



本期講述激光淬火、激光熔覆的金相組織。
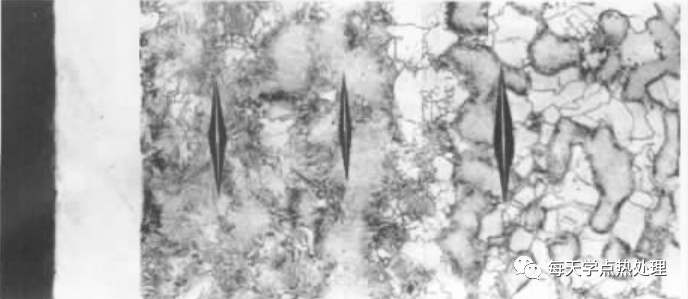
硬化區(qū)表層組織為板條狀馬氏體,過渡區(qū)為馬氏體、鐵素體,心部組織為鐵素體、珠光體(圖左邊白色段為制樣時(shí)保護(hù)邊緣的銅片)。
20鋼適用于不經(jīng)熱處理、低負(fù)載的大零件,或者要求表面硬度高而心部強(qiáng)度不高的滲碳、碳氮共滲處理的零件。20 鋼用常規(guī)淬火很難淬硬。但 20 鋼易沖壓成型,有些沖壓零件既要求尺寸精度高,又要求表面局部硬化,采用常規(guī)處理難以解決,而采用激光淬火局部硬化就是比較好的辦法。如空調(diào)機(jī)閥板閥線表面經(jīng)激光淬火后硬化層深度可達(dá)0.45mm左右,表層顯微硬度為420~460HK(相當(dāng)于42.5~45.5HRC),有比較好的使用效果。
圖中板條馬氏體不甚明顯,因激光淬火加熱的溫度和時(shí)間極短,故晶粒很細(xì),在多數(shù)情況下為隱晶馬氏體,在圖上灰色帶區(qū)域均屬馬氏體,努氏壓痕顯示該區(qū)具有淬火硬度,里層白色大顆晶粒為鐵素體,第三個(gè)壓痕較大,已處于馬氏體與鐵素體的過渡區(qū)域。
激光淬火與常規(guī)熱處理不同,它的加熱是由點(diǎn)到線、由線到面,以掃描的方式來實(shí)現(xiàn)的。由于激光加熱速度極快,可達(dá)3~5x10³ ℃/S,鋼鐵在快速加熱時(shí),其 Ac1點(diǎn)上升近百度左右,因此,允許鋼材表面的溫度在900~1200℃之間,而不致發(fā)生過熱現(xiàn)象。在極短時(shí)快速加熱條件下,奧氏體內(nèi)的碳濃度很不均勻,淬火后多數(shù)情況為隱顯馬氏體或細(xì)微馬氏體區(qū)域,在金相顯微鏡下不易分辨。
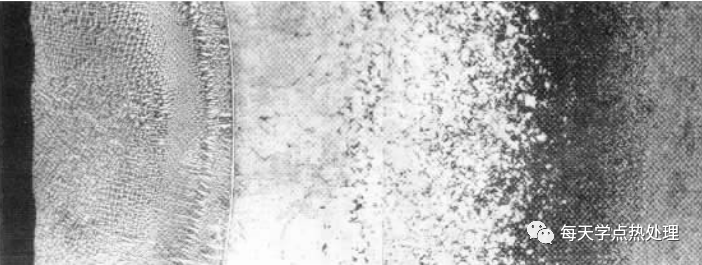
圖2 120X
圖2,45鋼表面激光熔覆 Ni-Cr-Si-B合金的組織全貌。圖左側(cè)為表層N-(Cr、Fe)固溶體,呈樹枝狀結(jié)構(gòu),其間分布有硼化物、碳化物、硅化物等硬質(zhì)相。白色細(xì)帶狀為表面合金層與母材結(jié)合的過渡帶。過渡帶下方逐漸由馬氏體向馬氏體和黑色屈氏體的混合組織過渡。圖右側(cè)為心部組織為索氏體。
