“鈦”強了!耐腐蝕的鈦合金值得深度了解一下
2024-01-25 16:22:07
作者:腐蝕與防護 來源:腐蝕與防護
分享至:
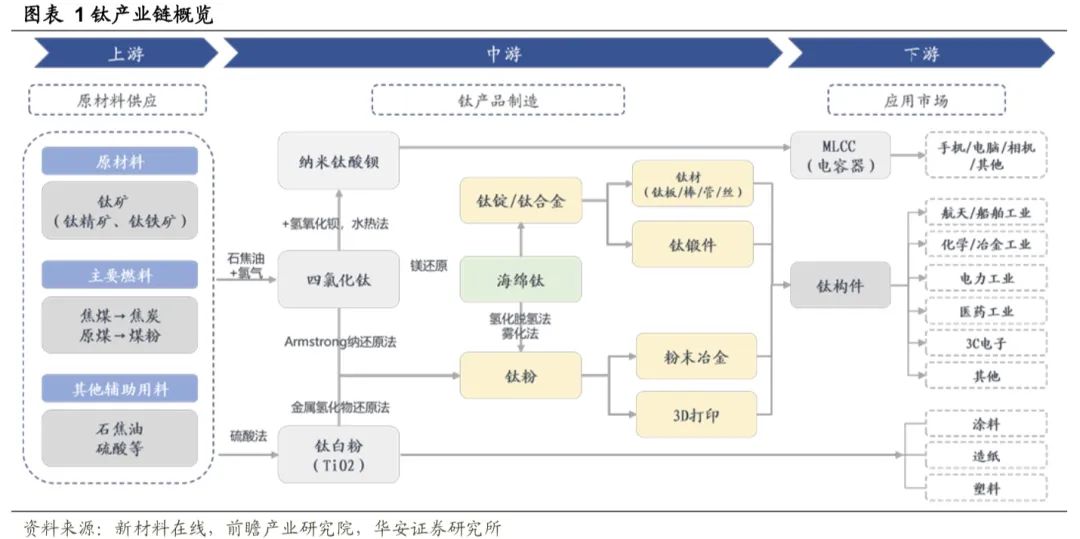
鈦是重要的結構金屬之一,地殼中儲量豐富,其含量占地殼質量的0.61%,在所有元素中含量居第十位。鈦性能優異,具有較高的比強度、低密度、優異的生物相容性和耐腐蝕性,被譽為“戰略金屬”、“第三金屬”及“海洋金屬”,是極具發展前景的結構材料,廣泛應用于航空航天、海洋工程、汽車工藝、醫療設備等領域。
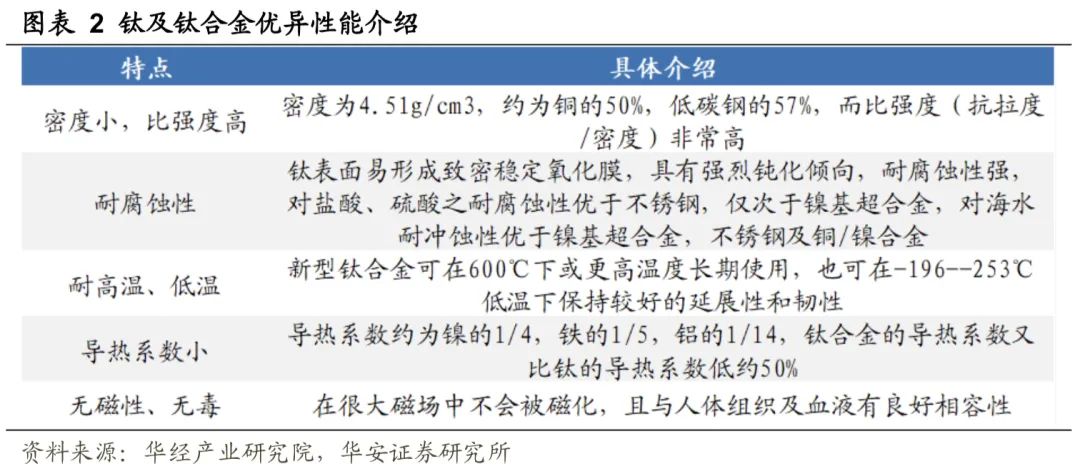
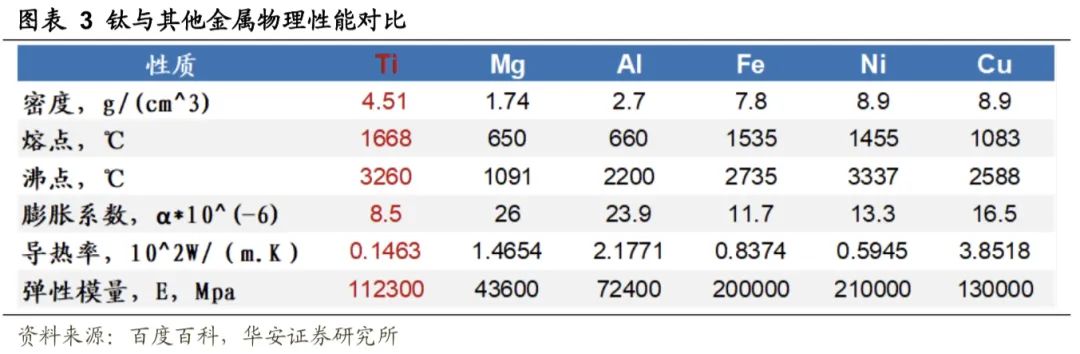
(1) 熔點高,比鐵、鎳都要高,作為耐熱材料有很大的潛力,鈦的熱膨脹系數較小,高溫條件下或熱加工過程中產生較小的熱應力;(2) 密度小,為4.51 g/cm3,約為鋼的60%、銅的50%、鋁的1.8倍。
(3) 易加工成形,且具有優異的耐腐蝕性能,屈強比較高,使得鈦和鈦合金冷變形成形時回彈性大,不易成形和矯直。
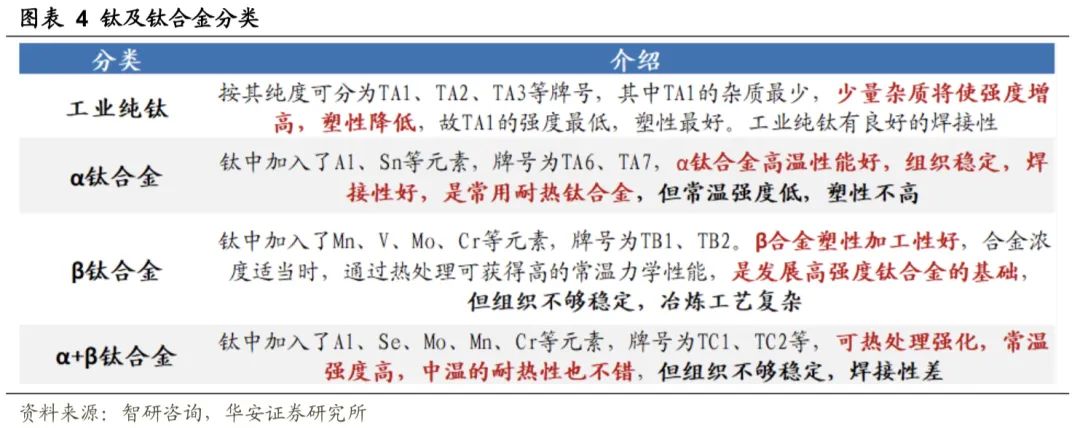
