
研制“胖五”心臟內這個不起眼的零件,科學家竟花費了12年 | 徐磊
2021-02-03 14:30:21
作者:徐磊 來源:格致論道講壇
分享至:


“我們發現粉末合金的性能比鑄造性能提高了140兆帕,這意味著如果拿粉末合金來做氫泵葉輪,可以承擔更高的轉速,而且使用起來更加可靠。”
徐磊
中國科學院金屬研究所研究員
我今天給大家分享的主題是“氫泵葉輪攻關記”。
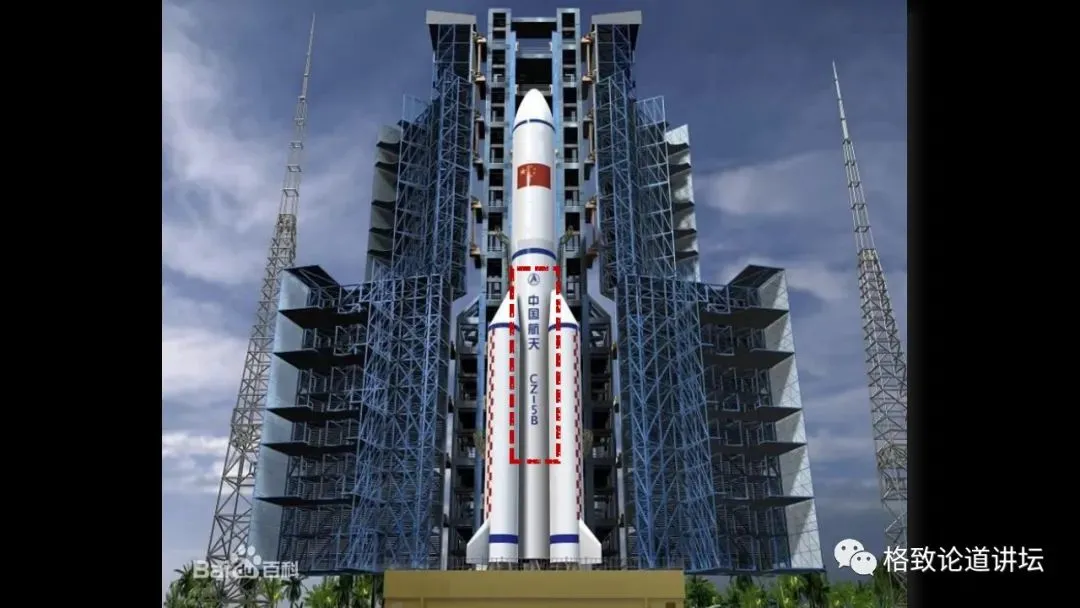
這張照片我們一定不太陌生,這是我國目前近地軌道推力最大的運載火箭:長征五號B型運載火箭。
在火箭液氫液氧發動機的心臟部位,有一個至關重要的核心部件,就是圖片中畫紅框的位置。
為了這個核心關鍵部件,我和我的團隊用了大概12年的時間,才把它研制成功,這個零件就叫“氫泵葉輪”。
我們首先看一下氫泵葉輪的工作環境和工作地點。
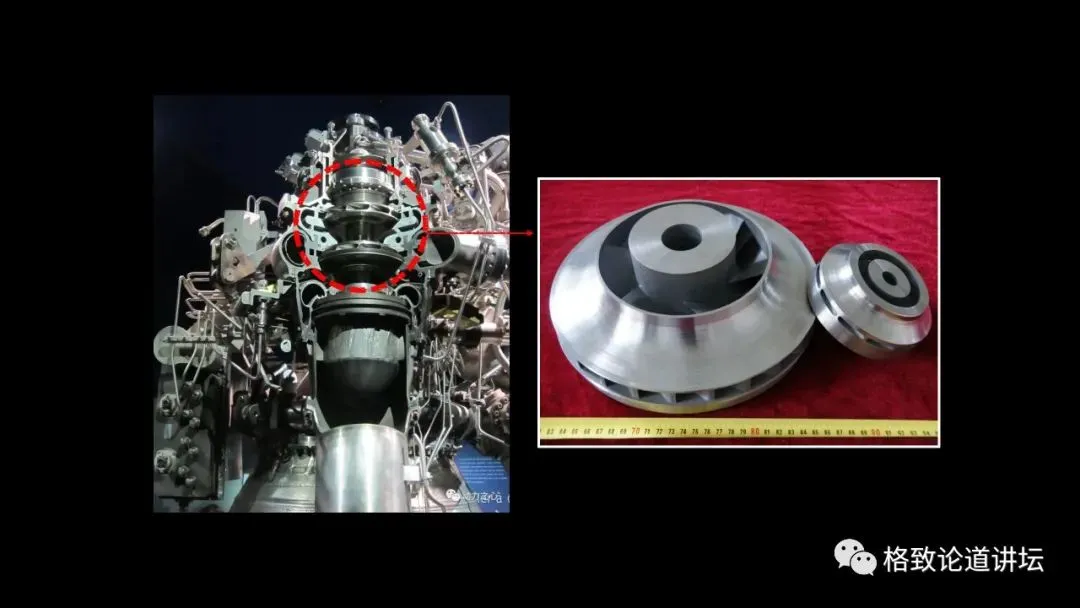
左圖是它工作在液氫液氧發動機的氫渦輪泵中,紅圈的部位就是氫泵葉輪的工作地點。
右圖是我們現在做的給長征五號配套的XX-77和XX-75D的氫泵葉輪。
它看起來不是那么大,怎么研制起來難度這么大,用了十幾年的時間?
我們先要看一下它的工作環境。
氫泵葉輪工作在氫渦輪泵中,也就是液氫的環境中,是零下253度。
它的作用是將火箭體內大量低溫低壓的液態氫氣高速輸送到燃燒室中,與燃燒室中的液態氧氣爆炸混合,對火箭產生推力。
如果想在短時間內將液態氫氣輸送到燃燒室中,葉輪的轉速達到每分鐘35000轉。
在如此高的轉速下,它的輪緣線速度達到每秒430米,這是什么概念呢?
