍛件、焊接件以及滲碳零件的預先熱處理工序。對于性能要求不高的低碳的和中碳的碳素結構鋼及低合金鋼件,也可作為最后熱處理。對于一般中、高合金鋼,空冷可導致完全或局部淬火,因此不能作為最后熱處理工序。
淬火

操作方法
將鋼件加熱到相變溫度Ac3或Ac1以上,保溫一段時間,然后在水、硝鹽、油、或空氣中快速冷卻。
目的
淬火一般是為了得到高硬度的馬氏體組織,有時對某些高合金鋼(如不銹鋼、耐磨鋼)淬火時,則是為了得到單一均勻的奧氏體組織,以提高耐磨性和耐蝕性。
應用要點
一般用于含碳量大于百分之零點三的碳鋼和合金鋼;
淬火能充分發揮鋼的強度和耐磨性潛力,但同時會造成很大的內應力,降低鋼的塑性和沖擊韌度,故要進行回火以得到較好的綜合力學性能。
回火
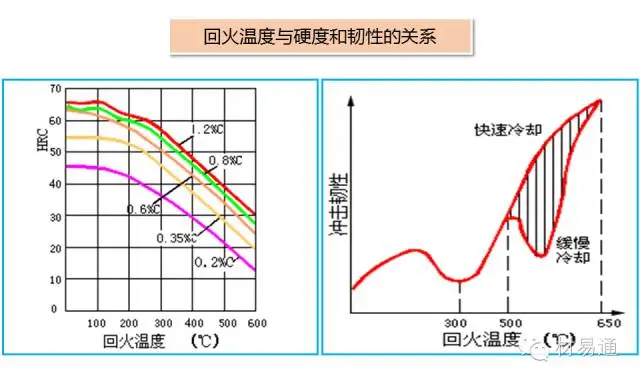
操作方法
將淬火后的鋼件重新加熱到Ac1以下某一溫度,經保溫后,于空氣或油、熱水、水中冷卻。
目的
降低或消除淬火后的內應力,減少工件的變形和開裂;
調整硬度,提高塑性和韌性,獲得工作所要求的力學性能;
穩定工件尺寸。
應用要點
保持鋼在淬火后的高硬度和耐磨性時用低溫回火;在保持一定韌度的條件下提高鋼的彈性和屈服強度時用中溫回火;以保持高的沖擊韌度和塑性為主,又有足夠的強度時用高溫回火。
一般鋼盡量避免在230~280度、不銹鋼在400~450度之間回火,因為這時會產生一次回火脆性。
調質
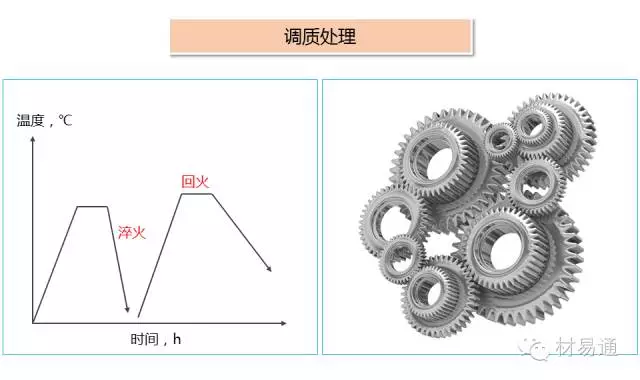
操作方法
淬火后高溫回火稱調質,即將鋼件加熱到比淬火時高10~20度的溫度,保溫后進行淬火,然后在400~720度的溫度下進行回火。
目的
改善切削加工性能,提高加工表面光潔程度;
減小淬火時的變形和開裂;
獲得良好的綜合力學性能。
應用要點
適用于淬透性較高的合金結構鋼、合金工具鋼和高速鋼;
不僅可以作為各種較為重要結構的最后熱處理,而且還可以作為某些緊密零件,如絲杠等的預先熱處理,以減小變形。
時效
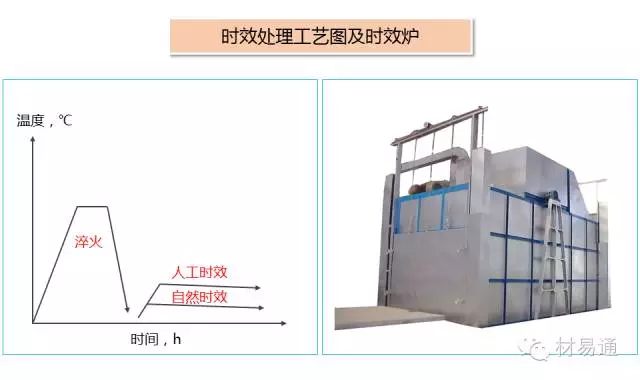