鈦的材料強度和加工難易很大程度上取決于鈦的純度,純度越高,加工越容易,但強度越低。在鈦中加入其他元素制成鈦合金可獲得更佳的性能。根據純度及添加元素不同,鈦及鈦合金又具體可分為工業純鈦,α鈦合金、β鈦合金及α+β鈦合金。其中α+β是雙相合金,組織穩定性好,有良好的韌性、塑性和高溫變形性能,能較好地進行熱壓力加工,能進行淬火、時效使合金強化。α+β鈦合金力學性能變化范圍較寬,可適應各種用途,約占航空工業使用的鈦合金70%以上。目前國內外應用最廣泛的α+β鈦合金是Ti-Al-V系的Ti-6Al-4V,即TC4合金。
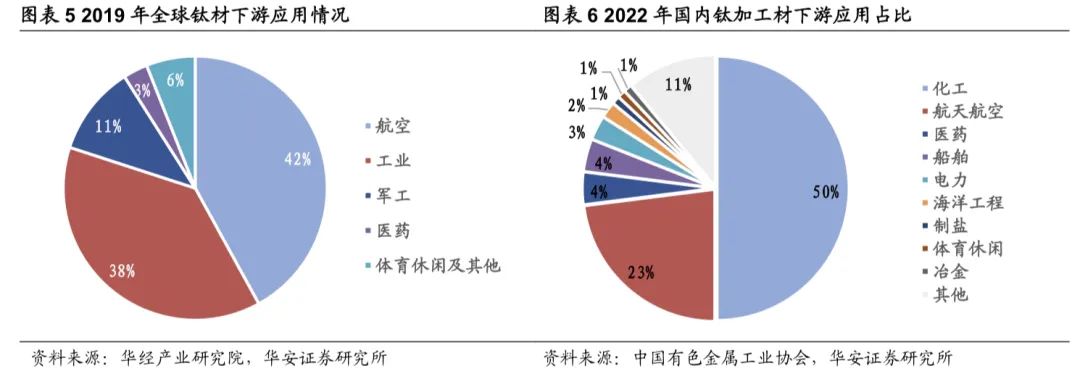
全球鈦材主要應用于航空及工業領域,我國鈦材在航空航天領域應用仍有較大提升空間。根據華經產業研究院的統計數據顯示,2019年全球鈦材下游應用集中于航空(42%)及工業(38%)領域。根據中國有色金屬工業協會的數據,我國2022年鈦加工材下游則主要應用于化工,占比50%,航空航天領域應用占比僅為23%,可見我國鈦材在航空航天領域的應用仍有較大的提升空間。
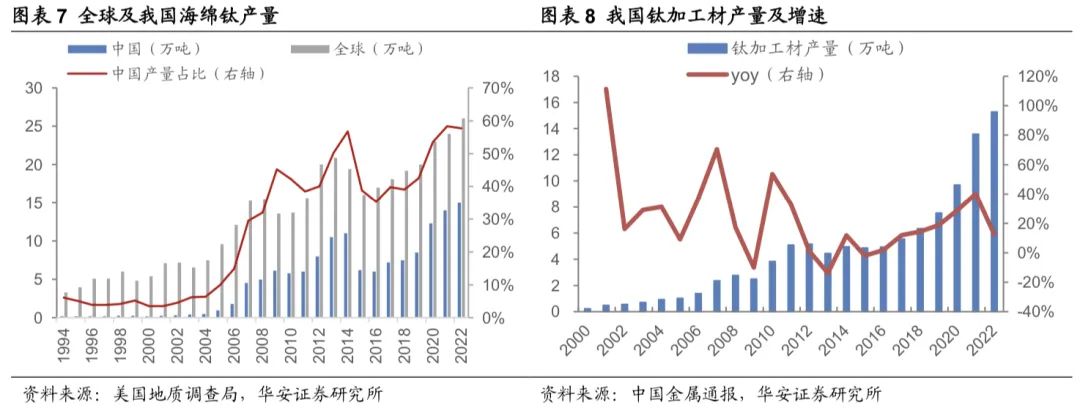
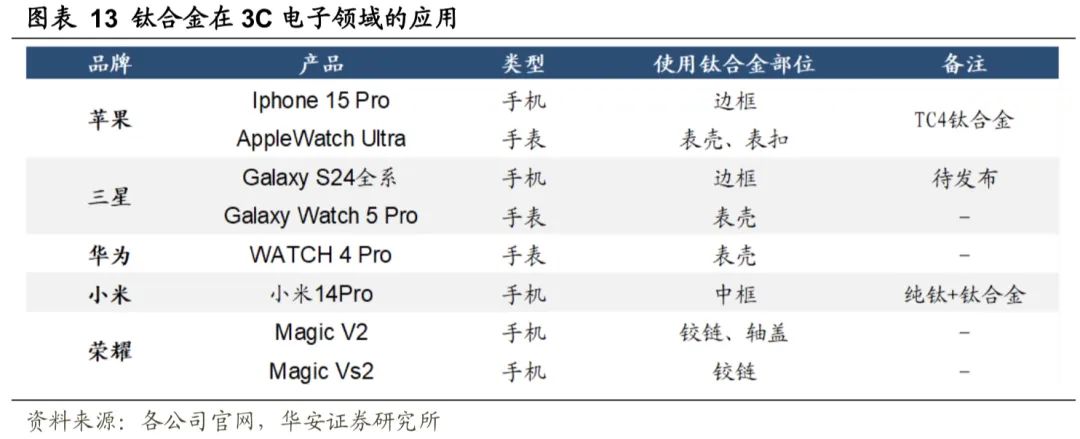