聲音的速度是每秒340米,它比聲音的速度還要快。
為了更形象地介紹氫泵葉輪的工作環境到底有多么苛刻,我舉一個例子。
2012年,我針對這個問題,向當時長征五號火箭的副總師王維彬請教。王總告訴我,液氫經過氫泵葉輪加壓以后,泵后壓力達到16.5兆帕。
這就意味著氫泵葉輪要在短時間內將液氫輸送到兩萬多米的高空,也就相當于三個珠穆朗瑪峰的高度。
這么嚴苛的使用環境,除了要求材料在低溫下有很好的強度外,還要保證它能夠平穩穩定地運轉。
這就和汽車動平衡比較類似,如果汽車車輪動平衡不好,會帶來幾個問題:第一,方向盤抖動;第二,車輪抖動;第三,輪胎異響,可能還會翻車。
因為火箭發動機氫泵葉輪是輸送動力的,如果它運轉不平穩,火箭會因瞬間喪失動力而墜毀,這個惡果非常可怕。

長征五號運載火箭研制初期,氫泵葉輪采取傳統的精密鑄造的方式來制備,但精密鑄造有它本身難以克服的“縮孔、疏松”的鑄造缺陷。
另外,它的鑄造強度比較低,材料如此高強度地運轉,經常會出現掉塊的現象。
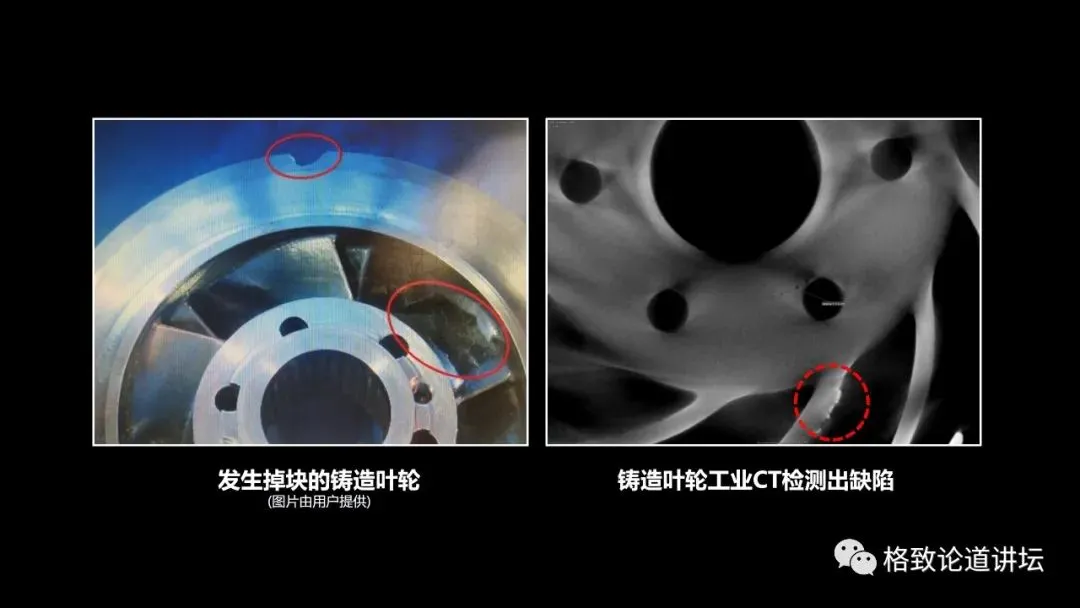
如同照片中的紅色部位,葉輪做完實驗后,葉片掉一塊,邊緣也掉一塊。
有時掉塊恰好會堵住燃料管道,有一次堵住管道后把發動機試車臺都燒紅了,險些造成爆炸,釀成重大的安全事故。
此外,我們采用工業CT對葉輪的葉片進行了探傷,我們發現,它有一些“縮孔、疏松”的鑄造缺陷。
這種缺陷在高速旋轉的過程中,會給用戶帶來很大的安全隱患。
思想晚餐
已完成:20% //////////
粉末冶金成形
用戶一直為氫泵葉輪頭疼,因為鑄造葉輪出現這么多問題,就想著能不能采取一種新的成形工藝方法解決這個問題。
這個答案是肯定的。
因為早在上世紀八九十年代,美國和俄羅斯這種航天強國,他們也發現鑄造葉輪存在安全隱患,紛紛采用粉末冶金成形的方式制造了氫泵葉輪,并獲得了很好的效果。

什么是粉末冶金成形?
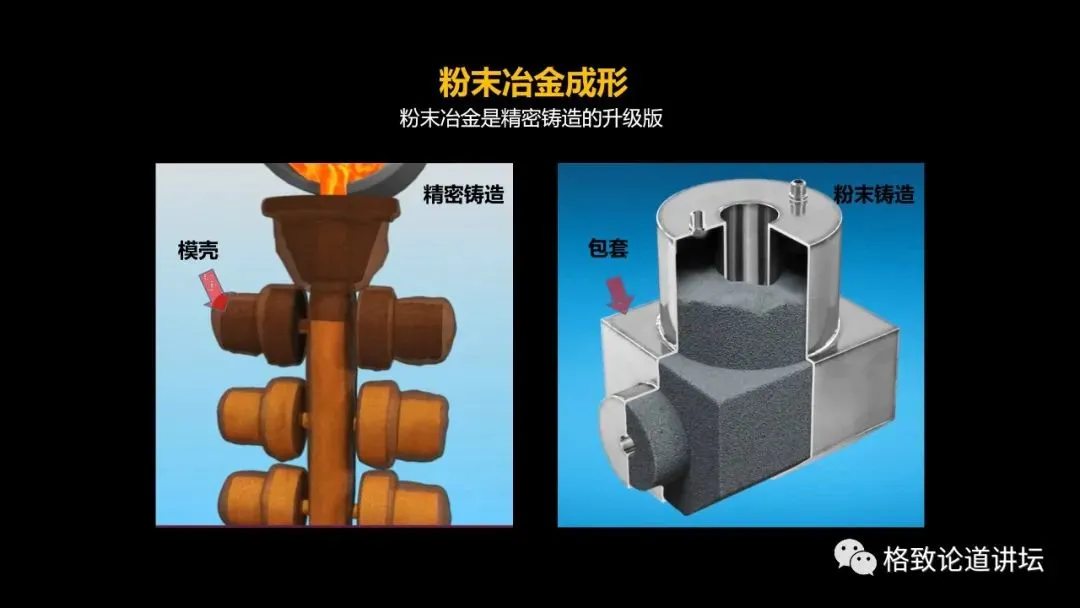
簡單地說,粉末冶金是精密鑄造的升級版。
精密鑄造采用的原材料是熔融的金屬液體,它的成形方式是這樣的:把金屬液體熔化后,澆鑄到預先制備的模殼中,模殼一般都是陶瓷材料所做的,金屬液體在模殼中逐漸凝固,形成鑄造合金,最后把模殼敲掉,得到精密鑄件。
而粉末冶金采用的原料是松散的粉末顆粒,是將粉末填充到模具中,模具通常用術語,叫做“包套”。
包套的作用是容納變形,緊接著松散的粉末顆粒在高溫高壓下發生燒結,致密化形成一個致密的粉末合金,最后再將包套去除掉,就得到了粉末零件。
粉末冶金既然在國際上有這么多應用,美國和俄羅斯都紛紛采用這個方式制備氫泵葉輪,那么它有什么好處呢?
