
先進高溫合金制備工藝
2021-03-08 16:13:40
作者:材料十 來源:材料十
分享至:


一、絕對干貨 | 先進高溫合金制備工藝
在世界先進發動機研制中,高溫合金材料用量已占到發動機總量的40%~60%。所以,高溫合金材料也被譽為“先進發動機基石”。這段時間,小編將帶大家深度了解先進高溫合金的制備工藝,分析測試以及應用。
高溫合金簡介
高溫合金,顧名思義就是能在較高溫度(900℃以上)環境內使用,并在一定應力條件下長時間服役的合金。高溫合金分為三類材料:760℃高溫材料、1200℃高溫材料和1500℃高溫材料,抗拉強度800MPa。或者說是指在760--1500℃以上及一定應力條件下長期工作的高溫金屬材料,具有優異的高溫強度,良好的抗氧化和抗熱腐蝕性能,良好的疲勞性能、斷裂韌性等綜合性能,已成為軍民用燃氣渦輪發動機熱端部件不可替代的關鍵材料[1]。

圖1 高溫合金制成的航空發動機單晶葉片
廣義上的高溫合金指的是能夠在高溫下抗氧化或腐蝕,并能在一定應力作用下長期工作的一類合金,包括鑄造高溫合金、金屬間化合物等高溫金屬材料。狹義上的高溫合金是以鐵、鎳、鈷為基,能在大約600℃以上的高溫下抗氧化或腐蝕,并能在一定應力作用下長期工作的一類合金。高溫合金自誕生以來從原來的鐵、鎳、鈷為基,不斷發展和演變,以及引入新的加工工藝,從傳統的鑄造高溫合金和變形高溫合金,發展出粉末高溫合金、氧化物彌散強化(ODS)合金、金屬間化合物等新型高溫合金,從而大大擴展了高溫合金的內涵。
高溫合金大致可以分為以下幾類:
高溫合金在材料工業中主要是為航空航天產業服務。伴隨著航空航天產業的發展,我國已經建立起自己的高溫合金體系,從而形成了一定的產業規模。高溫合金由于其優良的耐高溫、耐腐蝕、抗疲勞等性能,已經逐步應用到電力、汽車、冶金、玻璃制造、原子能等工業領域,從而大大擴展了對高溫合金的需求。
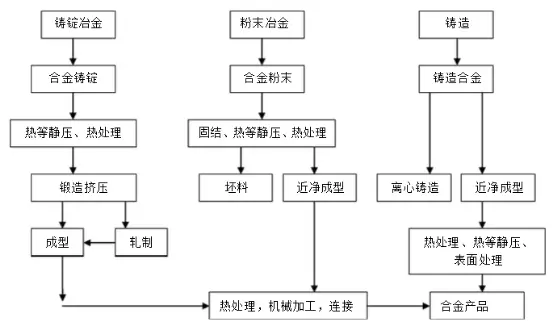
高溫合金制備工藝
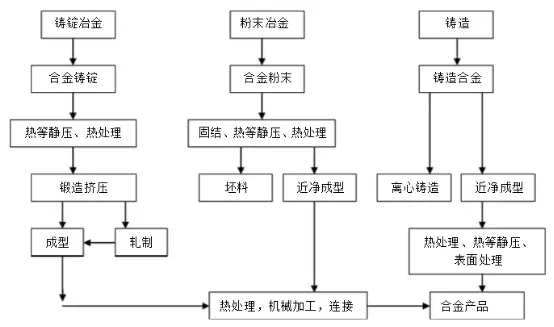
圖2 高溫合金的幾種成型方法的工藝路線
高溫合金所具有的耐高溫、耐腐蝕等性能主要取決于它的化學組成和組織結構。
高溫合金材料成分十分復雜,含有鉻、鋁等活潑元素,在氧化或熱腐蝕環境中表現為化學不穩定,同時機加工制成的零件表面留下加工硬化和殘余應力等缺陷,為材料的化學性能和力學性能帶來十分不利的影響。由于合金化程度高,高溫合金材料極易產生成分偏析,這種偏析對鑄造高溫合金和變形高溫合金的組織與性能都有重大影響。高溫合金的這些特點決定了它區別于普通金屬材料的加工工藝[1, 2]。
高溫合金的發展是合金理論與生產工藝技術不斷改善和革新的過程,通過合金強化+工藝強化來結合不斷提高合金的材料性能。合金強化包括合金固溶強化、第二相強化劑晶界強化等;工藝強化包括改善冶煉、凝固結晶、熱加工、熱處理及表面處理等環節改善合金組織結構等。
高溫合金的生產工藝主要包含熔煉、鑄造、熱處理三個過程。生產工藝對高溫合金材料力學性能的影響重大,一項新工藝的引入,往往使高溫合金的性能獲得一個飛躍,發展一批新型高溫合金,進而推動一代航空發動機和航空飛機的發展。老型號的合金也可以改善工藝達到材料性能的提高。
