
第一章 試驗材料和方法
2020-05-18 10:00:11
作者:本網發布 來源:中國腐蝕與防護網
分享至:


1.1試驗材料選擇
試樣材料的尺寸規格見表2-1。
車體頂板不銹鋼焊接試樣是由301LN不銹鋼和304不銹鋼經MAG焊接組成,密度為7.930×103kg/m3,化學成分如表11-2所示。
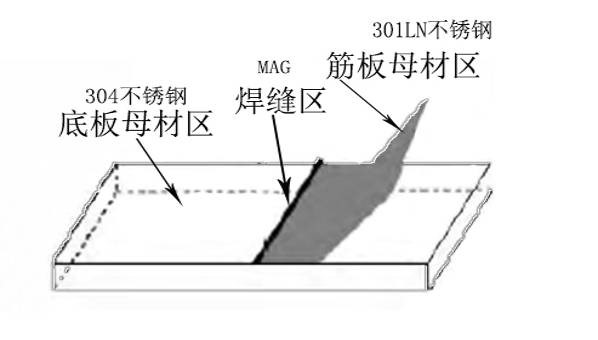
圖1-1 不銹鋼焊接材料示意圖
紫銅鍍錫試樣密度為8.900×103kg/m3,試樣示意圖如圖2-2。
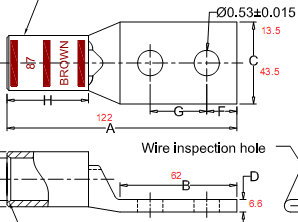
圖1-2 紫銅鍍錫材料示意圖

1.2試驗儀器
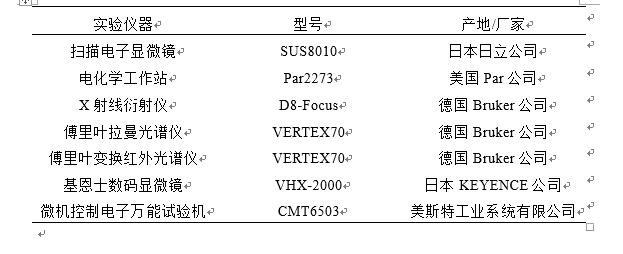
本文研究過程中所用試驗儀器詳見表1-3。
表1-3 試驗儀器
1.3試驗方法
1.3.1戶外大氣環境暴曬試驗
試驗前不銹鋼焊接材料試樣表面經砂紙打磨、丙酮除油、酒精清洗,82℃下烘干后,放置至室溫測量其外形尺寸和質量。
參照GB/T 14165-2008《金屬和合金 大氣腐蝕試驗現場試驗的一般要求》、GB/T 3681-2000《塑料大氣曝露試驗方法》和GB/T 9276-1996《涂層自然氣候曝露試驗方法》分別在武漢試驗站和廣州試驗站(亞濕熱城市大氣)、尉犁試驗站(干燥沙漠大氣)、萬寧試驗站(海洋濕熱大氣)、漠河試驗站(寒冷大氣)、青島試驗站(溫帶海洋大氣)、江津試驗站(酸雨污染大氣)、沈陽試驗站和北京試驗站(溫帶城市大氣)9個大氣環境材料腐蝕國家野外科學觀察站進行大氣曝露試驗。試樣固定于試驗架上,曝曬面正面南向,與水平面呈45°傾角。
實驗結束后拍照并記錄外觀,金屬結構件參照GB/T 16545-1996《金屬和合金的腐蝕腐蝕試樣上腐蝕產物的清除》清除金屬結構件腐蝕試樣上的腐蝕產物,稱重并觀察、記錄外觀,計算腐蝕速率,材料密度如表6所示。涂層件試樣參照原始樣膜厚和光澤度測試方法測量老化后膜厚和光澤度并記錄,厚度測量參照GB/T 13452.2-2008《色漆和清漆漆膜厚度的測定》規定,使用HCC-24涂層測厚儀和HCC-25渦流測厚儀測量涂層原始樣厚度,每塊試樣均測試15點,求其平均值并記錄;涂層材料老化評級參照GB/T 1766 -2008《色漆和清漆 涂層老化的評級方法》;涂層材料光澤度測量參照GB/T 9754-2007《色漆和清漆不含金屬顏料的色漆之20°,60°和85°鏡面光澤的測定》規定,采用HP-380多角度光澤度60°鏡面光澤測量涂層光澤度,每塊試樣均測試10點,求其平均值并記錄。橡膠件試樣測試前按照GB/T 2941-2006《橡膠物理試驗方法試樣制備和調節通用程序》規定對其測量、標記、存放和試驗前調節進行前處理,根據GB/T 531.2-2009《硫化橡膠或熱塑性橡膠硬度測試方法》和GB/T 528-2009《硫化橡膠或熱塑性橡膠拉伸應力應變性能的測定》測試獲取物理性能數,并記錄老化后各試驗站點老化數據。聚氨酯粘接材料老化前后性能根據GB/T 528-2009、GB/T 7124-2008《膠粘劑拉伸剪切強度的測定剛性材料對剛性材料》測試本體樣與粘接樣力學性能,測試前試樣于23±2℃環境下調節3.5-5h;采用超景深三維顯微系統進行微觀形貌觀察,采用傅立葉變換紅外光譜儀測定不同老化周期后試樣表面化學結構的變化,分析條件為:掃描 168次,分辨率為 4cm -1。
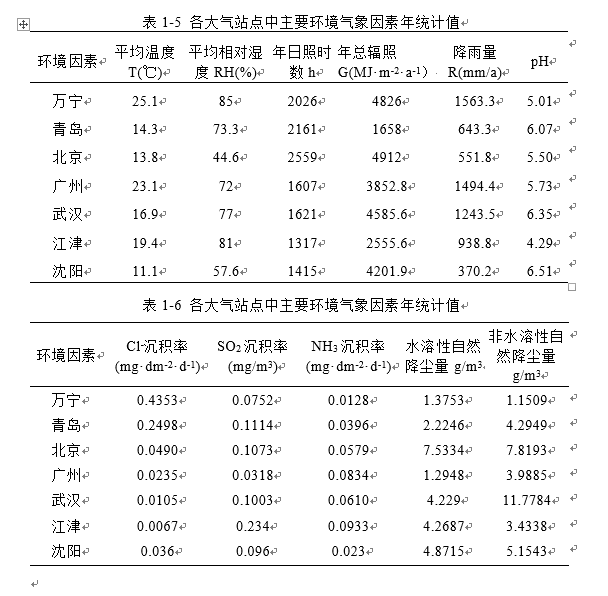
各試驗場大氣環境因素數據(來自各大氣試驗站點記錄),如表1-5、1-6所示。