我國鈦材及上游海綿鈦產量持續增長。根據美國地質調查局,我國海綿鈦(鈦加工材上游重要原材料)產量穩步增長,占全球產量比例不斷提升,2022年全球海綿鈦產量26萬噸,我國海綿鈦產量15萬噸,占比57.69%。根據中國金屬通報,我國鈦加工材產量由2000年的0.22萬噸提升至2022年的15.27萬噸,產量CAGR為21.2%。鈦合金可滿足3C電子減重、堅固、耐磨等多重需求。鈦合金比強度高、密度小、耐腐蝕及生物兼容性高,用于3C電子可提升其堅固耐用性能同時具備輕量化屬性。目前已有部分機型及穿戴設備在邊框、背板、鉸鏈等使用鈦合金,如IPhone 15pro系列、AppleWatch Ultra、小米15pro鈦系列、三星Watch 5pro、榮耀Magic V2折疊屏等。(1)堅固、耐用兼顧減重:以IPhone 15Pro系列為例,其所使用的TC4(Ti-6Al-4V)鈦合金為α+β型鈦合金,TC4鈦合金也是目前使用量最大的鈦合金,約占鈦合金總產量的50%以上,具有良好的熱強性、耐蝕性和低溫韌性,廣泛應用于火箭殼體和航天器等航空航天領域,故保證了產品的堅固耐用程度。同時由于添加了鋁,進一步減小合金密度,使得產品重量變輕。