



奧氏體不銹鋼以Cr元素和Ni元素為主,其耐腐蝕性高、塑性好、易于加工成型,且具有良好的焊接性能,是目前最重要的耐酸不銹鋼。奧氏體不銹鋼焊管是將奧氏體不銹鋼的鋼帶卷曲成型后焊接制成的鋼管,奧氏體不銹鋼焊管的生產(chǎn)工藝相對簡單、生產(chǎn)效率高、產(chǎn)品性能優(yōu)越,且應(yīng)用十分廣泛,如化工設(shè)備用管、換熱設(shè)備用管、裝飾管等。不銹鋼焊管在使用過程中一旦發(fā)生開裂,可能會(huì)造成非常嚴(yán)重的后果,所以在焊管加工完成后通常要對其進(jìn)行密封性測試,如水壓測試。研究人員采用宏觀觀察、化學(xué)成分分析、金相檢驗(yàn)、掃描電鏡(SEM)及能譜分析等方法對裂紋產(chǎn)生原因進(jìn)行分析,以防止該類問題再次發(fā)生。 01 理化檢驗(yàn)
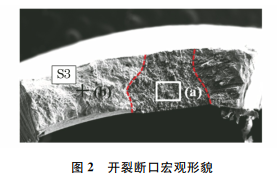
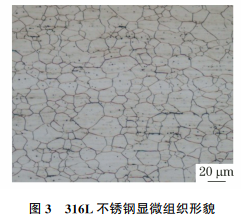
1.1 宏觀觀察 近幾年,常有一些焊管客戶反饋不銹鋼焊管在密封性測試后出現(xiàn)裂紋,與常見的焊管裂紋不同的是,常見焊管裂紋通常發(fā)生在焊縫位置,而該類裂紋不是發(fā)生在焊縫處,而是發(fā)生于焊管的母材位置,且為垂直于焊縫的橫向裂紋,裂紋較短,長度通常小于3mm,有時(shí)小如針尖狀(見圖1)。該類裂紋在304、316L、321等奧氏體不銹鋼中均被發(fā)現(xiàn)過,已發(fā)現(xiàn)缺陷的母材試樣均為厚度小于1.0mm的薄板。 開裂斷口宏觀形貌如圖2所示,中間為開裂區(qū)域,左側(cè)為裂紋兩邊人為掰斷的區(qū)域。 1.2 化學(xué)成分分析 試樣基體為316L不銹鋼,母材的化學(xué)成分如表1所示。 1.3 金相檢驗(yàn) 在母材上截取金相試樣,將其置于光學(xué)顯微鏡下觀察,結(jié)果如圖3所示。由圖3可知:母材組織為奧氏體,晶粒度為9.0級。焊管規(guī)格(外徑×壁厚)為25mm×0.5mm,在自動(dòng)生成線上完成焊接、焊后熱處理加工,隨后對其進(jìn)行水壓測試。在焊接之后未發(fā)現(xiàn)明顯裂紋,而在完成水壓測試后,發(fā)現(xiàn)焊管母材上出現(xiàn)了大量垂直于焊縫的橫向短裂紋。 1.4 掃描電鏡和能譜分析 將裂紋斷口試樣進(jìn)行機(jī)械切割、超聲清洗、乙醇清洗、烘干,再置于SEM下觀察,并對其進(jìn)行能譜分析,結(jié)果如圖4及表2所示。 02 綜合分析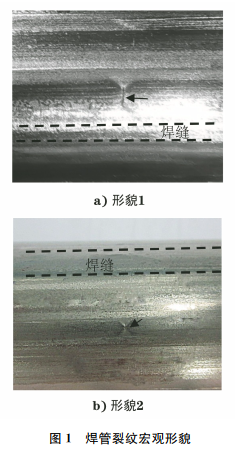