第一,省料。
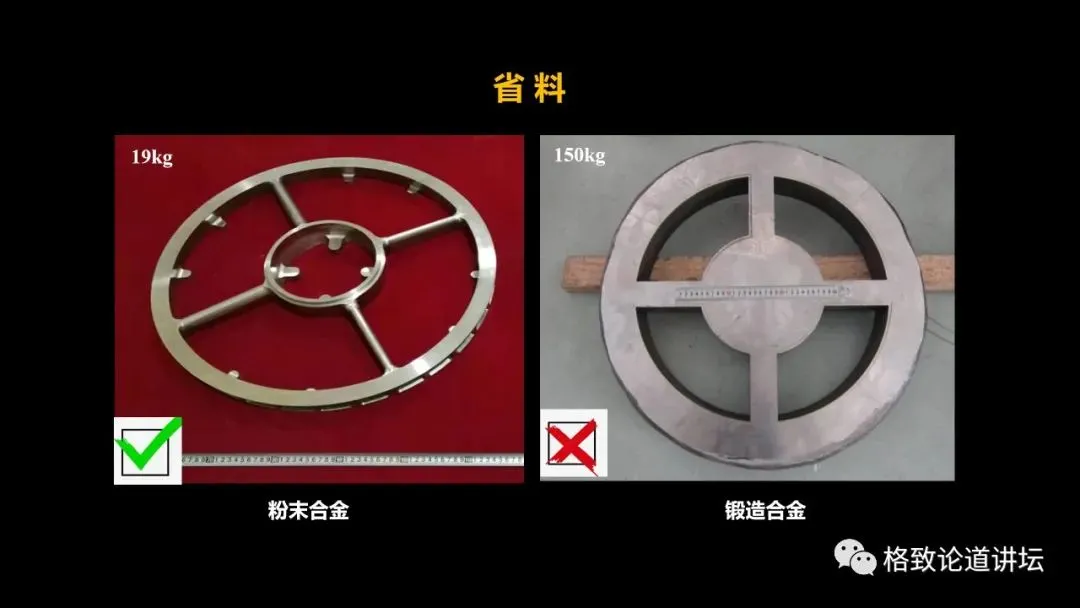
左上角是我們為航天用戶做的一個盤件,我們的毛坯重量不到20公斤。
這個盤件交給用戶后,用戶再簡單地加工幾個安裝邊,打幾個孔,就可以投入使用了,時間不超過一周。
而采用傳統的鑄造加鍛造方式,第一個問題是費料。
這個毛坯的重量是150公斤,150公斤的毛坯交付給用戶后,還要經過將近60天,也就是兩個多月的精加工,然后上五軸加工中心銑出零件。
此外,由于這個餅子是鍛造出來的,輪盤的邊緣和中心還存在一些性能的差異,會在使用中帶來安全隱患,用戶也是不滿意的。
另外,最重要的一點,粉末合金有一個無可比擬的天然優勢,就是材質均勻、成分均勻。
下面這兩張圖是采用X射線三維成像技術得到的,就是對粉末合金的成分和鍛造合金的成分進行切片掃描。
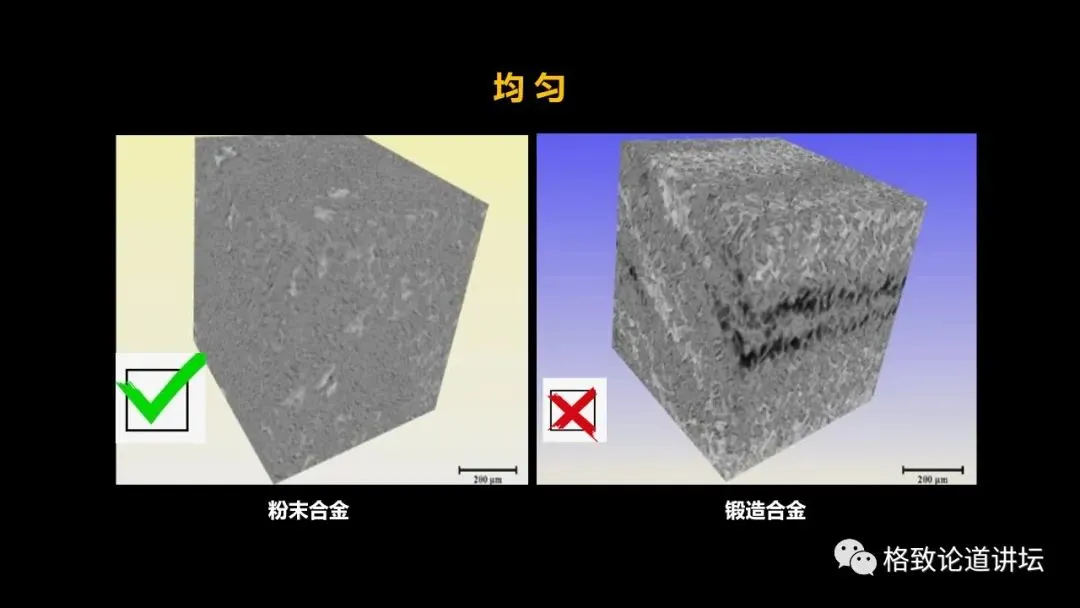
圖中色差變化不大的,就說明它的成分均勻、材質均勻性好。
右圖是鍛造的,可以發現黑色和白色的亮暗不同的條帶,說明成分是不均勻的。
這種不均勻的材質如果是一個轉動件,在轉動過程中有很大的安全隱患,所以這就是粉末合金的另外一個優點。
我國是從什么時候開始研制粉末冶金成形部件,特別是粉末氫泵葉輪這個零件的呢?
