
關于金屬材料的使用性能
2023-12-15 10:39:24
作者:梅子 來源:阿斯米
分享至:


04 焊接性能
金屬焊接性是金屬材料本身對焊接加工的適應性,主要指在一定的焊接工藝條件下(包括焊接材料、焊接方法、焊接工藝參數和結構形式等),能否獲得優質焊接接頭的難易 程度以及該接頭能否在規定的使用條件下可靠運行。它包括兩方面內容:一是焊接接頭的接合性能,即在一定焊接工藝條件下,能否得到優質而無缺陷焊接接頭的能力;一是使用性能,即焊接接頭或焊后的整體構件能否滿足技術要求所規定的各種使用條件。影響焊接性的因素很多,對鋼鐵材料而言,有選用的材料、結構及其接頭的設計、工藝方法及其規范,接頭服役的環境條件等因素。
焊接接頭熱影響區的基本組織
焊接接頭一般包括焊縫金屬區、熔合線、熱影響區幾部分。熱影響區系指焊縫兩側金屬因焊接加熱致使組織和性能發生變化的區域。熱影響區組織性能的變化不僅取決于所受的熱循環,而且還取決于母材的成分和原始狀態,如圖2所示。
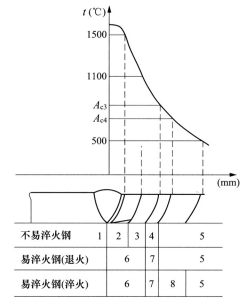
圖2 焊接熱影響區的分布特征 1一熔合區;2一過熱區;3一正火區;4一不完全重結晶區;5一母材;6-淬火區;7一部分淬火區;8一回火區
不易淬火鋼熱影響區的組織分布及性能
不易淬火鋼是指在焊后自然冷卻條件下不易形成馬氏體的鋼種,如普通低碳鋼等。如圖2所示,不易淬火鋼的熱影響區由熔合區、過熱區、正火區和不完全結晶區四部分組成。
(1)熔合區。熔合區包括填充金屬熔化區和半熔化區(即加熱溫度在液相線和固相線之間),半熔化區由于化學成分和組織性能有較大的不均勻性,其強度、韌性較差,應引起注意。
(2)過熱區。受熱溫度一般在1100℃左右,該區晶粒開始急劇長大,冷卻后會得到粗大的過熱組織,也叫粗晶區。此區容易產生脆化和 引起裂紋。
(3)正火區(相變重結晶區)。受熱溫度在 Ac3以上到晶粒開始急劇長大的溫度范圍內,此區晶粒未顯著長大,冷卻后得到均勻而細小的珠光體和鐵素體,相當于正火熱處理組織,具有好的綜合性能。
(4)不完全重結晶區。受熱溫度處于Ac1~Ac3之間,此區組織不均勻,晶粒大小不一,其力學性能不均勻。
以上四區是低碳鋼、低合金鋼熱影響區的基本組織特征。但有些母材在焊前,經過冷軋或冷加工變形后,則會在處于受熱溫度接近 500℃-Ac1之間的范圍內,金屬發生再結晶過程,使加工硬化作用消失,強度下降,塑性、韌性提高。但對于有時效敏感性的鋼,在 Ac1-300℃溫度范圍內,如時間稍長、極易發生應變時效,使此區脆化,因此,此區又叫時效脆化區,雖其金屬組織無明顯變化,但具有缺口敏感性,焊接時應注意。
易淬火鋼熱影響區的組織分布及性能
易淬火鋼是指在焊后空冷條件下容易淬火形成馬氏 體等淬硬組織的鋼種、如調質鋼和 中碳鋼等。
(1)完全淬火區。受熱溫度處于固相線到A,之間,此區由于晶粒長大,得到粗大的馬氏體,如冷卻速度不同,還可能出現馬氏體和貝氏體混合組織。淬火組織容易產生脆性和裂紋。
(2)不完全淬火區。受熱溫度處于 Ac1-Ac3之間,相當于不完全重結晶區。隨母材元素含量或冷卻速度的不同,也可能出現貝氏體、索氏體、珠光體等混合組織。
(3)回火區。如母材在焊前是經過調質處理的鋼材,還會存在一個回火軟化區。如母材焊前調質回火溫度為t1時,焊接過程中,當受熱溫度超過此回火溫度 t1(且小于Ac1時),則發生過回火軟化現象。如低于t1,其組織性能不變。
焊接裂紋
焊接裂紋可以通過肉眼或探傷手段發現。焊接裂紋的分類:如按裂紋產生的部位可分焊縫裂紋、熔合區裂紋、根部裂紋、焊趾裂紋、弧坑裂紋等;如按裂紋產生的機理可分熱裂紋、再熱裂紋、冷裂紋、應力腐蝕裂紋等。焊接裂紋是焊接接頭中最嚴重的缺陷,在結構和設備部件中,都不允許存在。
表5 各種焊接裂紋分類表

免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8747

腐蝕與“海上絲綢之路”
點擊數:7007