高溫合金材料制備技術與工藝仍處于不斷的進步和創新中。比如,冶煉工藝采用了真空感應+電渣重熔+真空自豪熔煉三聯工藝,真空自耗熔煉采用了先進熔煉控制方法等;通過定向凝固柱晶合金和單晶合金工藝技術提高材料的高溫強度;采用粉末冶金方法減少合金元素的偏析和提高材料強度等。此外,氧化物彌散強化高溫合金、金屬間化合物高溫材料也在不斷發展和創新中。
粉末冶金氧化物彌散強化(ODS)高溫合金制備工藝
粉末冶金高溫合金是20世紀60年代發展起來的一種先進髙溫合金制備工藝,由于用極細的金屬粉末作為原材料,經過熱固結成型及后續熱加工處理得到的合金組織均勻,晶粒細小,無宏觀偏析現象,而且合金的高溫強度、蠕變性能及疲勞性能優異,因此很快成為航空發動機、核工業的耐熱部件的首選材料[3]。
氧化物彌散強化(ODS)高溫合金是一類粉末高溫合金,其突出特點是在高溫(1000一1350℃)下具有較高的強度。對于傳統高溫合金及粉末高溫合金來說,Y‘析出相及碳(氮)化物強化是其主要的強化手段。但在高溫下,Y’析出相及碳(氮)化物發生粗化和溶解于基體而失去強化作用。
氧化物彌散強化(ODS)高溫合金,是將細小的氧化物顆粒(一般選用Y2O3)均勻地分散于高溫合金基體中,通過阻礙位錯的運動而產生強化效果的一類合金。
在已經發展的高溫合金中,多采用沉淀強化來提高材料的強度,當材料的服役溫度達到一個臨界值時,沉淀相就不可避免的發生聚集、長大及溶解從而大大降低材料的高溫強度。于是,人們通過粉末冶金的途徑在合金基體中均勻加入在高溫狀態下具有高穩定性的細小氧化物來提髙材料的高溫強度。但是,通過傳統的冶煉及冶金技術不可能將這種般細小氧化物(d<50nm)均勻加入基體中,從而限制了這種氧化物彌散強化合金的發展。直到70年代初INCO公司率先發明了機械合金化(MA)新工藝,解決了ODS合金氧化物均勻分布的問題,使合金得到快速發展,其中某些合金己經達到工業化生產水平。
以下將以氧化物彌散強化高溫合金為例,了解高溫合金的制備工藝[4]。
粉末的制備
高溫合金粉末的制備有三種制粉工藝:氣體霧化法、旋轉電極法、真空霧化法。而ODS高溫合金粉末的制備方法與上述制粉方法有著本質的差異,其關鍵是將超細的氧化物質點均勻分散于合金粉末中。常用的是以下四種方法:
(l)機械合金化(MA)法
機械合金化是用高能研磨機或球磨機實現固態合金化的過程,由美國INCO公司于上世紀六十年代末研發,是異類物質實現微混合的最有效方法。現在,ODS高溫合金大多數是采用MA技術將超細的氧化物顆粒均勻地分散到合金基體中。含有彌散氧化物顆粒的機械合金化粉末經固結處理后,便可得到密實的合金材料,機械合金化是制備ODS高溫合金的關鍵技術之一。
(2)內氧化法
內氧化法是利用合金中含量少、并且對氧有很強親和力的合金元素與氧反應,生成氧化物質點作為彌散相。
(3)化學共沉淀法
化學共沉淀法的原理是在所配制的溶液中加入合適的沉淀劑,并把pH控制值在適當范圍內,以制備出超細顆粒的前驅體沉淀物,再經陳化、過濾、洗滌、干燥以及熱分解得到納米級的復合氧化物粉末。
(4)預合金霧化粉末