我所在的金屬研究所鈦合金研究部,一直在持續追蹤國際上先進鈦合金的發展方向。
2005年,我們在國家的支持下,建成了國內第一臺潔凈霧化的鈦合金制粉設備。
很有幸,2008年,我們承接了國家長征五號葉輪粉末冶金氫泵葉輪的研制項目,也就是從12年前,我國正式開始粉末冶金氫泵葉輪的研制工作。

這臺設備的作用,就是將右上角那塊紅布上放的致密的合金鍛棒變成松散的合金粉末,就是預合金粉末。
思想晚餐
已完成:40% //////////
粉末合金的制備
有了粉末后,我們就去制備粉末合金。我們要進行性能摸底,我們制備的粉末合金究竟能不能達到用戶的使用要求?
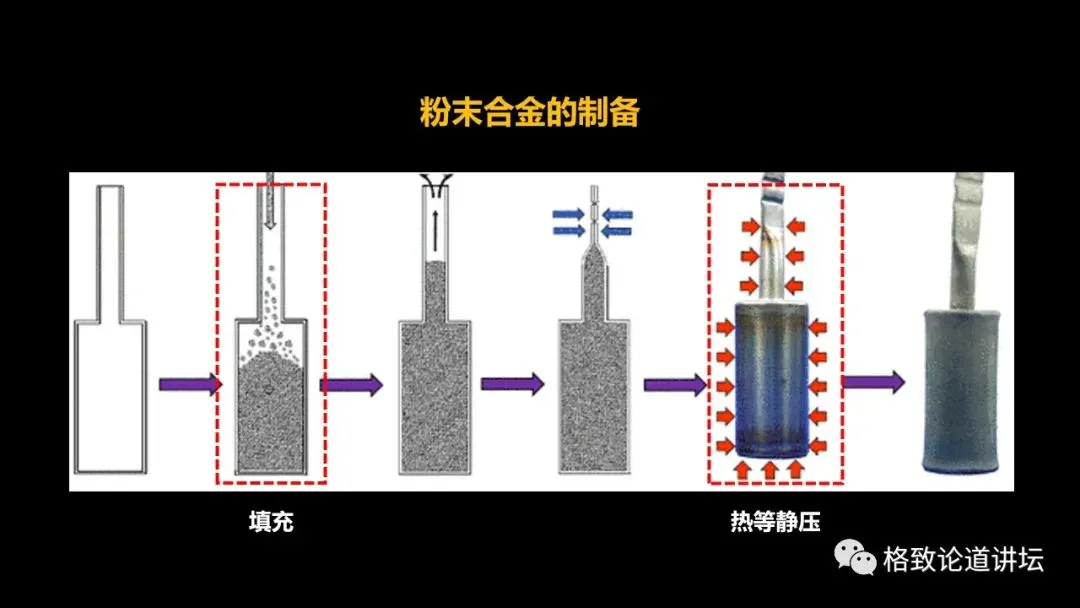
粉末合金的制備分為以下幾個部分。
第一,要制備包套。包套的英文單詞是capsule,就是膠囊的意思。
大家都吃過感冒藥,感冒膠囊外面有一層皮,里面是松散的藥的粉末,而我們這個就是金屬膠囊。
我們要將金屬做成一個膠囊的形狀,然后把金屬顆粒,填充到包套即膠囊中去。
第三步就是對包套進行封裝除氣,然后進行最重要的一步:熱等靜壓。
熱等靜壓的目的是將松散的粉末變得致密化,最后得到致密的粉末合金。
小朋友有可能會想,這個是不是在折騰啊?剛才剛把致密的棒料變成松散的粉末,現在又把松散的粉末壓成了致密的棒料,這么折騰到底是為了啥?
第一,可以讓它的材質更加均勻。第二,提高性能。
粉末冶金的環節非常多,而且影響因素也非常復雜,舉兩個影響工藝的最重要的環節。
一個是粉末填充,因為必須填充到一定的致密度,保證其穩定,才能保證后面工序的進行。
影響填充的一個最重要的因素就是粉末粒度,即粉末顆粒的大小對它到底有什么影響。
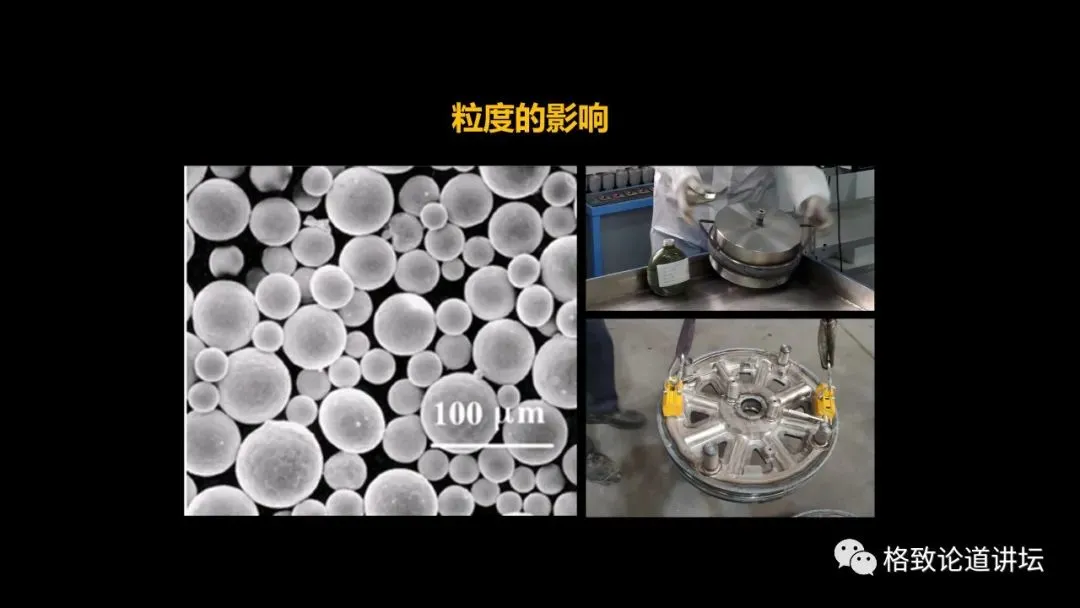
左圖就是潔凈的霧化制粉機制備的粉末顆粒,它呈現一個完美的球形,但它是大大小小的球。
