
不簡單!這種新工藝比傳統電火花銑削蝕除效率高10倍
2017-01-24 12:13:37
作者:劉志東 來源:航空制造網
分享至:


導讀
電火花加工不受制于材料的力學性能,已成為難加工材料的重要加工手段,但常規電火花加工材料蝕除率很低,不能滿足高效加工的需求,嚴重影響了其在難加工材料領域的應用。
為此,南京航空航天大學劉志東教授針對難加工金屬材料(如鈦合金、高溫合金、高強度鋼等)提出了放電誘導燒蝕加工方法,該方法是具有完全自主知識產權的高效放電加工技術。其利用加工中金屬燃燒氧化釋放出的熱量作為材料蝕除的主要能量完成加工。與傳統電火花加工相比,燒蝕加工極間獲取的能量大幅度增加,材料蝕除率顯著提高,加工表面質量也可以得到較好的控制。本文首先對放電誘導可控燒蝕加工的原理進行了闡述,而后圍繞放電誘導燒蝕銑削加工、放電誘導霧化燒蝕加工、多通道功能電極放電誘導燒蝕加工以及雙伺服控制的燒蝕/ 車削復合加工4 個典型加工方式對燒蝕加工工藝進行介紹。
放電誘導燒蝕加工原理
放電誘導燒蝕加工是借助電火花加工產生的電蝕作用,首先將放電點金屬加熱至其燃點溫度以上,使其保持活化狀態,然后通入氧氣使其與活化金屬發生劇烈的燃燒氧化反應,釋放出巨大的化學能,該能量直接作用于基體材料,使燒蝕反應快速擴展,并借助火花放電產生的爆炸力和氣流沖刷作用將熔融金屬及燒蝕產物排出加工區域,而后切斷氧氣,通過常規電火花加工對已燒蝕加工表面進行修整,從而完成高效加工。該加工技術不同于以往的常規電火花加工,其利用金屬材料與氧氣發生氧化反應所釋放的化學能作為蝕除能量的主要來源,而電火花放電主要起到引燃和修整作用。燒蝕加工過程包含以下幾個階段:
(1)引燃活化階段。常規電火花放電引燃活化階段,利用電極與工件間形成火花放電所產生的高溫高熱加熱工件表面,形成高溫活化區域,如圖1(a)所示。
(2)氧化蝕除階段。表面活化的金屬與通入的氧氣產生劇烈的氧化反應,釋放出大量化學能,該能量直接作用于基體材料,不斷加熱周圍金屬,使氧化得以持續進行。此過程中形成熔融的金屬和氧化物,在放電爆炸力和氣流沖刷作用下,不斷被清除出加工區域,如圖1(b)所示。
(3)修整階段。此階段停止氧氣供給,采用液中常規電火花加工的方式對加工表面進行放電修整蝕除,如圖1(c)所示。

在整個放電誘導燒蝕加工過程中,3 個階段重復進行。
燒蝕加工的主要能量來源于金屬氧化反應,氧氣在燒蝕加工中主要起到以下作用:
(1)參與氧化放熱。金屬在電火花放電作用下,形成活化區域,后與氧氣發生氧化放熱反應。所生成熱量遠大于常規電火花加工所釋放的能量,足以維持燒蝕加工進行。
(2)蝕除金屬。高壓氧氣流對燒蝕加工中形成的熔融金屬和氧化物有強力的清除作用,排出加工中形成的熔融金屬和氧化物,推動其在金屬表面運動,并最終脫離金屬表面,使燒蝕得以持續進行。同時,氧氣流還可帶走極間的蝕除顆粒,為后續加工提供保障。
(3)冷卻作用。冷卻電極和放電通道,對未達到燃點溫度的金屬進行冷卻,降低熱影響區溫度。
由于電火花放電在燒蝕加工中主要起放電誘導、活化金屬及蝕除修整作用,其已經不是加工中的主要蝕除能量,在整個放電誘導燒蝕加工過程中所占的比例很少,所以電極的損耗要比常規電火花加工小很多。
放電誘導燒蝕加工典型工藝
放電誘導燒蝕加工適合于“車、銑、鉆、成形、打孔”等各種加工形式。
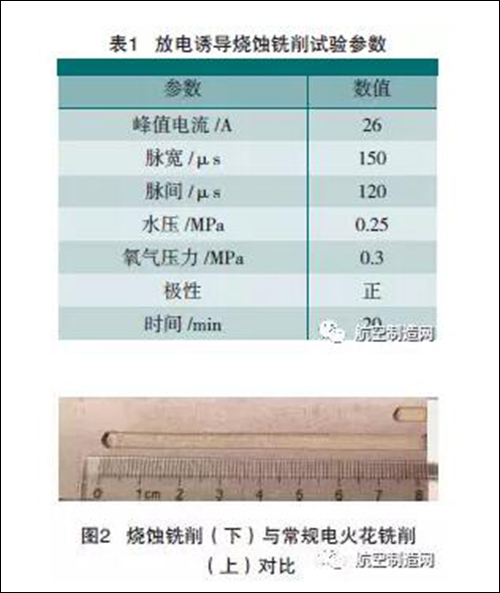
1 放電誘導燒蝕銑削加工
燒蝕銑削加工與傳統的電火花銑削加工類似,采用表1 中試驗參數使用兩種方法對淬火Cr12 進行銑削加工。結果表明,相同時間內“放電誘導燒蝕銑削”較傳統的電火花銑削蝕除效率高10 倍以上(見圖2)。
采用常規電火花銑削與放電誘導燒蝕銑削加工所得的工件表面微觀形貌對比如圖3 所示。常規電火花銑削加工表面布滿放電坑,放電誘導燒蝕銑削加工表面可以看到常規電火花放電修整時所形成的放電坑,在氧氣關斷階段,加工區域氧氣濃度減小,氧化程度降低,主要進行常規電火花放電加工,利用火花放電對已加工面進行修整,清除部分重熔層,改善了加工表面質量。經測試,兩種加工方式變質層厚度基本相當,表面質量相近。