將預先配置好的合金在霧化過程惰性氣體的保護下進行熔化,在霧化氣體中加入氧氣,使霧化液滴在冷凝過程中氧化增氧,控制氣氛中氧的含量獲得不同的氧含量的霧化氣體,并通過霧化參數的控制獲得要求的粉末粒度[5]。
熱固結成型
松散的高溫合金粉末只有通過固結工藝,才能得到完全致密化的材料。固結的主要方法有熱等靜壓(HIP)、熱擠壓等。
(1)熱等靜壓(Hot isostatic pressing,HIP)
熱等靜壓是一種在真空條件下利用高溫高壓手段將粉末熱固結成型的工藝。
熱等靜壓工藝的關鍵在于溫度、壓力和時間的控制,首先熱等靜壓的溫度不能過高,這樣可以避免彌散相的長大;其次,熱等靜壓的壓力選擇應高于相對應溫度合金材料的屈服應力,使粉末顆粒能夠有效變形并發生冶金結合,消除材料空隙,提高合金致密度;保壓時間的選擇也很關鍵,時間太長已經致密化的合金在高溫高壓條件下組織發生變化,時間太短則不能有效致密化。
(2)熱擠壓(hotextrusion,HE)
ODS高溫合金一般采用熱擠壓工藝固結,可以將粉末包套直接擠壓成形,也可以將合金化粉末經熱等靜壓密實后再進行二次擠壓成形,如圖所示。

圖3 熱擠制備ODS合金工藝過程[6]
熱擠壓過程中,大剪切力可以有效消除原始顆粒邊界,大幅度提高合金的致密度。大塑性變形過程中形成高密度位錯,增加了合金的儲能,有利于后續熱處理過程中形成較粗大的晶粒,提高合金的高溫性能。擠壓比、擠壓速率和溫度都是影響ODS合金顯微組織和力學性能的主要因素,通常,在較大的擠壓比、較低的擠壓溫度和較高的擠壓速率下熱固結成型,合金內部可形成較高的位錯密度分布及儲能,利于合金元素的擴散及Y-Ti-0相的形成,同時,經過熱處理能夠形成沿擠壓方向的柱狀晶組織,可以有效提高合金的高溫蠕變性能[7, 8]。
熱擠壓相對熱等靜壓固結成型,能夠產生更大的變形能力和密度更髙的致密體,合金的組織和性能有較大的區別。
熱機械處理
通過熱機械處理,可以進一步減少粉末冶金合金的孔隙率,提高致密度,同時可以是合金微觀組織結構更均勻,也可以進一步使原始粉末顆粒邊界形成冶金結合。
高溫合金行業概況
全球范圍內能夠生產航空航天用高溫合金的企業不超過50家,主要集中在美國、俄羅斯、英國、法國、德國、日本和中國。發達國家一般將涉及航空航天應用領域的高溫合金產品作為戰略軍事物資,很少出口。
美國在高溫合金研發以及應用方面一直處于世界領先地位,年產量約為5萬噸,其中近50%用于民用工業。美國有很多獨立的高溫合金公司,能夠生產航空發動機所用高溫合金的公司有通用電氣公司,普特拉—惠特尼公司,還有其他的生產特鋼和高溫合金的公司如漢因斯-斯泰特公司,佳能—穆斯克貢公司,因科國際公司等。這些公司都先后發展了公司自己的高溫合金牌號。
歐盟國家中英、德、法是世界上主要的高溫合金生產和研發代表。英國是世界上最早研究和開發高溫合金的國家之一。英國的鑄造合金技術世界領先,代表性的是國際鎳公司的Nimocast合金,后來該國的飛機發動機制造商羅爾斯羅伊斯控股公司又研制了定向凝固和單晶合金SRR99、SRR2000和SRR2060等,其研制的高溫合金主要用在航空發動機制造方面。
日本在鎳基單晶高溫合金、鎳基超塑性高溫合金和氧化物晶粒彌散強化高溫合金方面取得較大的成功。近年來,致力于開發新型的耐高溫合金,并成功開發出在1200℃高溫下依然能保持足夠強度的新合金。日本主要的高溫合金生產企業是IHIcorporation,JFE、新日鐵和神戶制鋼公司。
