



導讀: 金屬絲電弧定向能沉積技術(WADED)在制造大型鋁(Al)合金部件方面顯示出巨大的優勢和潛力。然而,由于孔隙缺陷和缺乏加工硬化或沉淀強化,WADED鋁合金通常表現出較低的強度和可靠性。本研究采用激光沖擊強化(LSP)和退火相結合的方法來調節WADED Al-Mg4.5Mn合金的組織,提高其力學性能。系統研究了LSP和退火對復合材料相組成、孔隙分布和微觀組織的影響,揭示了復合材料力學性能改善的機理。結果表明,LSP誘導的塑性變形通過閉合近表面孔隙缺陷形成無缺陷區。LSP通過誘導晶粒尺寸、低角度晶界數量和位錯密度沿深度方向的梯度變化,形成具有梯度力學性能的硬化層。退火工藝促進了晶粒粗化,減少了過多位錯和低角度晶界,減弱了LSP引起的加工硬化效果。此外,LSP產生的高密度位錯和高存儲能量加速了再結晶,促進了近表面晶粒的生長。無缺陷區、位錯強化和低角度晶界強化是提高強度的主要原因,硬化層與軟芯之間的協同變形有助于保持優異的延伸率。通過平衡LSP和熱處理的作用,可以協同提高WADED鋁合金的強度和伸長率。
非熱處理Al-Mg合金以其高可靠性、優異的耐腐蝕性、高強度重量比等優點,廣泛應用于航空航天、船舶、軍工等大型結構部件中。然而,傳統的減法制造技術由于生產效率和材料利用率低,已經無法滿足快速增長的工業生產需求。金屬絲電弧定向能量沉積(WADED)技術采用電弧熱源將填充金屬絲逐層熔化沉積,形成目標部件。涉水工藝的高自由度去除率,理論上無需復雜的模具或工具即可生產任何尺寸的部件。此外,WADED具有低成本和高制造效率的優勢。因此,WADED被認為是生產中等復雜程度的大型鋁合金部件的一種優秀技術。特別是近年來,許多大型WADED鋁合金部件在航空航天應用中取得了令人振奮的成果,引起了全世界對該技術的高度關注。
