



導讀:在粘結劑噴射增材制造工藝中,通過在粘結劑中加入合金元素,可以實現(xiàn)鋼的原位合金化。然而,使用帶有納米顆粒懸浮液的粘合劑往往會帶來顆粒分散均勻性和噴嘴堵塞的挑戰(zhàn)。為了克服這些限制,本文研究了使用基于聚糠醇(PFA)的無顆粒粘結劑用于粘結劑噴射3D打印鋼材的可行性。PFA粘結劑具有雙重用途- (i)為打印時的綠色部分提供結構完整性;(ii)在熱解時提供碳,使打印的鐵部件合金化成鋼。首先將PFA粘結劑逐層分配到低合金鋼粉末床中,生產(chǎn)出儲存模量為3360 MPa,抗壓強度高達9 MPa的綠色零件。然后對未加工的部分進行脫脂和燒結,以鞏固鋼粉顆粒。在真空燒結過程中,PFA被熱解并留下碳渣擴散到鋼件中,形成堅硬強的鐵素體碳化物團聚相,顯著提高了燒結鋼件的硬度、屈服強度和極限抗拉強度。此外,通過在不同位置改變這種無顆粒粘合劑配方的量,還可以通過硬度測試和數(shù)字圖像相關驗證具有特定位置微觀結構和力學響應的組件。
在鋼鐵制造中部署增材制造(AM)技術的優(yōu)勢包括更快的周轉時間、更大的設計靈活性和更少的材料浪費。常用的一些技術有直接金屬激光燒結(DMLS)、電子束熔化(EBM)、激光工程凈成形(LENS)、電弧增材制造(WAAM)和粘結劑噴射(BJ)。DMLS和EBM是粉末床融合技術,涉及在整個工作區(qū)域沉積一層粉末。DED技術通常需要高通量,而粉末床融合更適合高分辨率打印。然而,這兩種技術的主要缺點是材料兼容性有限- DED技術僅與可焊接材料兼容,而適合粉末床熔合的材料范圍由激光波長決定。
為了克服限制,南洋理工大學Lai Changquan團隊研究了使用聚糠醇(PFA)作為雙用途無固體粘合劑的可行性。