經過50多年發展,我國已經形成了比較先進,具有一定規模的生產基地。我們把國內從事高溫合金的廠家分為四類:
1、特鋼生產廠:東北特殊鋼鐵接團撫順特殊鋼公司(簡稱撫順特鋼),寶鋼股份公司特殊鋼事業部(簡稱寶鋼特鋼)和攀鋼集團長城特殊鋼公司(簡稱攀長鋼);
2、研究單位:鋼鐵研究總院,北京航空材料研究院,中國科學院金屬研究所,東北大學,北京科技大學等。
3、發動機公司精密鑄件廠:中航工業旗下各航空發動機公司的精密鑄造廠:黎明、西航、黎陽、南方、貴航等。
4、鍛件熱加工廠:西南鋁業公司,第二重型機械集團萬航模鍛廠,中航重機股份有限公司宏遠航空鍛鑄公司和安大航空鍛造公司。
目前,國內規模較大的高溫合金生產企業有撫順特鋼和鋼研高納。此外,寶鋼特鋼、攀長鋼、中科院金屬所、北京航材院也具備一定的產能。
在航空航天產業中,用量最大的變型高溫合金,主要由撫順特鋼、寶鋼特鋼、攀長鋼等公司完成。特鋼企業生產的變型高溫合金,適用于大批量、通用性、結構較為簡單的產品。鋼研高納在上市后也擴大了變形高溫合金產能,募投項目達產后也具備了相當的變型高溫合金產能。
目前具備鑄造高溫合金精鑄件的廠家分為兩類,一類是鋼研高納、中科院金屬所和北京航材院三家公司;另一類是黎明、西航、南方、成發等專業發動機廠自行生產精鑄件。三家單位主要承接航天航空發動機廠對外委托的精鑄件業務。目前三家單位在鑄造高溫合金的材料制備、生產技術上均有各自特點,其中鋼研高納產能大于其余兩家。
參考文獻:
[1] 徐強, 張幸紅, 韓杰才, 赫曉東。先進高溫材料的研究現狀和展望。固體火箭技術,2002, 25(3): 5 1-55.
[2] 郭建亭。高溫合金材料學,2008,北京:科學出版社。
[3] 張義文上官永恒粉末冶金高溫合金的研究與發展粉末冶金工業,2004,14(6):30-43。
[4] 氧化物彌散強化鐵基高溫合金的制備及強化機理研究 劉鋒 中南大學 博士學位論文 2011年。
[5] G. R. Odette, M. J. Alinger, B. D. Wirth. Recent developments in irradiation-resistant steel. Annual Review of Materials Research, 2008, 38: 471-503.
[6] M. K. Miller, D. T. Hoelzer, E. A. Kenik, et al. Stability of ferritic MA/ODS alloys at high temperatures. Intermetallics, 2005, 13(3-4): 387-392.
[7] J. S. Lee, A. Kimura, S. Ukai, et al. Effects of hydrogen on the mechanical properties of oxide dispersion strengthening steels. Journal of Nuclear Materials, 2004, 329-333(Part 2): 1122-1126.