采用不同熱源,構建成形良好的WADED鋁合金組織的研究已經大量開展。然而,應該面對的一個關鍵問題是,WADED零件的機械性能明顯低于商業鍛造合金。鋁合金被廣泛認為是一種容易形成孔隙的WADED合金體系[11]。孔隙缺陷率在構件中密集分布的應力會減小構件的承載面積,引起應力集中,嚴重影響WADED構件的力學性能和可靠性。此外,WADED過程中反復的加熱-冷卻熱循環會導致晶粒粗化,缺乏強化相和加工硬化效果,這是導致強度和硬度降低的主要原因。目前,人們越來越關注通過消除氣孔和調節微觀組織來改善WADED鋁合金的力學性能。氫孔和收縮孔是WADED鋁合金中主要的孔隙類型,它們與材料的內在物理性能有關。傳統工藝參數優化已被證明對孔隙缺陷的抑制作用有限。熱處理是WADED構件常用的后處理方法,但其對Al-Mg合金強度的增強效果有限,甚至可能在過高溫度下導致孔隙增大。熱等靜壓(HIP)技術可以通過對增材制造(AM)金屬部件施加高溫和高壓來促進孔隙閉合,從而提高增材制造(AM)金屬部件的力學性能。一些已發表的文獻證實了HIP幾乎完全消除AM鋁合金內部孔隙的潛力。然而,對于大尺寸或中等復雜程度的WADED零件,很難穩定地施加HIP工藝所需的高壓和溫度,這限制了在工業上的實際應用。已經提出了一種創新的混合WADED工藝,其中每個沉積層都以恒定的載荷滾動以關閉孔隙并增加位錯密度。層間軋制方法已被證明可以顯著消除WADED AlMg合金的孔隙缺陷,并在較高的軋制載荷下提高強度。然而,過大的軋制載荷會破壞WADED鋁合金構件的幾何形狀,尤其是薄壁構件。
在本研究中,北京航空航天大學采用LSP和退火作為后處理方法來改善WADED Al-Mg4.5Mn合金的拉伸性能,朱穎、祁澤武和張宏強為本文通訊作者。通過對孔隙率、梯度組織演變、顯微硬度、殘余應力和拉伸性能的綜合研究,更好地了解LSP和退火工藝增強拉伸性能的機理。建立了通過LSP和退火同時提高WADED鋁合金強度和伸長率的強化策略。相關研究成果以“Tailoring properties of directed energy deposited Al-Mg alloy by balancing laser shock peening and heat treatment”發表在Journal of Materials Science & Technology上