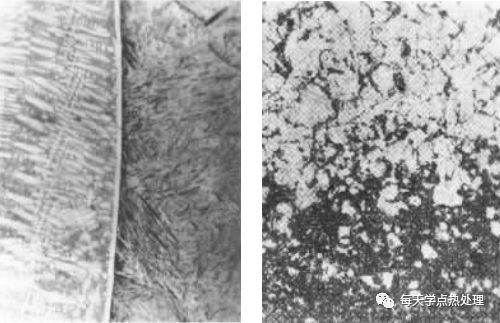
圖3 500X 圖4 500X
圖3,為過渡帶附近高倍下形貌,白亮帶清晰可見,樹枝狀合金化合物與細(xì)針狀馬氏體均十分明顯。
圖4,為混合組織區(qū)高倍下形貌。馬氏體及托氏體混合分布,越近下方屈氏體增多。
工作在苛刻的磨損條件下的許多構(gòu)件,盡管有許多傳統(tǒng)的涂覆工藝,但往往不能保證長(zhǎng)久的耐磨性能。因此,在20世紀(jì)80年代,利用大功率激光束作熱源,將涂覆在工件(開槽)的Ni-Cr-Si-B合金粉末熔化,同時(shí)基體也產(chǎn)生微熔,在凝固過程中使合金粉末與基體牢固地結(jié)合成涂覆合金層。
與一般的涂覆工藝相比,激光涂覆工藝具有以下優(yōu)點(diǎn):
(1)涂覆層的顯微組織特征表明它與基體材料具有優(yōu)良的黏合力。
(2)合金元素沿層深均勻分布,與基體材料交界處合金元素分布合理。
(3)激光加熱速度快,變形很小,涂覆層元素不易被基體稀釋。
Ni-Cr-Si-B粉末合金硬化處理的表面組織結(jié)構(gòu)比較復(fù)雜,其中連續(xù)的灰白色母相是Ni-(Cr、Fe)固溶體,呈細(xì)小樹枝狀結(jié)晶分布,其上均勻分布著硼化物、碳化物及硅化物等相。碳化物呈甚細(xì)的塊、條狀分布于枝晶間,硼化物及硅化物呈細(xì)針或彌散分布的細(xì)小質(zhì)點(diǎn),均勻、分散地分布在Ni-Cr固溶體上。鎳鉻固溶體中主要固溶鉻元素,以及其他少量合金元素。Ni-Cr固溶體的樹枝晶結(jié)構(gòu)十分細(xì)小,靠近母材壁處呈明顯的垂直方向分布,硬化層的這種組織結(jié)構(gòu)具有極大的耐磨性。在合金硬化層與母材結(jié)合處有一明顯的細(xì)白帶(為馬氏體),則為合金層與母材的結(jié)合處,有合金元素?cái)U(kuò)散,顯示合金層與基體具有牢固的結(jié)合力。同時(shí),還說明激光束能使不同熔點(diǎn)的元素同時(shí)熔化,從而獲得均勻的涂覆層,深度可以達(dá)到1.0mm左右。