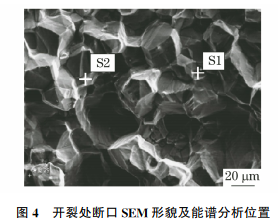
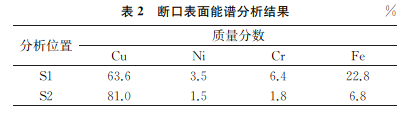
根據(jù)以上分析結(jié)果,發(fā)現(xiàn)開裂試樣具有以下特征:(1)開裂位置在非焊縫區(qū),且沒有向焊縫擴(kuò)展;(2)開裂呈沿晶特征,斷口呈冰糖狀;(3)開裂處銅元素沿晶界富集。 以上特征符合銅污染裂紋(CCC)的特征,CCC是一種液態(tài)金屬脆化(LME)現(xiàn)象,即具有較好塑性的固態(tài)金屬材料在接觸到特定的液態(tài)金屬后,原子間的結(jié)合力下降,在受到拉伸力后,金屬材料的強(qiáng)度和塑性顯著下降,這通常發(fā)生在兩種熔點(diǎn)相差較大的金屬之間。對于奧氏體不銹鋼來說,焊接過程中常見的能引起LME現(xiàn)象的低熔點(diǎn)金屬為Cu和Zn。裂紋位置富集了大量的Cu元素,純銅熔點(diǎn)為1083℃,隨純度降低熔化溫度降低,比不銹鋼的熔點(diǎn)低得多,在焊接過程中,熱影響區(qū)如果受到銅污染,則可能會(huì)發(fā)生LME現(xiàn)象,而母材受到銅污染后產(chǎn)生裂紋的原因則為進(jìn)行了焊后熱處理,不銹鋼焊后熱處理溫度通常選擇大于1000℃。該溫度下熱處理時(shí)表面沾染的銅變成液態(tài),而奧氏體不銹鋼的熱膨脹系數(shù)較高,在毛細(xì)作用下,液態(tài)Cu會(huì)沿著奧氏體晶界向內(nèi)滲入,從而形成晶界滲透,破壞了晶界的連續(xù)性,導(dǎo)致晶界脆化,結(jié)合力下降,在拉應(yīng)力的作用下產(chǎn)生裂紋。如果材料較薄,則形成穿透性裂紋,因此,將該裂紋確認(rèn)為CCC。 作為合金添加的銅一般不會(huì)引起銅污染裂紋。最有可能引入銅污染的就是焊管自動(dòng)加工生產(chǎn)線,在焊管生產(chǎn)線上存在較多的銅制工件,如夾具、觸頭等。防止CCC最有效的辦法是避免材料和銅發(fā)生刮擦殘留,大多數(shù)情況下,應(yīng)注意焊接夾具、導(dǎo)電嘴或其他可能接觸材料表面的銅基部件。 對制管生產(chǎn)流程進(jìn)行調(diào)查發(fā)現(xiàn),采用鎢極氬弧焊(TIG)焊接方式制管,除了正常的焊槍位置有保護(hù)氣體外,管內(nèi)設(shè)置內(nèi)保護(hù)氣體。用戶使用銅管進(jìn)行內(nèi)保護(hù)氣體輸送,現(xiàn)場可發(fā)現(xiàn)銅管與不銹鋼內(nèi)壁接觸,在生產(chǎn)運(yùn)行時(shí)發(fā)生刮擦,且銅管已經(jīng)發(fā)生一定程度的磨損,由此確認(rèn)輸送內(nèi)保護(hù)氣體的銅管為CCC的來源。用戶更換送氣管后不再發(fā)生開裂問題。 03 結(jié)論
(1)316L不銹鋼焊管裂紋為銅污染裂紋,為輸送焊接內(nèi)保護(hù)氣體銅管在焊管內(nèi)壁刮擦殘留導(dǎo)致。 (2)焊管材料在加工及使用過程中要遠(yuǎn)離銅、鋅、鋁等低熔點(diǎn)物質(zhì),或盡量避免與該類物質(zhì)的刮碰摩擦,才能從根源上防止該類微裂紋產(chǎn)生。 (3)用戶更換不銹鋼保護(hù)氣輸送管后,焊管不再發(fā)生開裂現(xiàn)象。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時(shí)間聯(lián)系本網(wǎng)刪除。

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”