2 放電誘導霧化燒蝕加工
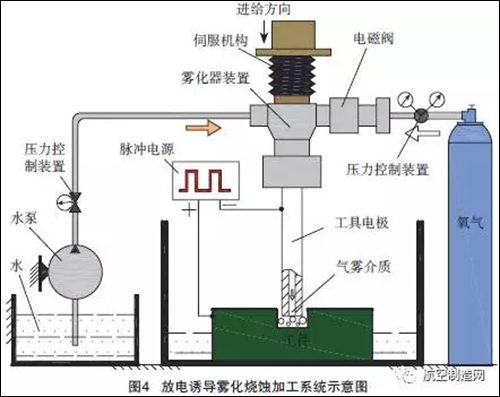
放電誘導霧化燒蝕加工過程中水以一定壓力持續沖入加工區域,而氧氣通過電磁閥的控制間歇性地通入,形成霧化燒蝕加工,以進一步提高加工的可控性和表面質量,原理如圖4 所示。
放電誘導霧化燒蝕加工過程是兩種加工放電狀態的循環過程:一是氣霧介質下的放電誘導燒蝕加工:氧氣通入,與水混合形成氣霧并進入加工區域,放電點被放電活化形成高溫活化區,而后在富氧條件下,活化區的金屬與氧氣發生氧化反應,產生的巨大化學能使活化區金屬變成熔融態,并產生噴發,該過程蝕除效率很高;二是水介質條件下的常規電火花放電修整加工:氧氣關斷后,一定壓力的水流沖入加工區域,進一步冷卻并排出燒蝕過程殘留的熔融金屬液滴,同時對加工區域通過電火花放電對燒蝕層進行修整,提高加工表面質量,放電誘導霧化燒蝕深型孔加工現場如圖5 所示。

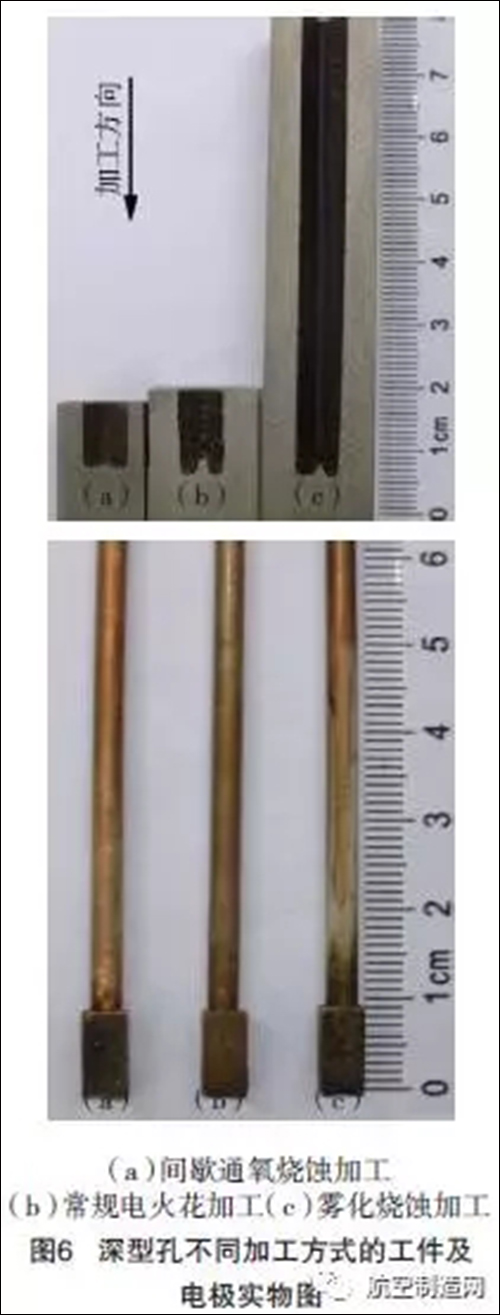
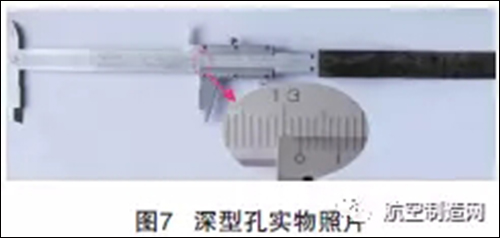