Ni-C-Si-B激光涂覆層具有很高的硬度,硬化層為960HV0.1,母材馬氏體區(qū)的硬度為782~814HV0.1。母材馬氏體與非馬氏體過渡區(qū)的硬度為386HV0.1,母材硬度(索氏體狀態(tài))為344HV0.1。高硬度的碳化物、硼化物的硬度可達(dá)1400HV0.1。
Ni-C-Si-B合金層不僅是耐磨合金,同樣具有優(yōu)良的耐腐蝕性能。

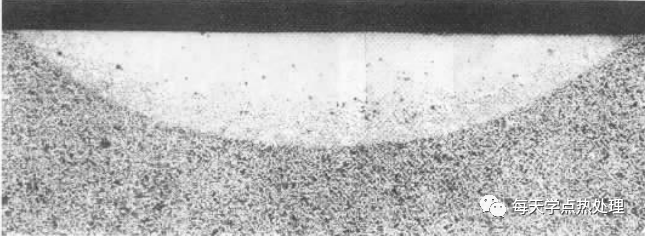
圖5 50X
圖號(hào):圖5~圖8
圖5,表面淬火層,板條狀馬氏體和針狀馬氏體組成,過渡區(qū)為馬氏體和鐵素體的混合組織,硬化層呈月牙形分布,心部組織為珠光體和鐵素體。

圖6 500X 圖7 500X
圖6,月牙形區(qū)內(nèi)組織形貌,板條狀馬氏體及針狀馬氏體。
圖7,過渡區(qū)全貌,灰白色馬氏體、白色小塊狀鐵素體、黑色屈氏體混合組織。
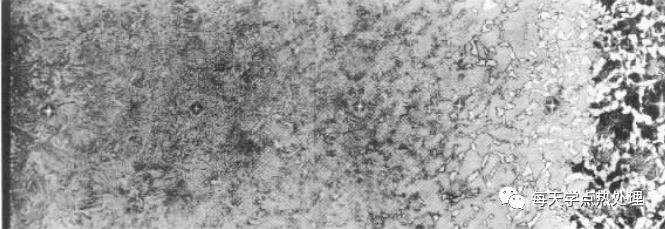
圖8,經(jīng)激光硬化處理后由表及里的組織分布形貌。
激光熱處理有許多工藝特點(diǎn)為常規(guī)熱處理所無法比擬。
①激光加熱速度快,在百分之幾甚至千分之幾秒內(nèi)就能使鋼鐵材料的局部溫度升高到淬火所需的溫度,并且可借助于金屬的熱傳導(dǎo)使表層快速自冷淬火,淬火組織十分致密。
②淬火表層可獲得高硬度的組織,能大大提高鋼的抗磨損能力。同時(shí),由于表層獲得較高的殘余應(yīng)力,能大幅度延長(zhǎng)鋼的疲勞壽命。
③由于發(fā)生相變硬化時(shí)受熱區(qū)很小,硬化層淺,時(shí)間也很短,所以變形極小。
④激光熱處理的適用性很強(qiáng),如深孔側(cè)壁、盲孔底部,對(duì)各種形狀復(fù)雜、尺寸特殊的零件,均能獲得滿意的硬化層。
⑤激光淬火不需要任何冷卻介質(zhì),基本上不發(fā)生氧化,也不產(chǎn)生液體、氣體等公害物質(zhì),不存在污染環(huán)境的問題,但設(shè)備造價(jià)和運(yùn)行費(fèi)用都很高。