它的平均粒度大概是100個微米,就是兩根或一根頭發絲那么粗。如果要把這些松散的粉末填充到包套或模具中不太容易。
右上角的圖是一個圓柱形的包套,靠重力加以振蕩,基本上是能夠進去的。
但是像右下角的圖,它有很多流道,還有一些澆口、冒口以及補縮機構,這樣填充起來就比較困難。
它不像水,如果水要灌到包套中,就可以流到各個角落,但是粉末就比較難了。
我們的解決方案是采用大顆粒和小顆粒相結合,因為大顆粒的流動性比較好,可以“骨碌”過去。
但是它填充性能比較差,因為它比較大,會堵住一些粉末模具中的間隙。
小顆粒的填充性非常好,因為它比較細小,可以填充到模具的各種角落中,但是由于團聚和靜電吸附,它的流動性比較差。
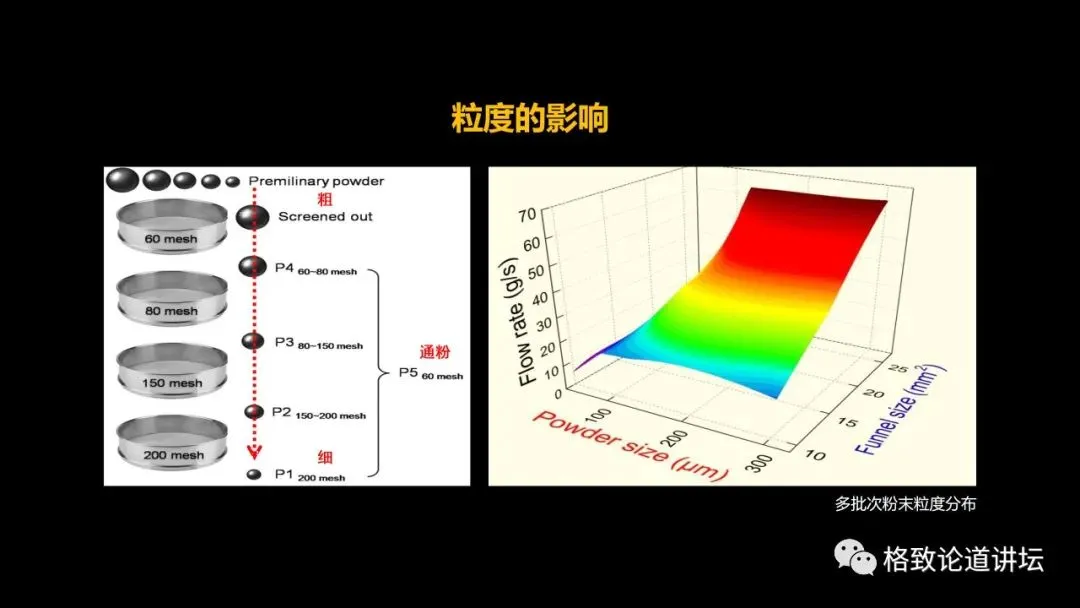
所以我們的解決方法就是大顆粒小顆粒相結合,而且摸索出一套行之有效的、可以達到一個良好致密度的填充方案。
現在我要著重介紹一下熱等靜壓。
熱等靜壓是鈦合金粉末成形的一個重要方式,它的目的是使松散的粉末致密化。
“熱等靜壓”這四個字,實際上包含了三個詞,第一是“熱”,第二是“壓”。
熱,顧名思義,我們要在熱等壓爐中給它提高很高的溫度。
壓,就是要壓力給它壓扁,壓力是靠惰性氣體,通常是高純氬氣來實現的。
“等靜”是什么意思?
因為它是氣體,所以在壓制的過程中,各個方向的壓力是一樣的。
這就是粉末包套放在熱等靜壓爐中,紅色的箭頭是等靜的壓力。
這個溫度下,鈦合金的熱壓溫度大概是900多度,壓力是1400個大氣壓,140兆帕。
所以很容易把它變得柔軟,然后致密化成形,得到很好的粉末合金。
熱等靜壓進行完后,我們對粉末合金的性能進行了測試。
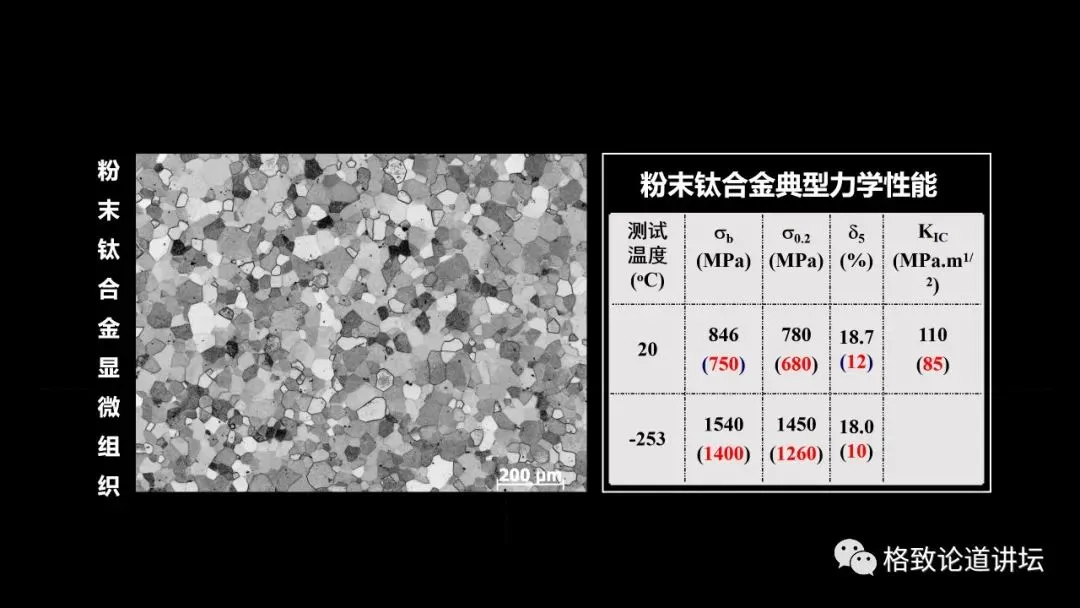
這是我們測的室溫和低溫的力學性能數據,因為氫泵葉輪是用在低溫下的,除了低溫強度,我們可以看到紅色的字是鑄造葉輪的性能。
我們發現低溫下粉末合金的性能比鑄造性能提高了140兆帕,這意味著什么?