使用表2 所示的參數、邊長4.8mm 的電極對放電誘導霧化燒蝕加工(氧氣壓力0.3MPa)、間歇通氧燒蝕加工(氧氣壓力0.3MPa)及常規電火花加工在Cr12 工件上進行方形孔加工對比試驗,結果如圖6 所示,可見放電誘導霧化燒蝕加工具有加工穩定性高、可持續性好的特點,蝕除效率為常規電火花加工的5.45倍,表面質量及形狀精度均明顯好于間歇通氧燒蝕加工,與常規電火花加工相當或更好。采用邊長4.8mm 電極進行霧化燒蝕加工,深型孔的加工最大深度已經達132mm(見圖7),并且還能繼續加工。
放電誘導霧化燒蝕加工當極間是霧化介質時,蝕除產物能噴射性噴出,如圖5 所示,并且已加工側壁表面形成的氧化膜能減少蝕除產物排出時產生的“二次放電”,因此能進行深型孔加工,這是其他加工方法所難以完成的。
3 多通道功能電極放電誘導燒蝕加工
為進一步提高放電誘導燒蝕加工的可控性及穩定性,提高加工表面質量,可采用功能電極放電誘導燒蝕加工技術,其車削系統如圖8 所示。系統由試驗機床、功能電極驅動系統、功能電極放電誘導燒蝕加工系統、工作液循環系統和氧氣供給系統組成。
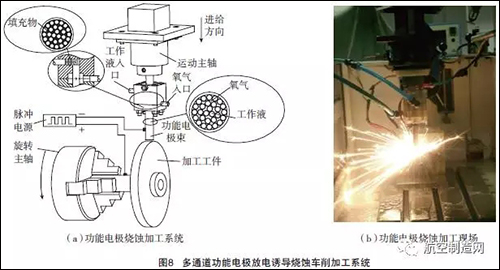
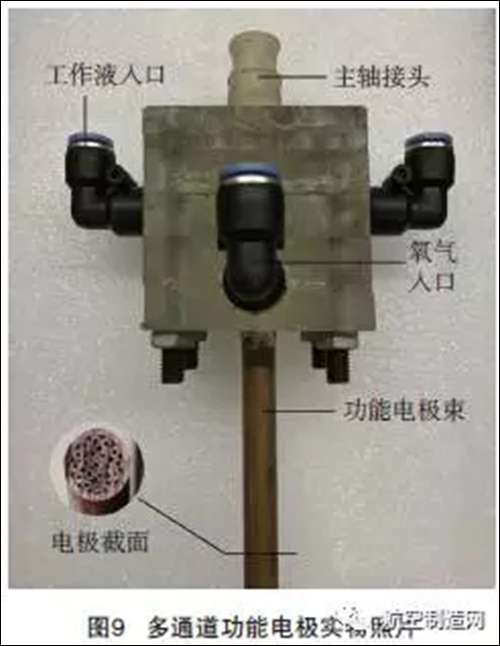
圖9 為多通道功能電極放電誘導燒蝕加工所用功能電極實物照片。功能電極由內部功能電極束和外部殼體兩部分組成,電極束由外部中空的銅管和內部眾多中空細銅管組成。由于多通道功能電極通過彼此獨立的通道向加工區域通入高壓工作液和氧氣,氧氣被噴入加工區域的工作液沖擊、分散,形成均勻的氣泡,隨工作液沖向加工表面,在加工區形成均勻氣泡,替代了原來的間歇通氧方式,因此功能電極的采用大大提高了燒蝕加工的可控性及穩定性,并且隨著輸入能量和燒蝕能量的降低,燒蝕坑逐漸減小,氧化層也逐漸變薄,燒蝕深度降低,表面質量逐漸提高,直至獲得需要的加工表面。