鏈接:https://www.sciencedirect.com/science/article/pii/S1005030224004420?via%3Dihub
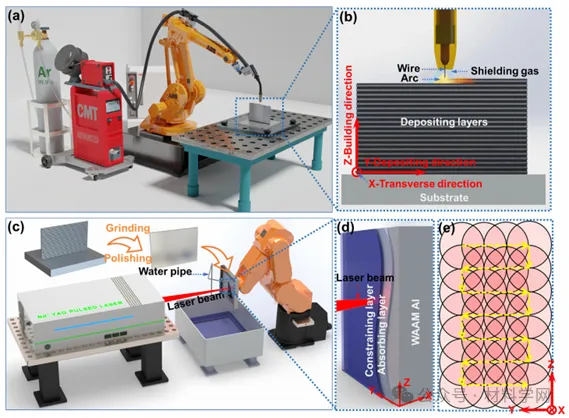
圖1 (a) WADED系統示意圖,(b) WADED沉積過程示意圖,(c) LSP系統示意圖,(d) LSP過程示意圖,(e)激光光斑運動路徑示意圖。
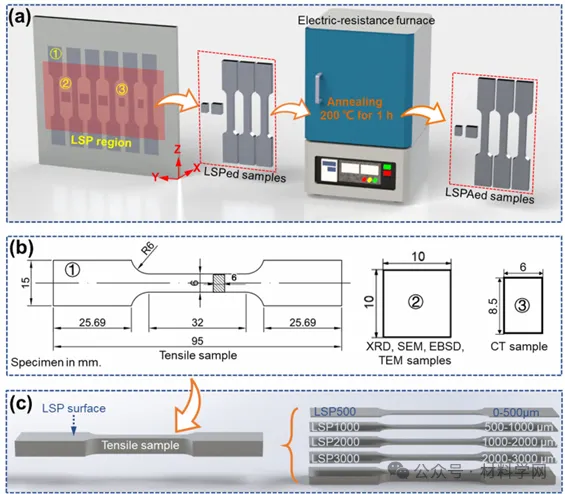
圖2 樣品制備示意圖:(a)取樣位置和退火過程,(b)不同樣品的具體尺寸,(c)不同深度薄拉伸樣品的取樣過程。
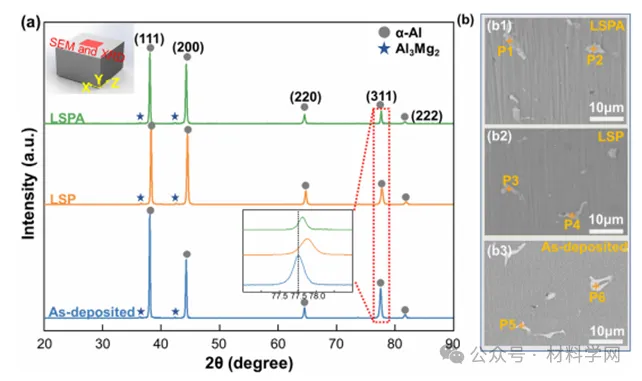
圖3 不同樣品的XRD圖譜和析出相形貌:(a)沉積態、LSP、LSPA試樣的XRD圖譜;(b)沉積態(b1)、LSP、LSPA試樣的近表面析出相形貌。
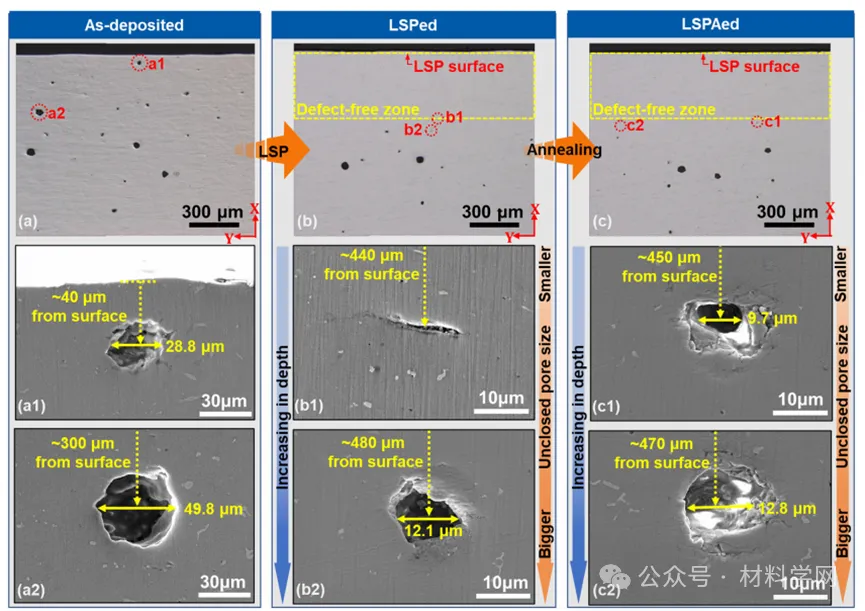
圖4 (a)沉積態、(b) LSPed和(c) LSPAed樣品近表面孔隙的宏觀分布
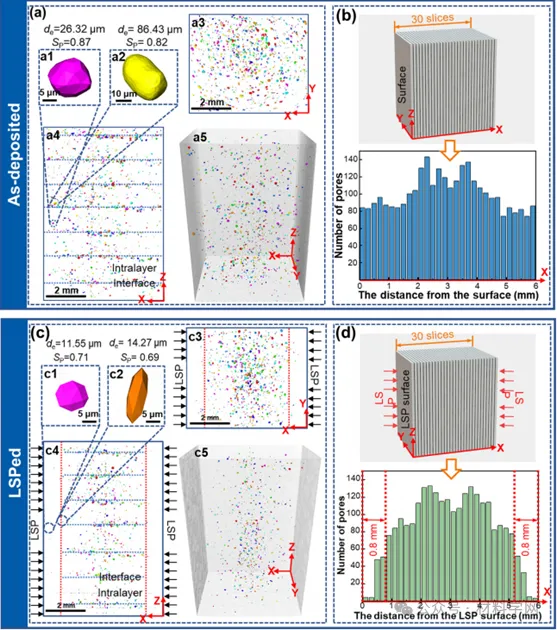
圖5 (a)沉積態和(c) LSPed樣品中孔隙的三維空間分布、投影圖和形態特征(b) LSP前和(d) LSP后不同深度孔數與地表的演化關系。
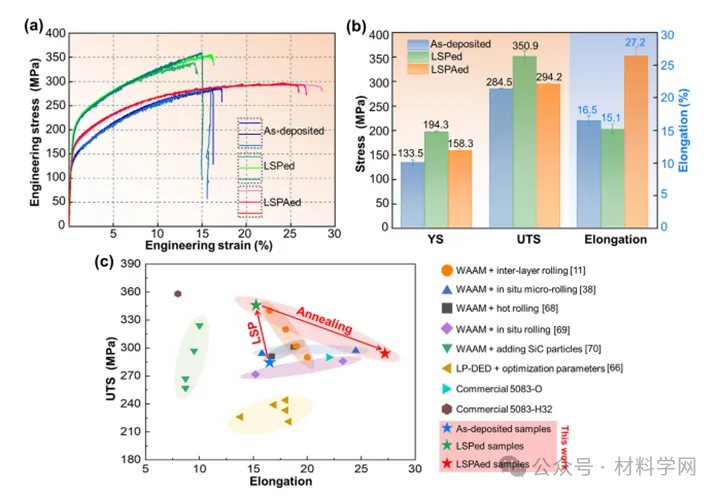
圖12 沉積態、LSPed和LSPAed試樣的拉伸性能:(a)工程應力-應變曲線;(b)拉伸性能的統計和比較;(c)本研究WADED AA5087鋁合金的拉伸性能與文獻報道的拉伸性能比較。