PFA已經(jīng)廣泛應用于砂造型和陶瓷復合材料的生產(chǎn),這表明它具有必要的粘合性能和剛性,可以很好地作為粘合劑。在高溫下,PFA分解后留下碳渣,它可能作為鋼的合金材料,實現(xiàn)第二個功能。PFA也是一種來源于水解生物質(zhì)廢棄物的可再生材料,因此可以作為酚醛粘合劑的可持續(xù)替代品。在這里,選擇將PFA溶解在揮發(fā)性有機溶劑中進行分配。納米顆粒的缺失大大減少了噴嘴堵塞的機會,而油墨的高揮發(fā)性允許快速干燥,這可以縮短打印時間并減少出血,即使在同一位置進行多次油墨沉積也是如此。
在本研究中,無顆粒PFA墨水的性能將與HP專有的炭黑納米顆粒墨水進行比較。打印的零件將受到微觀結構表征和準靜態(tài)和動態(tài)力學測試來研究不同油墨的結合強度、剛性和合金化效果。此外,還制造了一個具有特定場地性能的部件,通過粘合劑體積的差異分配來展示鋼中碳濃度的空間控制,這是只有粘合劑噴射增材制造才能實現(xiàn)的關鍵進步。
相關研究成果以“Adhesive and alloying properties of dual purpose polyfurfuryl alcohol binder for binder jet additive manufacturing of steel ”發(fā)表在Additive Manufacturing上
鏈接:https://www.sciencedirect.com/science/article/abs/pii/S2214860424002586?via%3Dihub


表1低合金鋼粉末粒度分布及成分。
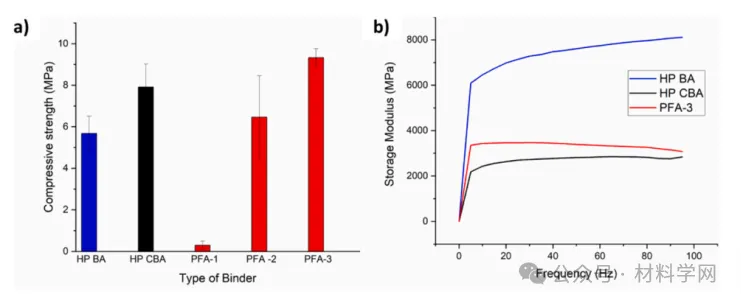
圖1(a)不同粘結劑印刷綠色部分的抗壓強度。
(b) HP-CBA、BA和PFA-3打印綠色部分的存儲模量。
圖1a顯示了這些立方體綠色部件的抗壓強度。與對照相比,PFA-1和PFA-2的強度分別為0.29 MPa和6.46 MPa,而PFA-3綠色部分的強度為9.3 MPa,比BA高64%,比CBA高18%,盡管這兩個綠色部分的粘合劑濃度大致相似。這一結果表明,固化后的PFA粘結劑的結合強度略優(yōu)于HP油墨中的專有聚合物。