[8] S. Ohtsuka, S. Ukai, H. Sakasegawa, et al. Nano-mesoscopic structural characterization of 9Cr-ODS martensitic steel for improving creep strength. Journal of Nuclear Materials, 2007, 367-370(Part 1): 160-165.
二、絕對干貨 | 先進粉末高溫合金制備工藝詳解
粉末高溫合金是制造高性能航空發動機渦輪盤等轉動部件的關鍵材料。針對國外粉末高溫合金的研究歷史和現狀,結合粉末高溫合金的制備工藝流程,重點對比分析了國內外不同粉末制備工藝、粉末固結工藝、盤件成形工藝的特點。
由于高溫合金具有合金化程度高的特點,鑄錠偏析問題十分突出,熱加工性能差,采用傳統的鑄鍛工藝很難成型。而粉末高溫合金利用粉末冶金方法制備高溫合金,具有成分均勻,無宏觀偏析,制件性能穩定,熱加工變形性能較好等優點。因此,粉末高溫合金在各個領域都具有廣闊的發展前景[1]。
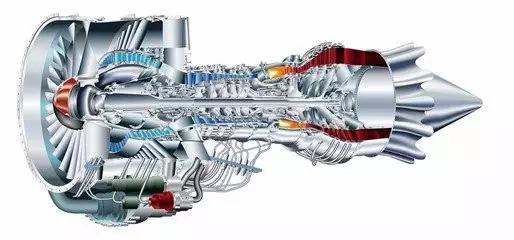
上世紀60年代初,隨著快速凝固氣霧化粉末制備技術的興起,1965年發展了高純預合金粉末制備技術[2]。美國P&WA(Pratt&WhitneyAircraft)公司首先將Astroloy合金制成預合金粉末,成功地鍛造出力學性能相當或略高于鑄鍛高溫合金Waspaloy的盤件,開創了粉末高溫合金盤件用于航空發動機的先河。P&WA公司于1972年將IN100粉末高溫合金制備的壓氣機盤和渦輪盤等11個部件用于F100發動機,裝配在F15和F16飛機上,從此粉末高溫合金進入了實際應用階段。

圖1 F15的動力系統——普拉特 惠特尼F100發動機
為滿足新一代航空發動機的需求,相繼出現了由美國國家航空航天局(NASA)、普惠、通用公司合作開發的Rene104高溫合金、Honeywell公司開發出來的Alloy10高溫合金以及由NASA幵發的LSHR高溫合金等眾多具有優良綜合性能的粉末鎳基高溫合金。Rene104合金與美國其他粉末冶金高溫合金的制備工藝類似,釆用氬氣霧化工藝制備合金粉末,之后壓實成形,通過熱擠壓獲得完全再結晶組織的棒料,再通過超塑性等溫鍛造工藝獲得零部件毛坯,經過熱處理和機加工獲得最終的零部件。
美國鎳基粉末高溫合金生產工藝的特點主要在于其特殊的合金粉末制備方法,即氬氣霧化法,以及隨后進行的“熱擠壓+等溫鍛造”工藝成型,該工藝制備的零部件組織均勻,無宏觀偏析,熱加工性能好。
俄羅斯幾乎與美國在同一個時期開始該合金的研制工作,在這一領域進行了開拓性的研究工作,發展了具有自身特色的鎳基粉末高溫合金制備技術,并取得了重要成果。
蘇聯的全俄輕合金研究院在20世紀80年代成立了粉末高溫合金研發實驗室,開始研制鎳基粉末高溫合金。從此,蘇聯在粉末高溫合金領域占據了一席之地。蘇聯制備粉末高溫合金的主要工藝與美國大不相同:高溫合金電極棒的制備一等離子旋轉電極霧化制粉一粉末預處理一包套封焊及除氣一熱等靜壓成型一熱處理一機加工一成品。