操作方法
將鋼件加熱到80~200度,保溫5~20小時或更長時間,然后隨爐取出在空氣中冷卻。
目的
穩定鋼件淬火后的組織,減小存放或使用期間的變形;
減輕淬火以及磨削加工后的內應力,穩定形狀和尺寸。
應用要點
適用于經淬火后的各鋼種;
常用于要求形狀不再發生變化的緊密工件,如緊密絲杠、測量工具、床身機箱等。
1、固溶處理
固溶處理
操作方法
將合金加熱到高溫(980~1250℃)單相區恒溫保持,是過剩相充分溶解到固溶體中厚快速冷卻。
目的
獲得單相奧氏體組織;
改善鋼和合金的塑性和韌性,為沉淀硬化處理作好準備等;
使合金中各種相充分溶解,強化固溶體,并提高韌性及抗蝕性能;
消除應力與軟化,以便繼續加工或成型。
應用要點
固溶溫度應根據合金使用溫度進行調整,使用環境溫度越高則固溶溫度也應更高;對于過飽和度低的合金通常選擇較快的冷卻速度,對于飽和度高的合金通常為空氣中冷卻。
2、深冷處理
深冷處理

操作方法
將淬火后的鋼件,在低溫介質(如干冰、液氮)中冷卻到-40~-80℃或更低,溫度均勻一致后取出均溫到室溫。
目的
使淬火鋼件內的殘余奧氏體全部或大部轉換為馬氏體,從而提高鋼件的硬度、強度、耐磨性和疲勞極限;
穩定鋼的組織 ,以穩定鋼件的形狀和尺寸。
應用要點
鋼件淬火后應立即進行冷處理,然后再經低溫回火,以消除低溫冷卻時的內應力;
冷處理主要適用于合金鋼制的緊密刀具、量具和緊密零件。
3、表面熱處理
表面熱處理是只加熱工件表層,以改變其表層力學性能的金屬熱處理工藝。為了只加熱工件表層而不使過多的熱量傳入工件內部,使用的熱源須具有高的能量密度,即在單位面積的工件上給予較大的熱能,使工件表層或局部能短時或瞬時達到高溫。表面熱處理的主要方法有火焰淬火和感應加熱熱處理,常用的熱源有氧乙炔或氧丙烷等火焰、感應電流、激光和電子束等。
火焰加熱表面淬火

操作方法
用氧-乙炔混合氣體燃燒的火焰,噴射到鋼件表面上,快速加熱,當達到淬火溫度后立即噴水冷卻。
目的
提高鋼件表面硬度、耐磨性及疲勞強度,心部仍保持韌性狀態。
應用要點
多用于中碳鋼制件,一般淬透層深度為2~6mm;