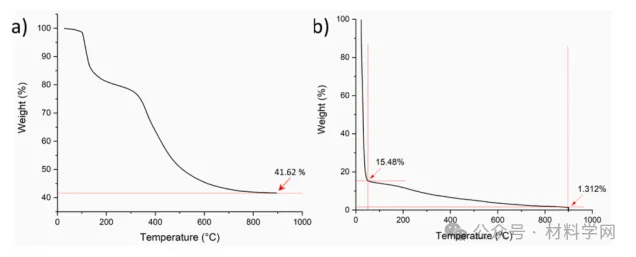
圖2(a)純PFA和(b) PFA粘結劑的TGA曲線。
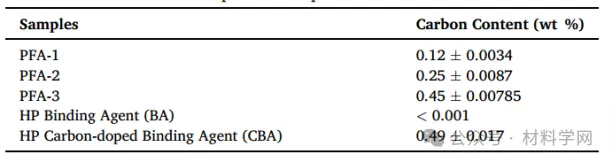
表2打印樣品碳濃度。
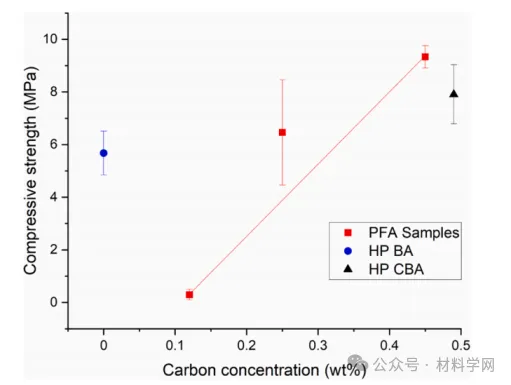
圖3圖表顯示了各種綠色部件的抗壓強度與碳濃度的關系。趨勢線是針對PFA樣本的。
不同粘結劑的主要(即粘結)和次要(即合金化)功能可在圖3中進行評估,圖3顯示了不同粘結劑可實現(xiàn)的綠色部件的抗壓強度和鋼中的碳負荷。可以觀察到,PFA-3樣品具有最高的綠色抗壓強度(9.3 MPa)和碳摻入鋼樣品(0.45 wt %)。這些數(shù)值優(yōu)于CBA粘結劑樣品,在相同碳濃度下,CBA粘結劑樣品的抗壓強度僅為7.9 MPa。之所以會出現(xiàn)這種結果,是因為在CBA中,固體碳納米顆粒有利于與鋼粉合金化,而不利于結合。
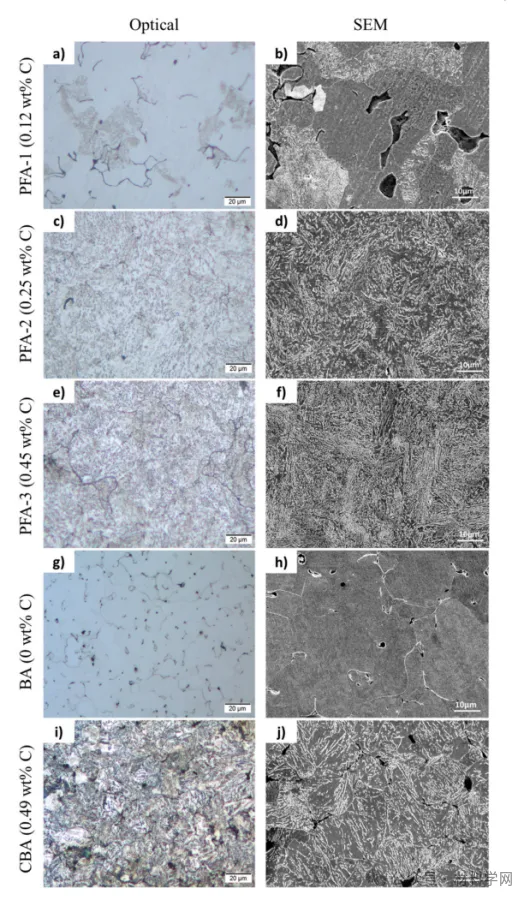
圖4不同碳濃度下的低合金鋼顯微組織的光學顯微鏡圖像:
(a) PFA-1 (0.12 wt %), (c) PFA-2 (0.25 wt %), (e) PFA- 3 (0.45 wt %),
(g) BA (0 wt %)和(i) CBA (0.49 wt %)。1500倍放大時的SEM圖像:(b) PFA-1 (0.12 wt %),
(d) PFA-2 (0.25 wt %), (f) PFA-3 (0.45 wt %), (h) BA (0 wt %)和(j) CBA (0.49 wt %)。
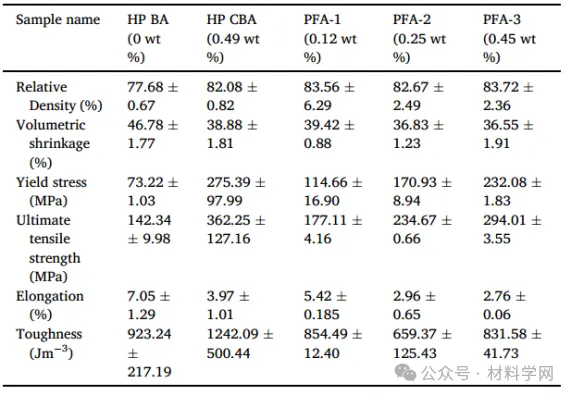
表3燒結試樣的力學性能。
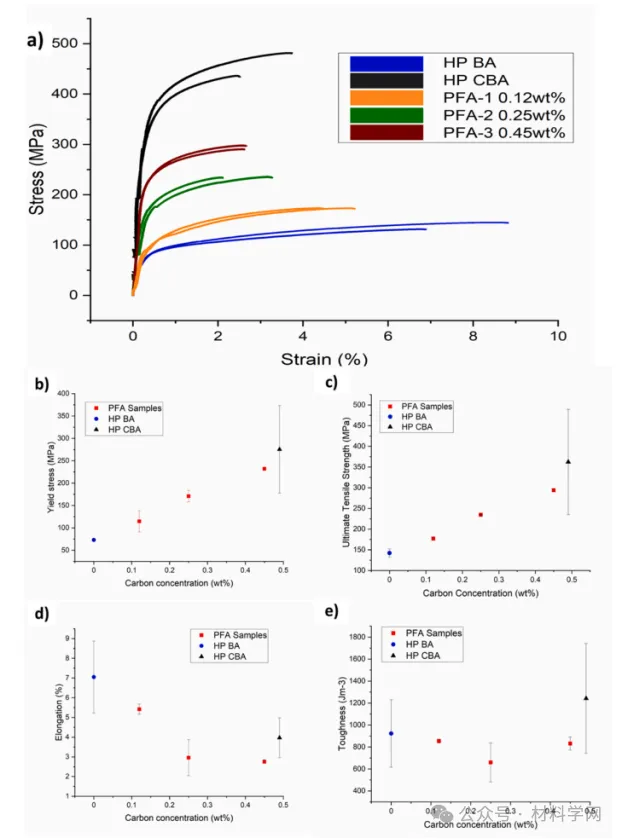