意味著如果拿粉末合金來做氫泵葉輪,可以承擔更高的轉速,而且使用起來更加可靠。
思想晚餐
已完成:60% //////////
粉末葉輪怎么做?
粉末合金做完后,只是萬里長征走完了第一步,我們還要用合格的粉末合金制備復雜的粉末葉輪這個零件。
葉輪到底怎么做?
說實話,我也不知道。
1 但是在12年前,由于這個技術是高度封鎖的,我們獲得任何技術資料都是比較困難的。
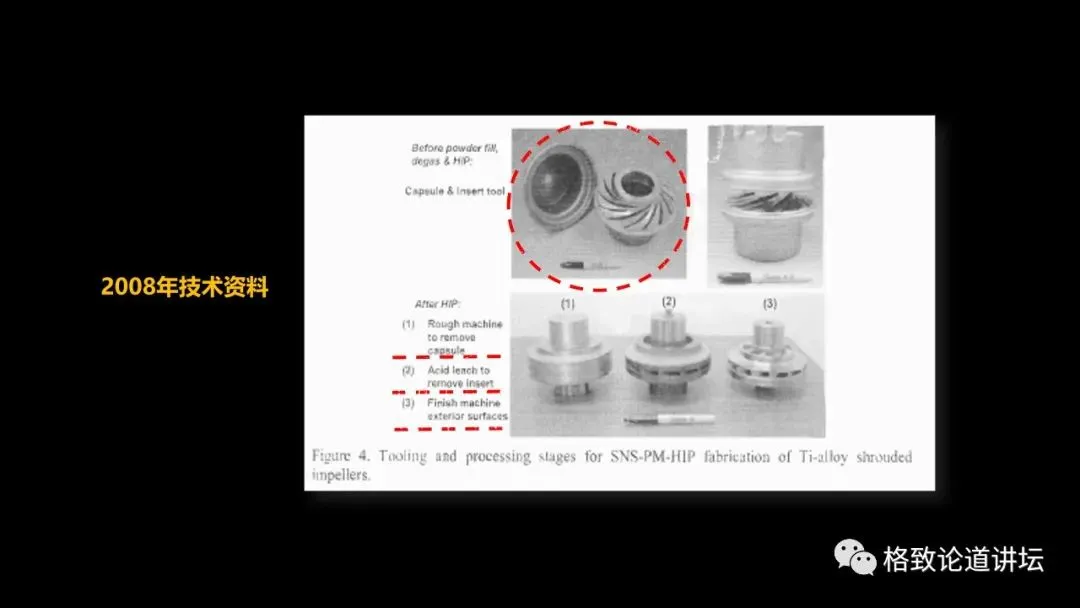
這是2008年,當時的金屬所副所長楊銳在國外開會時,正好是一個熱等靜壓會,他拿回來一篇會議文獻,當天晚上就給我,說你趕緊看。
我如饑似渴,連夜閱讀,發現我想要的東西它都沒有。比如包套怎么做、材質是什么、熱等靜壓參數是什么。
最關鍵的一條,我這個型芯怎么制造,就是圖中紅圈圈出來的,我只知道包套和型芯模具的長什么樣,對于型芯是什么材料做的一無所知。
就是這篇文獻,打開了我的葉輪研制之路。
葉輪研制過程中,有一個東西是最需要解決的,就是包套,那個金屬膠囊怎么做。
包套絕對是個技術,但是我沒想到萬事起頭難,會難到這個地步。
包套在熱等靜壓過程中是應該收縮的,但是沒想到,我這個包套是膨脹的。
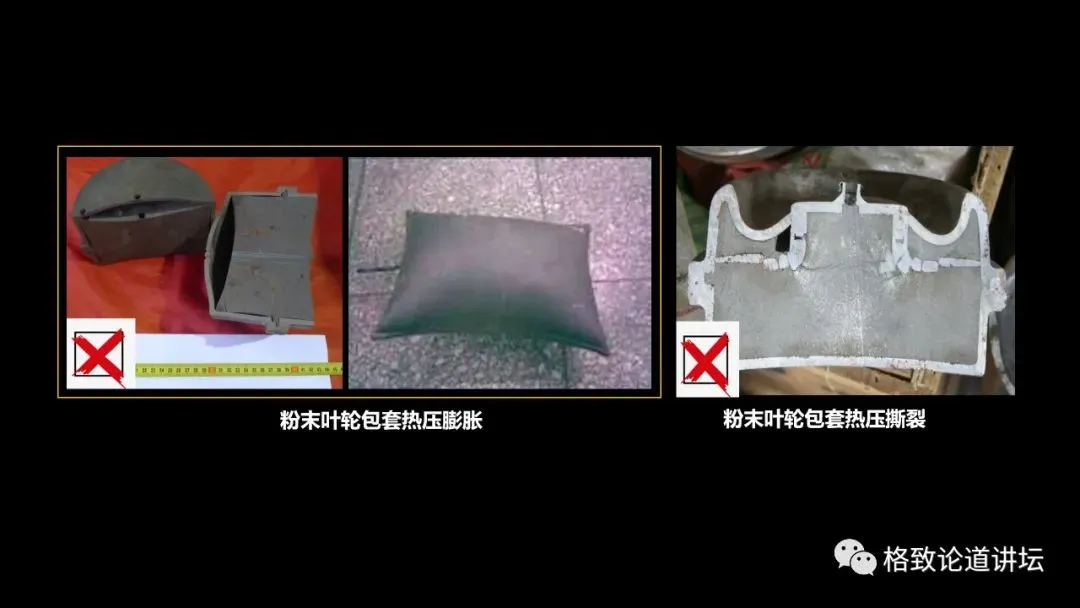
左圖紅色背底的,這是因為焊縫漏氣了,吹泡泡了,這個就廢掉了。
最離譜的一次是中間這個,這應該是11年前,在熱等靜壓外協單位,我想做一個試板。
這個試板的體量大概是一張A4紙大小的幅面,厚度是搖控器這么厚。
去熱壓的話應該被壓扁,得到致密的合金,結果不僅沒壓扁,還吹成了面袋子。
當時在場的一個工程師悄悄把我拉到一邊,說小徐啊,你點子挺正啊,再差一點,估計你們單位就得給我們這個發熱體掏六七十萬的維修費了。
我現在一算,基本上就是,兩輛哈弗H9的價錢,還是高配。
