
飛機關鍵零部件熱噴涂修復技術及應用
2022-05-12 16:25:23
作者:本網發布 來源:中國航發北京航空材料研究院
分享至:


完成單位:中國航發北京航空材料研究院
航空裝備零部件在大修時突出的問題是表面的腐蝕、磨損等,這些會造成零部件的尺寸精度、形狀精度、表面粗糙度下降,進而降低零部件工作效能或者徹底失效,嚴重影響了航空裝備的安全服役。目前在裝備大修過程中,通常采用電鍍鉻工藝對表面損傷進行尺寸恢復,但由于鍍鉻層工藝的特點和本身的鍍層性質,存在以下突出問題:①飛機上超高強度鋼和鈦合金是主要的結構承力件材料,高強鋼均為氫脆敏感材料,鍍鉻會為零部件引入氫脆風險,所以鍍鉻次數具有嚴格的控制要求。②電鍍硬鉻修復極限厚度有限,一般不超過0.28mm。③電鍍鉻為拉應力鍍層,易造成某些零件基體出現微裂紋。
中國航發北京航空材料研究院自2006年開始一直開展熱噴涂工藝研究,并針對飛機零部件表面損傷修復的實際需求和工況條件,分別突破了超厚高結合強度鐵基涂層技術、內孔及異型件的涂層質量一致性控制技術以及耐磨涂層摩擦系數降低技術三項關鍵技術,建立完整的熱噴涂修復流程,最終實現修復零件的裝機應用。具體突破情況如下:
開發了超音速火焰噴涂/爆炸噴涂超厚高結合強度不銹鋼涂層修復技術,涂層厚度達到1mm時,結合強度達到70MPa以上。

修復前、噴涂后、加工后的表面狀態
建立了基于噴涂角度和噴槍軌跡協同控制的超音速火焰噴涂/爆炸噴涂修復技術,實現了復雜空腔內孔零部件小角度(35°) 的噴涂修復,完成了內壁、異型件零件的應用驗證。
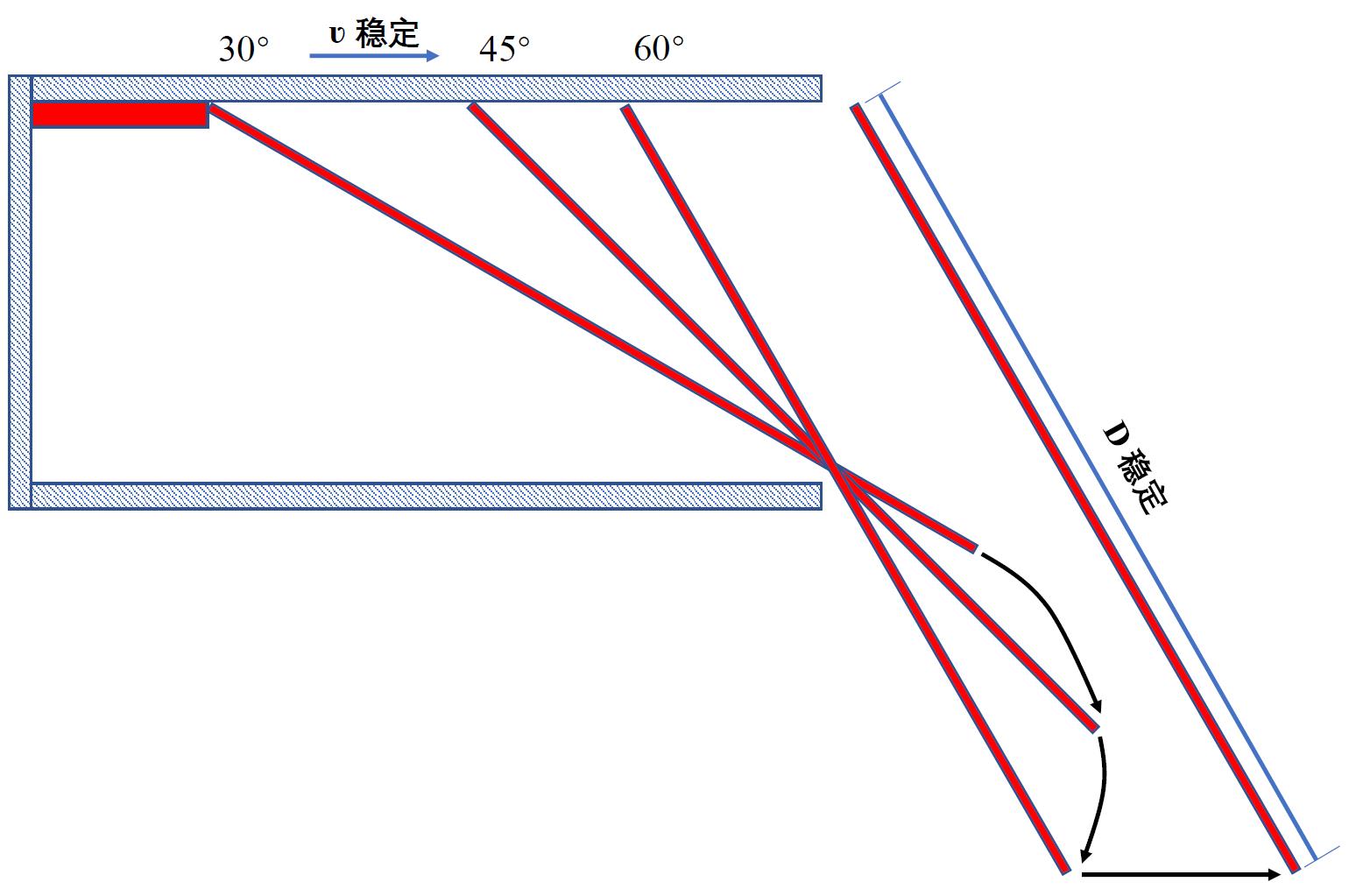
非垂直噴涂的策略設計(以內孔為例)
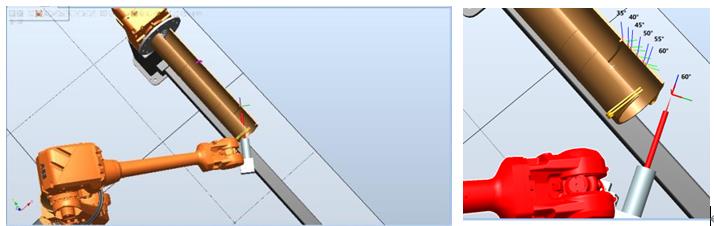
起落架作動筒內孔的噴涂修復程序設計
發明了自潤滑封孔技術,在摩擦系數降低約5%的基礎上,同時還大幅提高了耐磨涂層的耐腐蝕性能,該工藝操作簡便,適用于工程應用。

自潤滑封孔處理對涂層耐腐蝕性能的影響
與國外對比,本項目中所采用的超音速火焰噴涂碳化鎢技術、爆炸噴涂鎳鉻碳化鉻技術、爆炸噴涂碳化鎢鈷技術、超音速火焰噴涂不銹鋼技術均達到了國際先進水平。
從典型修復零件的服役狀態看,本項目開發的修復技術解決了飛機中零部件存在的密封、磨損和腐蝕等問題,提高了裝備壽命和可靠性;同時減少了電鍍鉻的應用和對環境的污染,具有顯著的經濟、軍事和社會效益,在航空裝備的修理領域具有巨大的應用前景和推廣價值。

修復的典型零件
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486