圖5不同粘結劑印刷樣品的力學性能:
(a)不同粘結劑印刷樣品的應力-應變曲線。(b) YS (c) UTS (d)伸長率(e)韌性。
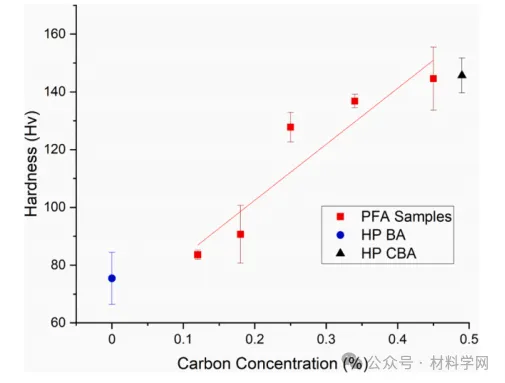
圖6用不同碳濃度的PFA粘結劑印刷燒結試樣的維氏硬度值。
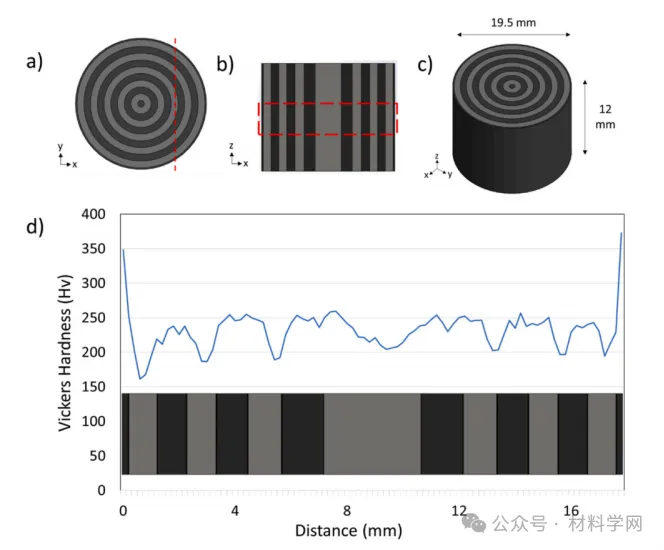
圖7(a)等應力試樣俯視圖示意圖。灰色表示低碳區(qū)域(0.12 wt %),黑色表示富碳區(qū)域(0.25% wt %)。
(b)等應力試樣的截面示意圖。紅色虛線表示進行硬度測試的那條線。
(c)帶尺寸的等應力試樣的等距視圖。(d)等應力試樣橫截面上的維氏硬度圖。
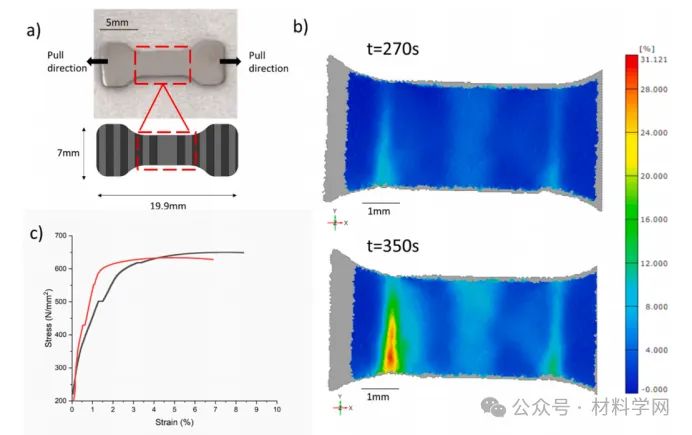
圖8(a)顯示拉伸試驗時拉力方向的等應力拉伸桿及其顯示等應力條紋的示意圖。
(b)拉伸桿在270 s和350 s拉伸時的DIC圖像。
(c)相同設計的兩個特定地點樣品的應力-應變曲線。
本研究使用基于聚糠醇(PFA)的無顆粒粘結劑用于粘結劑噴射3D打印鋼材的可行性,形成堅硬強的鐵素體碳化物團聚相,顯著提高了燒結鋼件的硬度、屈服強度和極限抗拉強度。主要成果如下:
(1)無顆粒PFA墨水的性能將與HP專有的炭黑納米顆粒墨水進行比較。研究不同油墨的結合強度、剛度和合金化效果。
(2)FCA的形成量以及最終打印強度的提高可以通過沉積在粉末床中的粘合劑的量來控制。
(3)在高溫真空燒結過程中,PFA熱解成碳渣,碳渣擴散到鋼件中,形成堅硬而脆的鐵素體碳化物團聚體(FCA)相。
免責聲明:本網(wǎng)站所轉載的文字、圖片與視頻資料版權歸原創(chuàng)作者所有,如果涉及侵權,請第一時間聯(lián)系本網(wǎng)刪除。

官方微信
《腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”