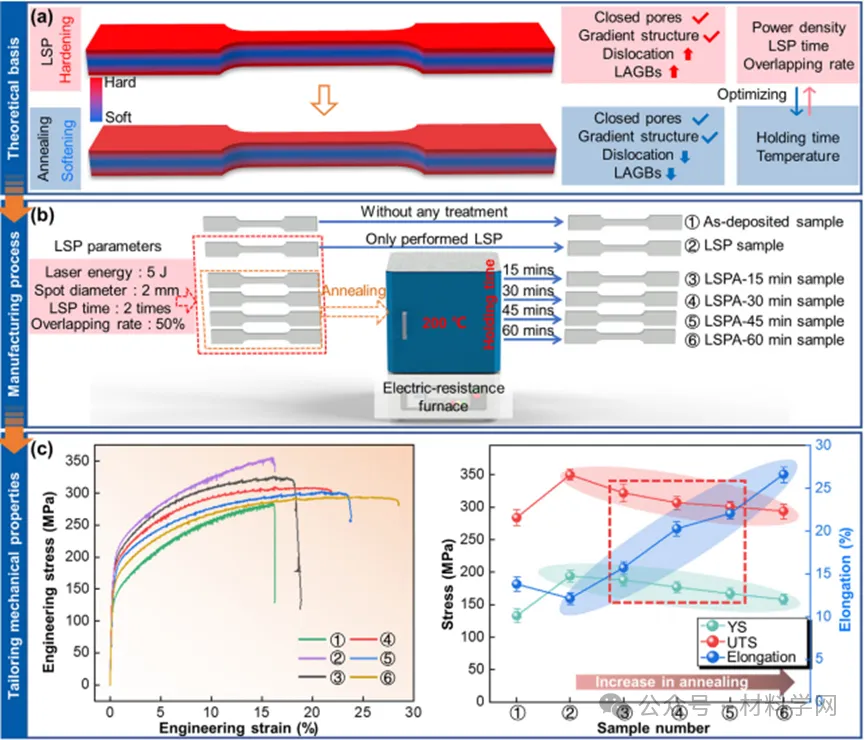
圖17。(a) LSPed和LSPAed試樣的軟-硬-軟“三明治”結構示意圖,(b)不同退火時間試樣的制備過程示意圖,(c)不同處理試樣的拉伸性能。
本研究提出了一種后處理方法,通過LSP和退火來調節WADED AA5087鋁合金的拉伸性能,實現強度和伸長率的協同提高。系統地研究了LSP和退火對孔隙分布、梯度組織和力學性能的影響。主要結論可以總結如下:
(1)激光沖擊強化(LSP)使近表面氣孔閉合,形成深度約400 μm的無缺陷區。合理的退火工藝可以在不影響孔隙大小和分布的情況下保留無缺陷區。
(2) LSP誘導的塑性變形在近地表區域產生高密度位錯、大量低角度晶界、晶粒細化和壓殘余應力。晶粒尺寸、位錯密度和低角度晶界數量沿深度呈顯著的梯度變化。退火進一步減少了位錯、低角度晶界和晶粒粗化。高的位錯密度和近表面區域儲存的能量加速了再結晶,有利于晶粒粗化。
(3)試樣經LSP處理后的YS、UTS和伸長率分別為194.3 MPa(提高46%)、350.9 MPa(提高23%)和15.1%(降低8%)。進一步退火1小時后,YS (158.3 MPa)和UTS (294.2 MPa)均有所下降,但優異伸長率上升至27.2%。
(4)近表面孔隙的閉合、位錯強化和低角度晶界s強化是導致強度提高的主要原因。梯度組織導致硬度和抗拉強度隨深度降低。退火減輕了LSP引起的加工硬化,從而恢復了伸長率。硬化層和軟芯的硬-軟-硬“夾心”結構有利于在保持良好伸長率的同時顯著提高強度。
(5) WADED鋁合金的強度和伸長率可以通過平衡硬化(對應LSP)和軟化(對應退火)來定制,從而實現同步提高。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”