這是我們遇到的宏觀的問題,比較容易解決,因為爆掉后扔掉就算了,無非增加點成本,費點人力。
但是有時往往進行到最后一步了,相當于我們最后一哆嗦,沒哆嗦好。
當我興沖沖地把我們的葉輪拿去無損探傷、檢測熒光時發現,有很多表面氣孔、皮下氣孔,拿到用戶那里,肯定是判廢的。
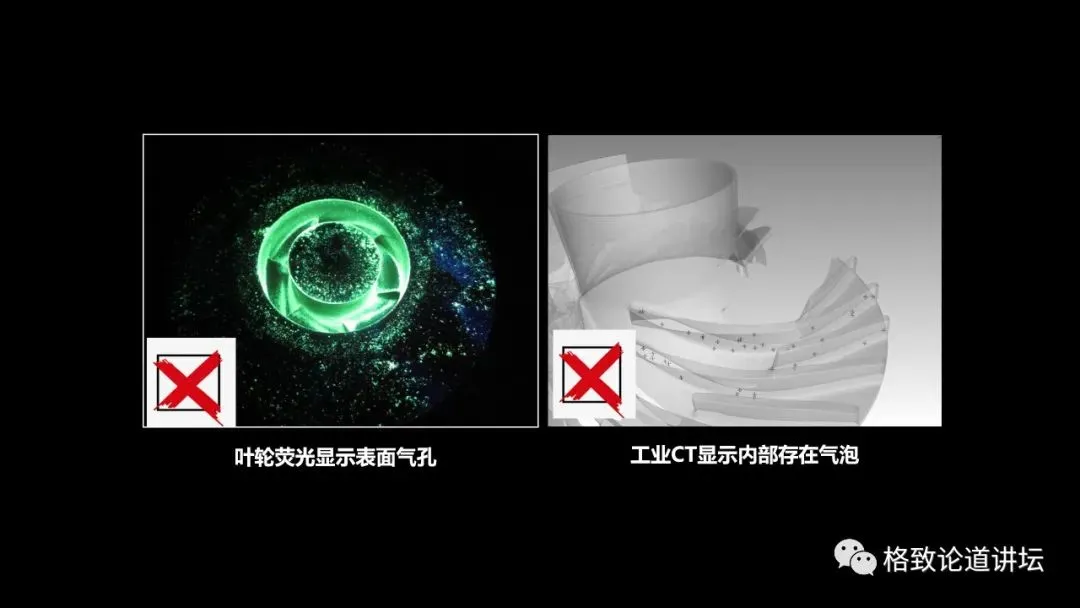
因為熒光顯示就是這樣,如果這個區域是黑乎乎的,那是很好的,顏色越多是越不好的,我現在最怕看到綠色。
還有的熒光顯示過了,X光合格了,外形也是可以的,用戶說放到工業CT上看一下,我們發現,工業CT顯示里面有很小的氣泡,用戶說判廢。
曾經有一段時間,我做夢都夢見包套因為沒壓成功而爆掉。
為了解決包套成功率這個問題,解決包套技術,我們和工程師傅在一起設計焊縫,選擇焊縫材料,對焊縫進行檢漏。

左面上面這張圖,就是我們的焊工對焊縫進行氦氣檢漏。
焊完后,我們用磁粉檢測符合核電級材料標準,對焊縫進行檢測,如果發現有異常就打磨掉,再去補焊一遍。
另外,由于焊接是一個快速凝固的過程,在焊接的過程中有可能存在殘余應力,這個應力往往是拉應力,我們需要變成壓應力。
怎么變成壓應力呢?
我們可以通過超聲加工或熱處理的方式解決這個問題。目前,大型包套的熱壓成功率是百分之百。
右圖的零件是我們去年做的10件國內最大的活性金屬粉末熱等靜壓坯料,單重505公斤。
解決了包套技術后,我們的研制過程就從此踏上了快車道。
2009年5月,我成功試制了一個粉末葉輪,走通了包套設計、制造、焊接、熱等靜壓、選擇性化學銑去除形模。
說到化學銑,還得感謝我們金屬所的董俊華老師,他是搞腐蝕的。
中間這個型芯最后熱等靜壓完成要用酸洗掉,但是這個葉輪大家看一看就行了,因為它是一個樣子貨。

為什么說它是一個樣子貨呢?