圖2-3 典型氣候站點分布圖
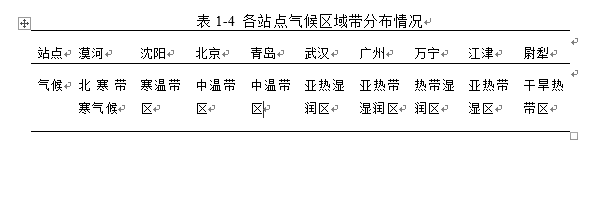

圖1-4 武漢大氣腐蝕野外科學觀測站現場照片
1.4試驗分析方法
1.4.1表面腐蝕形貌及成分分析
試樣表面宏觀形貌的觀察采用Nikon D800型照相機,采用超景深三維顯微系統、SU8010型掃描電子顯微鏡觀察試樣表面微觀形貌特征。
采用掃描電鏡配套能量色散譜儀(EDS)對不銹鋼焊接試樣(萬寧站、武漢站),紫銅鍍錫試樣表面腐蝕產物成分分析。
采用德國Bruker 公司,VERTEX 70型傅立葉變換顯拉曼光譜儀 <http://atc.hust.edu.cn/yqyl/flybhxwhw_lmgpy.htm>,對不銹鋼焊接試樣(萬寧站、武漢站)2年試驗后表面腐蝕產物化學組成進行分析。
采用XRD對紫銅鍍錫試樣2年試驗后表面腐蝕產物的物相組成進行定性分析,儀器型號為D8-Focus,40kV,40mA,掃描速度每步0.05秒。對暴露后的試樣表面的腐蝕產物成分進行物相分析,對海洋大氣萬寧、青島站表面腐蝕產物進行半定量分析,采用數據庫PDF卡片中的各個物相的強度比值(RIR),根據下式分別求出各相的質量分數:

式中wi為物相在腐蝕產物中所占的質量分數,Ii表示最強峰的面積積分強度。由于腐蝕產物中物相成分多,XRD測量峰比較繁雜,本文采用物相含量比值R 來表征物相成分大小。
采用德國Bruker 公司,VERTEX70型FTIR分析儀對高分子橡膠老化后表面分子結構的變化組成進行分析。
2.4.2腐蝕動力學分析
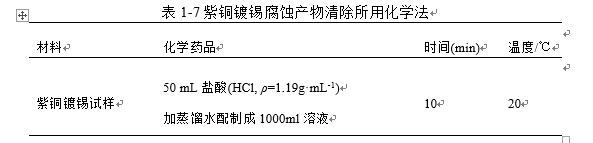
紫銅鍍錫材料試樣的具體除銹方法詳見表2-7.參照GB/T 16545-1996《金屬和合金的腐蝕 腐蝕試樣上腐蝕產物的清除》 進行除銹,乙醇除水,冷風吹干后烘箱80℃度烘干,冷卻至室溫后,放入干燥器,精度為0.001g電子天平稱重,并按照下列公式計算材料腐蝕速率。
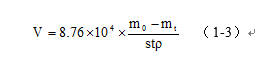
式中V腐蝕速率,μm/a;m0試驗前質量,g;mt除銹后質量,g;s試樣表面積,cm2;t暴曬時間,h;ρ密度,g/cm3。
1.4.3點蝕評定
不銹鋼拼焊件試樣在腐蝕介質中主要發生點蝕,查看不銹鋼焊接件表面腐蝕情況,除銹后測點蝕的表面密度,大小深度。對其評定方案參照GB/T 18590-2001《金屬合金的腐蝕 點蝕評定方法》進行。點蝕深度的測量點采用超景深顯微鏡三維形貌下測量。記錄試樣表面的所選區域的全部點蝕坑深度,計算平均點蝕坑深度和最大點蝕坑深度。
1.4.4力學性能分析
高分子橡膠材料老化后試樣采用邵氏A型硬度計,按照GB/T531.2~2009《硫化橡膠或熱塑性橡膠硬度測試方法》測量片狀試樣表面硬度值。采用CMT6503型美特斯微機控制電子萬能試驗機,按照GB/T528-2009《硫化橡膠或熱塑性橡膠拉伸應力應變性能的測定》測量啞鈴條狀試樣拉伸性能,并記錄數據。
1.4.5腐蝕電化學分析
采用電化學試驗方法研究不同材料在實際大氣環境室內加速試驗模擬大氣環境中的腐蝕性能。測試不同材料在3.5%NaCl溶液中的自腐蝕電位,電化學阻抗值和自腐蝕電流。
對經過室外(萬寧、武漢)暴曬2年的帶銹不銹鋼焊接件試樣用鋸條手工切割成焊縫區工作面積1cm×0.5cm)、筋板母材區(工作面積為1cm×1cm)、底板母材區(工作面積為1cm×1cm)。測試其在3.5%NaCl溶液中的電化學行為。
對紫銅鍍錫試樣戶外(北京、江津、廣州、青島、萬寧)暴曬2年試驗后試樣表面氯化橡膠封邊,留取10mm×10mm 區域,試樣面積為1cm2。測試其在3.5%NaCl溶液中的電化學行為。
電化學測量在PARSTAT 2273電化學工作站上完成,采用標準的三電極體系,輔助電極為石墨電極,參比電位為飽和甘汞電極(SCE),工作電極為試驗材料。進行Tafel極化曲線測量,紫銅鍍錫件電位掃描范圍為Ecorr-250mv~Ecorr+250mv,掃描速率為0.3333mv/s;交流阻抗譜測試頻率范圍為100KHz~10mHz,擾動電位為10mv。其他材料進行Tafel極化曲線測量時,電位掃描范圍為Ecorr-250mv~Ecorr+250mv,掃描速率0.667mv/s。側交流阻抗譜時,測試頻率范圍為100KHz~100mHz,擾動電位為20mv。測試結果采用ZSimpWin軟件進行擬合和分析。
1.4.6灰色關聯度分析
灰色關聯度具有對樣本量需求少, 分析過程中不需要找典型分布規律且分析結果一般與定性分析相吻合[1]等優勢,因此可以用灰色關聯度順序來描述各大氣站點環境因素與材料大氣腐蝕行為之間關系的大小、次序。同時也可以分析不斷變化的環境因素對腐蝕發展過程變化影響的一個動態量化分析。目前,關聯度計算中鄧氏灰關聯度運用較多。
(1)確定參考數據列和比較數據列。設有m+1組數據{Xi(k)},i=0,1,2,…,m,每組各有n個元素,k=1,2,3,…,n。其中X0(k)為參考數據列(母序列),Xi(k)(i=1,2,…,m)為比較數據列(子序列),即:
X0(k)={x0(1),x0(2),…,x0(k)}(k=1,2,3,…,n)
Xi(k)={xi(1),xi(2),…,xi(n)} (i=1,2,3, …, m)
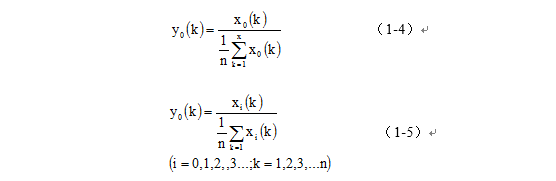
(2)數據的預處理
數據的預處理有許多方法,包括百分率法、首位數法、均值法等,其目的是消除量綱,使得數據之間具有可比性。本文中采用均值法處理。
均值法:
(3) 灰色關聯度計算::

式(2-6)中稱為兩極最小差,其中為第一級最小差,表示母序列對每一組子序列中對應元素差的絕對值取最小。ρ為分辨系數, 取0.5。稱為灰關聯度,數值的變化范圍在0~1之間。
(4)灰色關聯度大小排序
γi全體組成關聯序關系,γ最大的序列關聯度最大。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章
無相關信息

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741