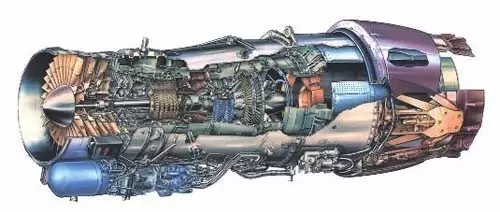
圖2 RB199型3軸渦輪風扇發動機
英、法等國在鎳基粉末高溫合金研制領域也同樣展開了研究工作[3]。英國威合金公司(WigginAlloys)在1975年裝備了一條年產1000t粉末高溫合金的生產線,同時配備了熱等靜壓機及等溫鍛造機。英國羅羅公司(Rolls-Royce)和威合金公司合作,成功研制出AP-1鎳基粉末高溫合金,并應用在RB211發動機上,隨后德國默透公司將該合金用于RB199發動機上。法國通過調整Astroloy合金的成分,進一步將低碳含量,研制出N18鎳基粉末高溫合金,并用于M88發動機上。隨后,法國又陸續開發了N19、NR3、NR6等粉末高溫合金。
表1粉末高溫合金型號、生產工藝及應用[4]
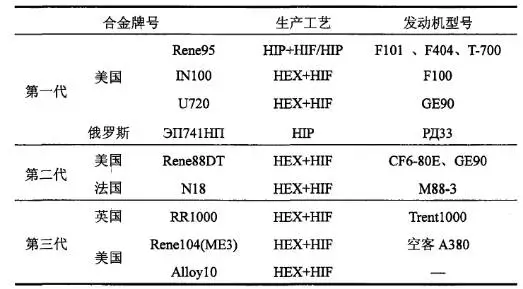
注:HIP—HotIsostaticPressing:熱等靜壓工藝;
HIF—HotIsostaticForging:等溫鍛造工藝;
HEX—HotExtrusion:熱擠壓工藝;
目前我國已經形成了等離子旋轉電極霧化制粉+熱等靜壓成型+包套鍛造+熱處理“的鎳基粉末高溫合金制備工藝路線。
美國粉末高溫合金組織均勻、性能穩定,其工藝的主要特點是釆用氬氣霧化制粉+熱擠壓+等溫鍛造成型。而俄羅斯開創了粉末高溫合金制備工藝的又一領域,其粉末高溫合金的生產工藝是:合金熔煉及加工電極+等離子旋轉電極制備合金粉末+粉末處理+包套制作及封焊+熱等靜壓成型+熱處理+機加工[4]。
我國粉末高溫合金的制備工藝在借鑒俄羅斯的基礎上,進行了適合我國國情的調整。生產粉末高溫合金的一般工藝流程如下:
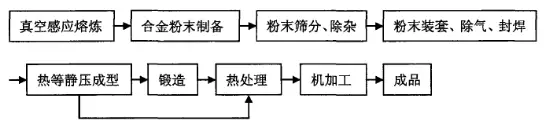
圖片圖3 粉末高溫合金制備的工藝流程
1、粉末制備工藝
目前為止,高溫合金制粉方法中最重要的就是霧化法。19世紀30年代,霧化法被首次應用在鐵粉制備領域。經過幾十年的發展,該方法仍然是制備合金粉末的重要方法。
目前在實際生產中主要采用氬氣霧化法(AA)和等離子旋轉電極霧化法(PREP),示意圖如圖4所示[6]。
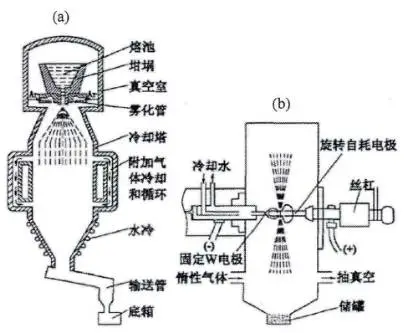
圖4 霧化制粉方法示意圖(a)氬氣霧化法;(b)等離子旋轉電極霧化法[6]
氬氣霧化法是用氬氣吹噴融化的高溫合金流,而制得合金粉末。如圖4(a)所示,氬氣霧化系統含有一套很長的冷卻塔,冷卻塔的頂部安裝了噴嘴,可以噴出高壓的氬氣,使熔化的金屬被迅速分散成液滴。霧化過程中氬氣的熱擴散可能會導致氣壓差,使噴嘴處氬氣停流,為了避免這種情況出現,多余的氬氣將在冷卻塔重新冷卻、回流到熔化室。這使得將大體積鑄錠霧化成粉得以實現。在實際霧化過程中,熔化室和冷卻塔之間會保持約0.2atm的壓差。凝固的金屬顆粒在霧化系統底部的冷卻區域進一步被冷卻,并被輸送到一系列的手套箱中進行粒度篩分。