適用于單件或小批量生產的大型工件和需要局部淬火的工件。
感應加熱表面淬火

操作方法
將鋼件放入感應器中,使鋼件表層產生感應電流,在極短的時間內加熱到淬火溫度,然后噴水冷卻。
目的
提高鋼件表面硬度、耐磨性及疲勞強度,心部保持韌性狀態。
應用要點
多用于中碳鋼和中堂合金結構鋼制件;
由于肌膚效應,高頻感應淬火淬透層一般為1~2mm,中頻淬火一般為3~5mm,高頻淬火一般大于10mm。
4、化學熱處理
化學熱處理是通過改變工件表層化學成分、組織和性能的金屬熱處理工藝。化學熱處理是將工件放在含碳、氮或其它合金元素的介質(氣體、液體、固體)中加熱,保溫較長時間,從而使工件表層滲入碳、氮、硼和鉻等元素。
滲碳
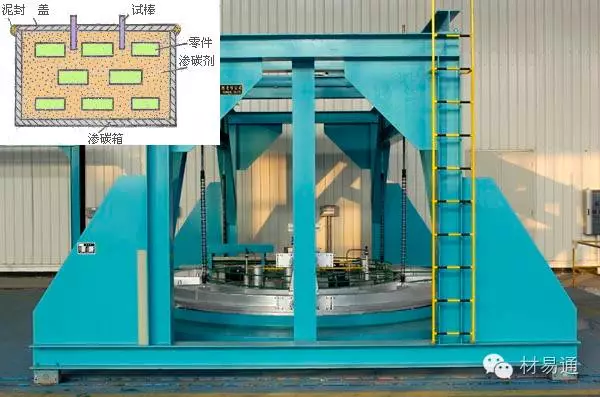
操作方法
將鋼件放入滲碳介質中,加熱至900~950度并保溫,使鋼件便面獲得一定濃度和深度的滲碳層。
目的
提高鋼件表面硬度、耐磨性及疲勞強度,心部仍然保持韌性狀態。
應用要點
用于含碳量為0.15%~0.25%的低碳鋼和低合金鋼制件,一般滲碳層深度為0.5~2.5mm;
滲碳后必須進行淬火,使表面得到馬氏體,才能實現滲碳的目的。
氮化
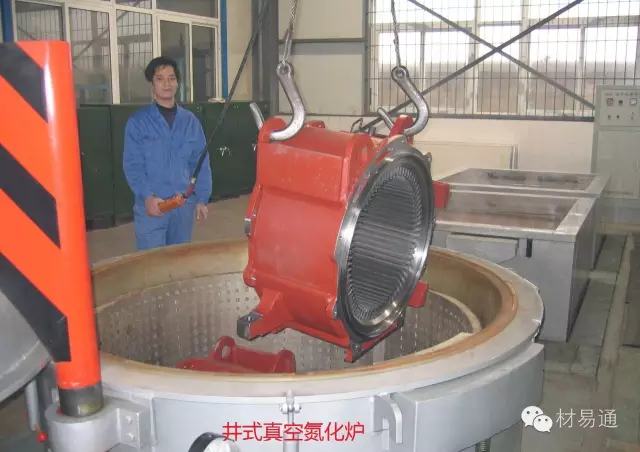
操作方法
利用在500~600度時氨氣分解出來的活性氮原子,使鋼件表面被氮飽和,形成氮化層。
目的
提高鋼件表面的硬度、耐磨性、疲勞強度以及抗蝕能力。
應用要點
多用于含有鋁、鉻、鉬等合金元素的中碳合金結構鋼,以及碳鋼和鑄鐵,一般氮化層深度為0.025~0.8mm。
碳氮共滲
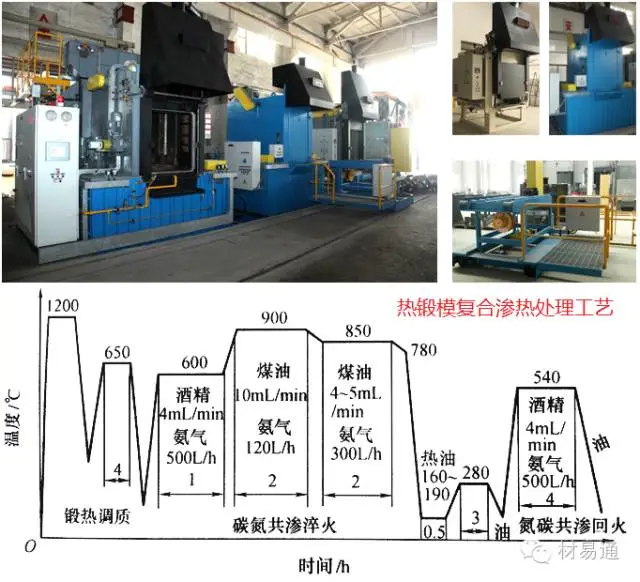
操作方法
向鋼件表面同時滲碳和滲氮。
目的
提高鋼件表面的硬度、耐磨性、疲勞強度以及抗蝕能力。
應用要點
多用于低碳鋼、低合金結構鋼以及工具鋼制件,一般氮化層深0.02~3mm;
氮化后還要淬火和低溫回火。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741