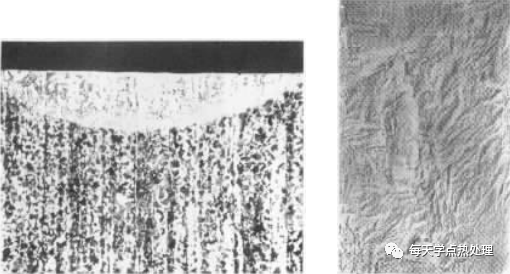
圖9,表面月牙形淬火組織,為細(xì)小馬氏體和少量未溶鐵素體顆粒,過渡區(qū),為馬氏體和鐵素體,心部組織為珠光體和帶狀分布的鐵素體。
圖10、圖11,為激光淬硬區(qū)二次碳復(fù)膜透射電鏡下形貌,板條狀馬氏體及孿晶馬氏體。
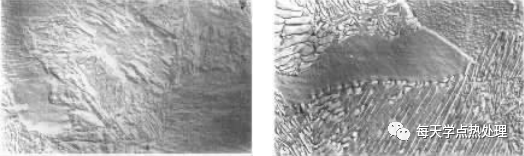
圖12,為近過渡區(qū)二次碳復(fù)膜透射電鏡下形貌,珠光體和鐵素體。
表面淬硬層的硬度834~940HV0.1,交界處的顯微硬度615-677HV0.1。


圖13,激光淬火表面,有沿枝晶,間顯微開裂,顯微組織主要為針狀馬氏體。
圖14,枝晶間顯微組織裂紋向內(nèi)擴(kuò)展的情況,顯微組織主要為針狀馬氏體。
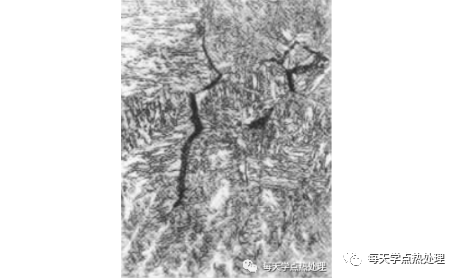
圖15 500X
圖15,激光淬火后沿馬氏體晶粒晶界形成的顯微袋紋,顯微組織為板條狀馬氏體。
由于激光熱處理具有一系列的特點(diǎn),使激光在工業(yè)生產(chǎn)中的應(yīng)用獲得了廣闊的前景,但這并不是說激光熱處理什么問題都不會(huì)有。如常規(guī)熱處理一樣,由于激光工藝處置不當(dāng),同樣會(huì)有淬火裂紋——沿著表面枝晶開裂和沿晶顯微裂紋。激光淬火最重要的是控制表面溫度和淬硬層深度。由于激光加熱速度極快,難以測(cè)定表面溫度。只能通過控制激光束的功率密度和相對(duì)掃描速度這兩個(gè)工藝參數(shù),來保證激光熱處理的質(zhì)量。
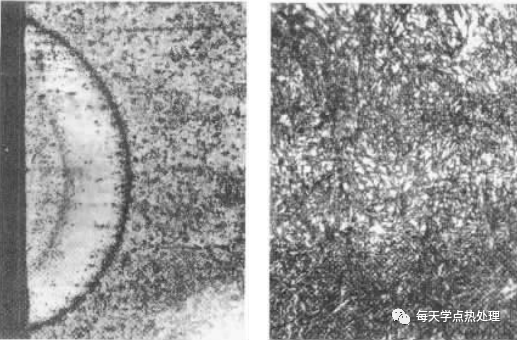
圖16 50X 圖17 500X
材料:T10
工藝情況:表面局部激光淬火
浸蝕方法:4%硝酸酒精溶液浸蝕
組織情況:
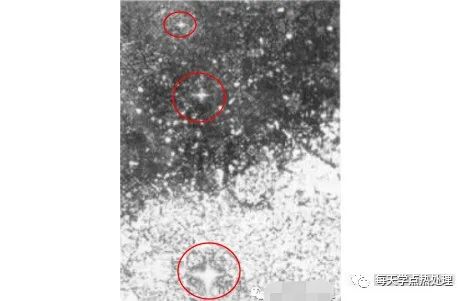
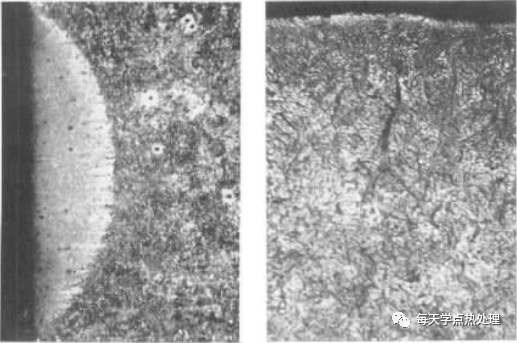
圖19 50X 圖20 500X
圖號(hào):圖19~圖21
材料:60Si2Mn
工藝情況:表面激光淬火
浸蝕方法:4%硝酸酒精溶液浸蝕
組織情況:
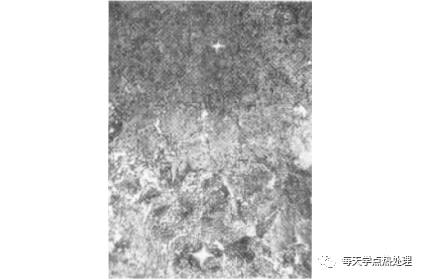
圖21 500X

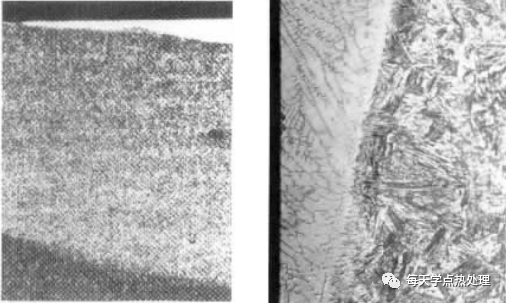
圖22 100X 圖23 500X
圖號(hào):圖22~圖24
材料:18Cr2Ni4WA
工藝情況:調(diào)質(zhì)后激光表面淬火
浸蝕方法:苦味酸硝酸酒精溶液浸蝕
組織情況:
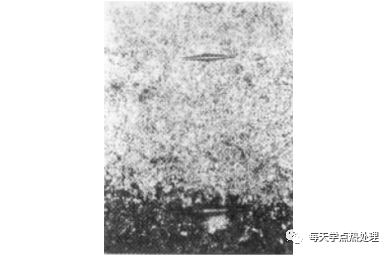
圖24 50X
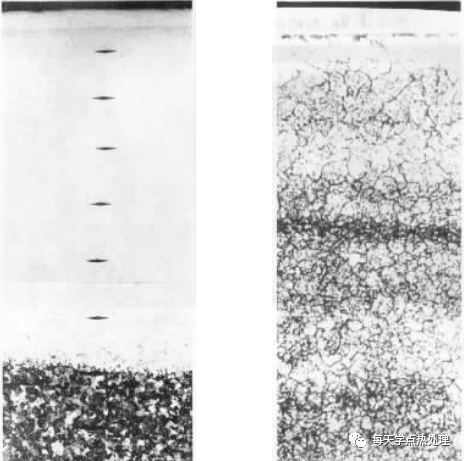
圖25 200X 圖26 500X
圖號(hào):圖25、圖26
材料:GCr15
圖25,4%硝酸酒精溶液浸蝕
圖26,苦味酸飽和水溶液和洗滌劑飽和水,溶液的混合溶液熱浸蝕
圖25,白色激光硬化區(qū)的組織為隱針狀馬氏體、少量碳化物顆粒和殘余奧氏
圖26,為經(jīng)特殊浸蝕試劑顯示奧氏體晶粒大小的形貌,奧氏體晶粒度自表面7級(jí)向內(nèi)演變?yōu)?級(jí)(圖上方的白色段均為制樣時(shí)保護(hù)邊緣的銅片。)
GCr15鋼經(jīng)激光淬火后的零件比常規(guī)淬火具有更高的硬度和更小的變形量。如用在紡織機(jī)上的錠桿,以18000r/min高速旋轉(zhuǎn)與錠座構(gòu)成一對(duì)摩擦副時(shí),錠桿常規(guī)淬火硬度為63HRC,經(jīng)激光淬火,錠尖處進(jìn)一步硬化,硬度提高至 900~1000HV,使用壽命可提高一倍。
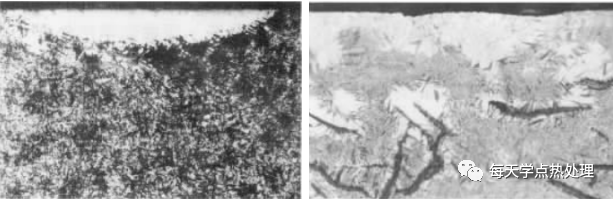
圖27 60X圖28 500X
圖號(hào):圖27、圖28
材料:合金鑄鐵(活塞環(huán))
工藝情況:激光表面淬火
浸蝕方法:4%硝酸酒精溶液浸蝕
組織情況:
好,這是因?yàn)榧す馓幚砗笤谠搮^(qū)域的組織與未經(jīng)處理的組織發(fā)生了明顯的變化,萊氏體和馬氏體的出現(xiàn)使硬度顯著上升,耐磨性有很大提高,從而延長(zhǎng)壽命。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”