由于我當時不具備這個能力,制備一個1比1的盤件,一個葉輪,我做了一個1比2的。
但是1比2的話,它的葉片少一半,因為在如此局促的空間里,我是放不下24個葉片的。
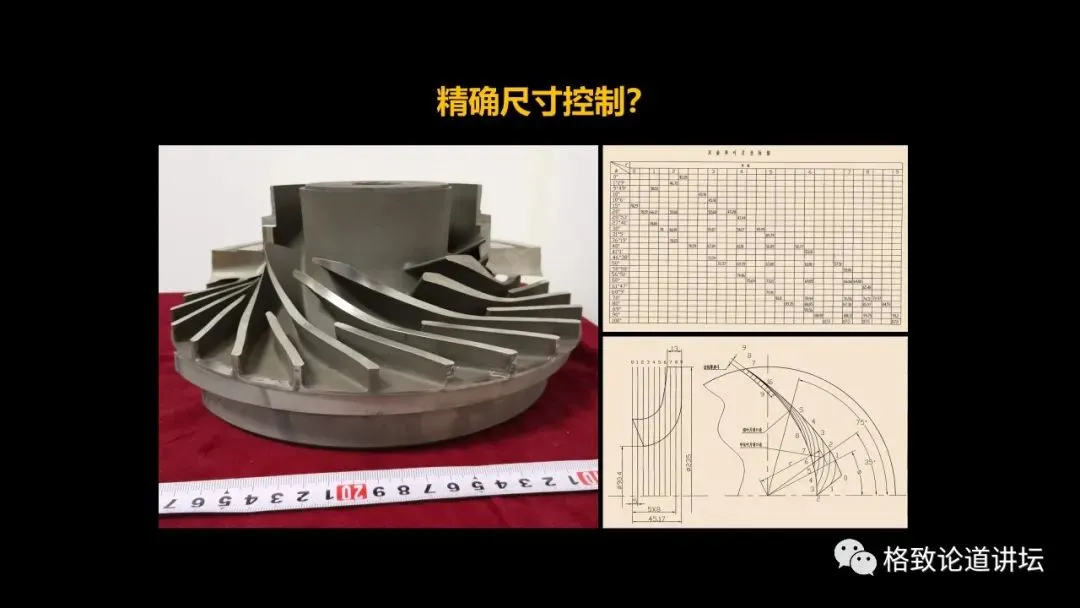
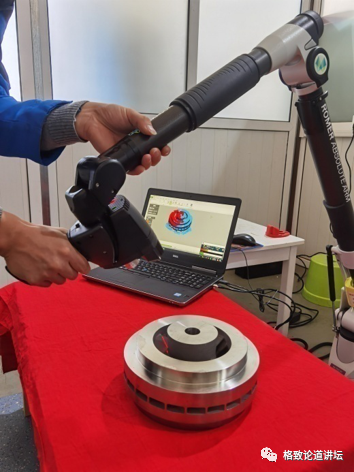
這是真正的1比1的,經過實驗考核的,長征五號和長征五號B火箭發動機XX-77發動機上用的氫泵葉輪,它的盤子的直徑大概是245毫米。
這是摘掉上蓋板后對它進行尺寸測繪的形貌,這個葉輪共有24個葉片,分長中短8組,每組3個。
用戶對尺寸的要求到底有多么嚴苛呢?
第一,他需要測。
從葉片中心到邊緣,9個截面、26個角度、70個尺寸,每個尺寸都要和卡板上一模一樣,而且它的偏差是正負0.2毫米,這就給我們帶來了很大的難度。
葉片中間空的區域就是模具,為什么說它難呢?

這張圖就是葉輪包套和模具,大家肯定想問,要控制尺寸,我把里面那個模具的型芯變成陶瓷的不就行了?
沒錯,可以變成陶瓷的,但是陶瓷有一個最大的問題,它在加工的過程中會脫落,變成陶瓷顆粒。
陶瓷顆粒對鈦合金來說是夾雜,特別是轉動件,不能有夾雜,這種方式國外也用過,就摒棄了,我們一開始就沒有用。
可能有的人又會說,弄一個硬的型芯不就好了,把中間那個像花瓣一樣的東西,高溫合金搞得非常硬。
是,高溫合金可以,它不動了,葉片的葉形、尺寸都能很好地保證。
但是,我們也做過右圖,變成硬質的材料后,最大的問題在降溫的階段。
由于它型芯比較硬,而我們的基體是鈦合金的,非常軟,它會把葉輪脹破,有裂紋,用戶就更不能使用了。
于是我們用了一個最費勁,也是最復雜的方式,即采用軟鋼包套,里面的內外包套和型芯都是軟的材料。
下面這張圖可以看到,在熱等靜壓過程中,它是逐漸變小的,不僅粉末在收縮,而且我的型芯也是在收縮的。
這一下就體現出難度了。
因為鈦合金粉末在收縮的過程中,體積收縮達到30%,以直徑250mm的盤子來說,高度150mm,直徑方向收縮是25%,高度方向是15%,體收縮是30%。
250mm的盤子收縮20%的話,就是50毫米,是很難控制的。
為此,我們采用的解決方案是采用有限元仿真,就是先用實驗做出一個數據,教會電腦去算這個事。
然后電腦在我們的不斷優化下,不僅能算出它的殘余應力,還能算出它的精確尺寸。
但是里面最重要一條,就是圖中,我們要把實際實驗的測量結果反饋到電腦和軟件中去,讓它打得更準。
思想晚餐
已完成:90% //////////
助長征五號首飛
現在經過十多年的探索,我們的軟件預測的準確率是99.5%以上,給我一個新型的葉輪,新的型號,它一輪次就能打得很準。
我們用了不到兩年的時間,具體來說是14個月的時間就走通了環節。
2010年9月提供的首套葉輪通過了用戶的發動機熱試考核,用戶對我們評價是已滿足技術指標要求,具備較高的可靠性。
但是從2010年到2016年,我們又經過了漫長的六年等待,這六年中,我們也不是什么都沒做,我們做了三件事。
第一件事,固化優化工藝;第二件事,提高材料的穩定性;第三件事,要建成小批量的生產能力。
2016年11月3日,我們提供的葉輪助力長征五號首飛,當天我們也非常激動。
相當于從2008年12月到2016年,我們用了8年的時間,八年磨一劍,終于成功了。
而且2017年,我們中國科學院金屬研究所,這個團隊,還被五部聯合授予了“長征五號火箭運載火箭首飛任務突出貢獻單位”。
而且我們也是科學院唯一獲得這個獎項的單位。
這是2019年12月27日,長五遙三火箭在海南文昌復飛的壯觀場景,這上面也有我們做的零件。
當時我們非常激動,有多少個大工程、大項目,背后有像我們幾十個、上百個這樣的團隊,有很多普通的工作者、勞動者、科研工作者在一起,才能做成這些事。
我想感謝我們的團隊,感謝鈦合金研究部的全體職工學生,感謝我們的用戶北京航天動力研究所。
特別要感謝我的兩位導師楊銳研究員和崔玉友研究員,謝謝大家。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741