通過對比IPhone 15Pro與IPhone 13/14Pro(使用不銹鋼邊框)系列,15Pro重量為187 g,13/14Pro重量分別為203和206 g。鈦合金中框可在提升產品堅固程度的同時減輕機身重量。(2)良好生物相容性:部分金屬元素容易與人體汗液中的鹽離子反應,使得金屬元素更加活潑(離子化),滲透入皮膚后引發金屬過敏的成分,常見易引發金屬過敏的元素有鎳、鈷、鉻。鈦合金與人體組織和血液相容性好,為親生物金屬,可在醫學上以鈦制成人造骨骼植入體內,用鈦合金制作產品外殼可避免金屬過敏。(3)美觀,不留指紋:鈦合金硬度高,熱形變小,耐腐蝕,且為親生物金屬,故而保證手機或手表外殼不易變形、劃傷、磕碰與褪色,不留指紋,增強產品美觀度。
鈦合金零件的制備工藝可分為CNC及3D打印等途徑,過去傳統的CNC切削磨削由于成品率低、刀具磨損嚴重等原因制作成本較高,也是影響鈦合金滲透率提升的核心原因之一。隨著技術迭代,CNC切削磨削成型率不斷提升,工藝成熟同時保證精度,為當前鈦合金主流加工方式。此外,3D打印技術以縮短交期、降低成本、成形復雜結構零件為目的,可一次性完成傳統構件鑄、鍛、焊、機加工等多工序制造方案,在鈦合金鑄件生產過程中具有顯著技術優勢。但是3D打印仍需要用機械加工進行表面處理(研磨、拋光等)。
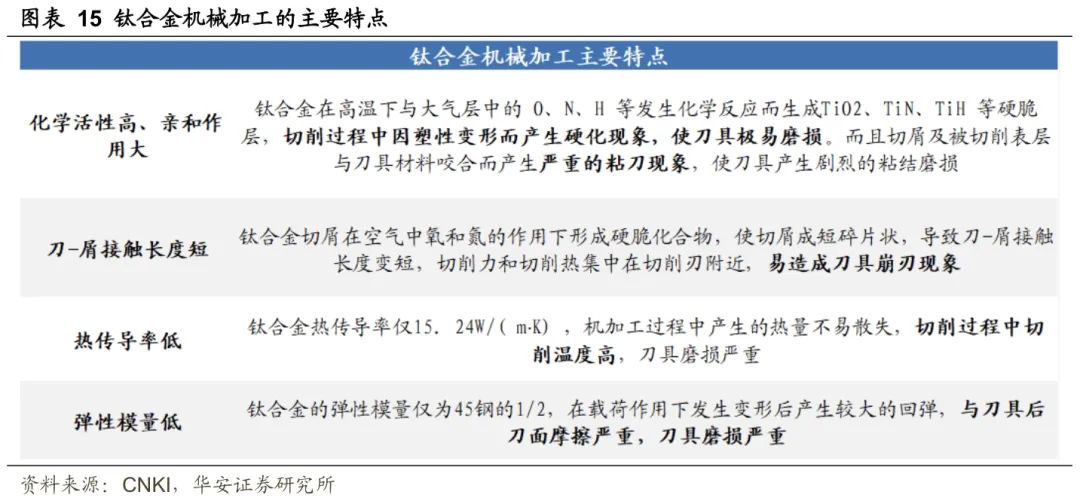