等離子旋轉電極霧化制粉法不僅可以霧化低熔點的金屬和合金,還可以制取難熔金屬粉末。如圖4(b),將要霧化的金屬或合金制備成直徑50mm圓棒狀旋轉自耗電極,固定在送料器上,通過真空泵將粉末收集室先抽成真空,然后充入氬氣,使粉末收集室內保持氬氣微正壓,通過固定的鎢電極產生電弧使金屬或合金熔化。當自耗電極快速旋轉時,離心力使熔化的金屬或合金液滴飛出,熔滴在尚未碰到收集室器壁以前,就凝固于惰性氣體氣氛之中。旋轉電極轉速在10000-20000r/min之間,生產的粉末粒度較大。由于等離子旋轉電極霧化法不受熔化坩堝的污染,生產的粉末十分純凈,尤其適用于高溫合金的制備。
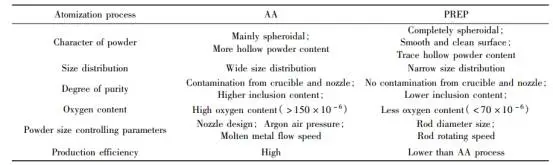
在高溫合金粉末工業生產中,美國和西方國家主要使用AA法,俄羅斯使用PREP法,我國使用PREP法和AA法。2種制粉方法特性比較[7]見表2。
表2 兩種制粉方法特性比較
2、粉末固結(consolidation)工藝
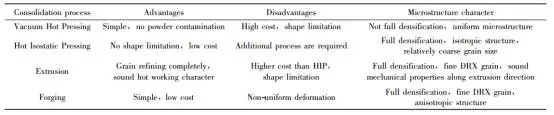
由于高溫合金粉末往往含有Cr,Ti,Al等難燒結元素,同時這些元素在燒結溫度下容易氧化,這造成了高溫合金粉末不能采用通常的直接燒結工藝來成形。對于粉末高溫合金來說,往往要求在高溫高壓的環境下成形。目前常用的有真空熱壓成形(VacuumHotPressing)、熱等靜壓成形(HotIsostaticPressing)、電火花燒結(SparkSintering)、擠壓(Extrusion)、鍛造(Forging)等成形方法。在上述粉末固結工藝中,粉末渦輪盤用得最多的是熱等靜壓成形和熱擠壓。表3為高溫合金粉末不同固結工藝的特點對比[8]。
表3 不同高溫合金粉末固結工藝的特點
熱擠壓成形在歐美等國應用較多,由普惠公司首先使用,美國大部分鎳基粉末高溫合金都采用該方法成形。該方法是直接將合金粉末擠壓成坯體,合金粉末在真空下裝入包套在擠壓過程中成型。髙溫擠壓成型的過程中,包套內的粉末顆粒變形量大、變形程度高,粉末顆粒承受剪切力和熱壓力,使粉末中的枝晶破碎。由此方法得到的合金晶粒細小,具有一定的超塑性。將材料在細晶超塑性狀態下鍛造成型,再通過熱處理得到力學性能良好的高溫合金。
英美等發達國家也有采用熱等靜壓+等溫鍛造的工藝使粉末高溫合金成型。該方法由通用公司首先采用,等溫鍛造是鍛造的一種形式,將合金粉末在真空下裝入包套并熱等靜壓成型,隨后將成型之后的包套放在模具中,以較慢變形速率進行熱變形。其特點是晶粒細小,組織均勻,精度高,節省材料,降低機加工成本。同時,等溫鍛造也存在一些缺點,比如,模具材料及其加工成本高,生產效率較低,鍛造條件要求較高,引起高成本等。
我國目前尚沒有大型(35000)立式擠壓機,不能采用熱擠壓+等溫鍛造的工藝。北京航空材料研究院和北京鋼鐵研究總院等單位均配備了大型熱等靜壓機,但等溫鍛造設備及模具等關鍵問題尚不能完全解決。目前,我國在制備鎳基粉末高溫合金方面多釆用直接熱等靜壓成型或熱等靜壓+包套鍛造工藝,同時也在發展等溫鍛造。