通過機床和刀具對鈦合金進行切削、銑削、車削等操作,將其加工成所需形狀和尺寸的工件。機械加工是TC4鈦合金加工中最常見的方法,具有加工精度高、工件表面質量好等優點。但由于TC4鈦合金的高硬度和難切削性,機械加工時需要選用合適的刀具材料和切削參數,以確保加工質量和效率。
? 優點:工藝成熟、精度高、隨加工良率的提升未來成本將持續下降;? 缺點:刀片磨損成本高,材料利用率低,工藝及生產周期較長等;? 改進方向:以提升涂層技術、使用硬質合金刀片等技術改進良率。
3D打印技術又稱增材制造技術(AM),屬于一種快速成型技術。3D打印的最大優勢在于可以從原料直接自由制造復雜零件的能力,無需涉及諸如擠壓、鍛造、鑄造和二次加工等傳統制造方法即可獲得所需的形狀,且原料的利用率近100%。
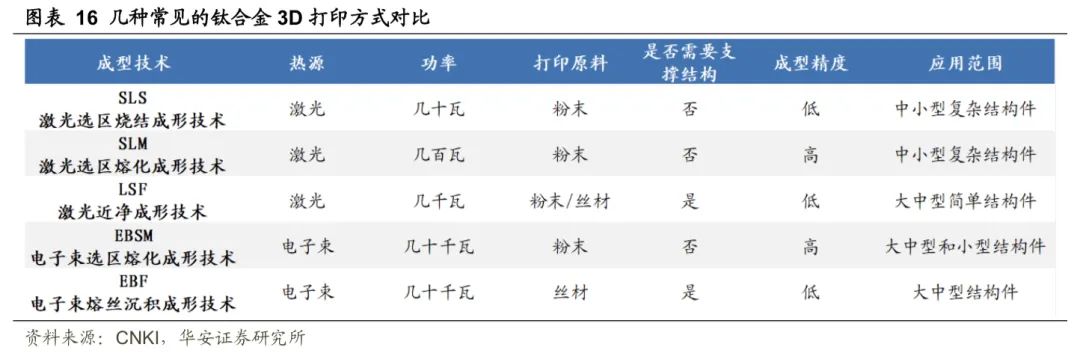
目前,國內外常用的鈦合金3D打印方法主要有以下幾種:根據熱源的不同可分為以激光為熱源的激光選區燒結成形技術(SLS)、激光選區熔化成形技術(SLM)和激光近凈成形技術(LSF);以電子束為熱源的電子束選區熔化成形技術(EBSM)和電子束熔絲沉積成形技術(EBF)。
根據對比,EBSM技術或是未來最具發展前景的鈦合金3D打印技術,原因如下:
(1)EBSM具有與SLM技術相當的成形精度、表面質量以及良好的力學性能,而且也克服了SLM技術不能成形大尺寸零件的缺點;
(2)整個成形過程均在真空環境下進行,有效防止成形過程中C、N、O元素對材料的污染;
(3)采用功率更大的電子束代替激光束,不但加快成形效率,而且降低生產成本。
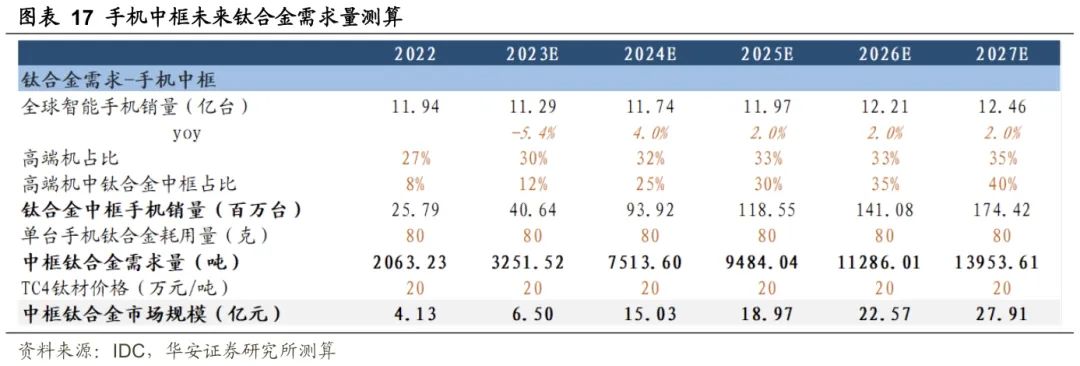
以手機中框為例,我們來測算一下鈦合金未來的需求量。目前,鈦合金已實現批量化應用于手機中框(如IPhone 15Pro),且目前中框鈦合金用量在3C產品中最大(單臺手機中框所需消耗鈦合金坯料約80 g),故我們以手機中框為例測算2027年所需鈦合金及其市場規模,主要假設有:(1)假設智能手機出貨量保持小幅平穩增長,2025-2027年的年均增速為2%;其中高端手機滲透率、高端手機鈦合金中框滲透率持續提升;(2)單臺手機中框所需鈦合金坯料為80g,且主要采用TC4合金,TC4合金均價保持20萬元/噸。以此測算可得出,2027年手機中框鈦合金需求量約1.4萬噸,對應市場規模為28億元。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。