對于熱等靜壓工藝,一般工藝流程是將處理后的高溫合金粉末裝入碳鋼或不銹鋼包套中,并抽成真空,在常溫或一定溫度下使粉末繼續除氣,然后封焊。將封好的包套置入熱等靜壓爐中,升溫至一定溫度保溫,以一定的氬氣保持壓力。
從而使粉末達到致密的狀態,并具備所需要的力學性能。直接熱等靜壓成型的工藝取得成功,降低成本左右。發動機上使用的零件,至今仍采用直接熱等靜壓狀態的零件。
在上述粉末固結工藝中,熱等靜壓和熱擠壓是主要的密實工藝。這兩種工藝都是在一定的溫度和壓力下的粉末熱塑性變形和再結晶過程,但是熱擠壓工藝的粉末變形量和變形速率更大。
3、盤件成形工藝
盤件成形工藝[9]主要有直接熱等靜壓成形和鍛造成形,對于直接熱等靜壓成形生產的粉末盤件,粉末固結和盤件成形是在同一HIP工序中完成的。俄羅斯粉末高溫合金的主導成形工藝是直接熱等靜壓(As-HIP)成形,在熱等靜壓過程中材料收縮和應力狀態的研究及包套的計算機模擬輔助設計等方面都居世界前列,經過四十余年的發展,HIP成形工藝日趨完善。與俄羅斯相比,美國粉末盤件的成形工藝種類更為豐富,包括As-HIP成形、熱模鍛、ITF(等溫鍛)等工藝。我國的粉末高溫合金盤件采用直接熱等靜壓成形和鍛造成形2種工藝制備[10]。FGH97粉末盤件的制備工藝流程與俄羅斯EP741NP合金完全相同,采用直接熱等靜壓工藝成形。
參考文獻:
[1]曾燕屏,張麥倉,董建新等。鎳基粉末高溫合金中夾雜物導致裂紋萌生和擴展行為的研究[J].材料工程,2005,8(3):10-13.
[2]黃乾亮,李漢康。高溫合金[M].北京:冶金工業出版社,2000:15-18,31-43.
[3]國為民,張鳳戈,張義文。粉末高溫合金制備工藝的研究和發展[J].粉末冶金工業,2002,12(6):17-25.
[4]張義文,劉建濤。粉末高溫合金研究進展,2013,32(1),1-12.
[5]郭建亭。高溫合金材料學(下冊)高溫合金材料與工程應用[M].北京:科學出版社,2008.
[6]吳凱,劉國權,胡本芙等。固溶熱處理對新型鎳基粉末高溫合金組織與性能的影響[J].稀有金屬材料與工程,2012,40(11):1966-1971.
[7]張義文,上官永恒。粉末高溫合金的研究與發展[J].粉末冶金工業,2004,14(6):30-43.
[8]Gessinger G H,Bomford M J.Powder Metallurgy of Superalloys[J].International Metallurgical Reviews,1974,19(2):51-76.
[9]孫兼,鄒金文,劉培英。盤件用粉末高溫合金的研究與發展[J].航空工程與維修,2001,1:28.
[10]國為民,趙明漢,董建新等。FGH95鎳基粉末高溫合金的研究和展望[J].機械工程學報,2013,49(18):38-45.
[11]王博。粉末冶金高溫合金的制備、組織、力學性能及熱加工性能研究。中南大學材料科學與工程學院,2014,碩士學位論文。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741