選取表3 參數,φ12mm 電極對TC4 鈦合金分別進行功能電極電火花誘導燒蝕車削加工(氧氣壓力0.1MPa)和功能電極常規電火花加工,結果表明,功能電極放電燒蝕車削加工與電火花車削加工相比:加工效率提高了15.74 倍,單位電流下單位面積電極的加工效率提高了17.25 倍,單位能耗下的加工效率提高了19.52 倍;電火花車削加工的電極體積相對損耗是放電燒蝕車削加工的4.19 倍。
4 雙伺服控制燒蝕/車削復合加工
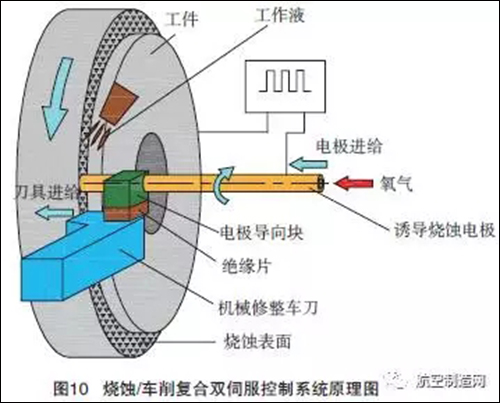
對于難加工金屬材料,還可以借助放電誘導燒蝕形成的巨大熱量,達到軟化金屬表面的效果,而后借助于傳統金屬切削方式,在軟化層中對金屬進行切削加工。圖10 為雙伺服控制燒蝕/ 車削復合加工系統原理示意圖。
使用不銹鋼管材電極對TC4 鈦合金進行電火花加工、電火花誘導可控燒蝕加工、電火花誘導可控燒蝕及車削修整復合加工對比試驗,電火花誘導放電參數見表4,試驗結果見圖11。
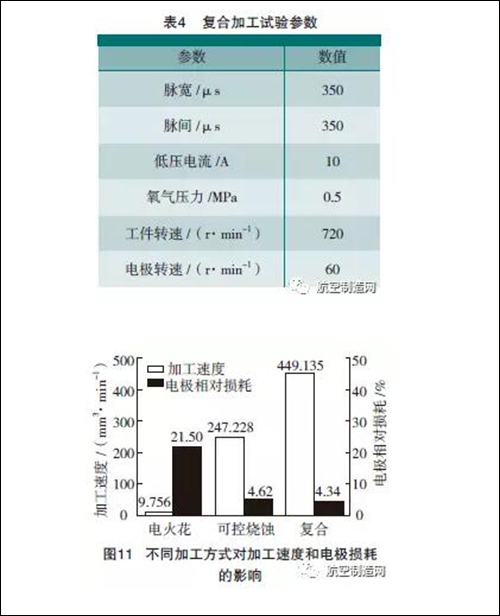
由試驗結果可知,在相同試驗條件下,電火花誘導可控燒蝕/ 車削復合加工的加工速度是電火花加工的46 倍,是電火花誘導可控燒蝕加工的1.8 倍。常規電火花加工的電極相對損耗為21.50%,而電火花誘導可控燒蝕加工的電極相對損耗僅為4.62%,電火花誘導可控燒蝕/車削復合加工的電極相對損耗僅為4.34%。因此,電火花誘導可控燒蝕/ 車削復合加工可實現對鈦合金材料的高效低損耗加工。
燒蝕結合車削機械修整后,可將已燒蝕加工表面的燒蝕產物大部分通過車削去除,從而提高了燒蝕加工的表面質量(見圖12)。

由于在放電誘導燒蝕中形成了表面軟化層,車削深度在軟化層范圍內時,切削力很小,需要的機床主軸電機功率也很小,大大提高了難加工材料的可切削性能,緩解了難加工金屬材料的加工難題。而當切削深度超過軟化層厚度后,燒蝕區基體材料被去除,加工表面平整,表面質量接近于機械加工表面。因此加工系統可以通過調整伺服系統,控制切削力的大小,從而達到控制材料切削深度的目的。
結束語
放電誘導燒蝕加工是特種加工領域中的一種全新加工技術,為難加工金屬材料的高效加工提供了一種新的途徑,并且仍然屬于宏觀無切削力的加工方式,因此特別適合鈦合金、高強度鋼、高溫合金等難加工金屬材料的高效去除及薄壁件加工。
(1)該加工方法以電火花加工為基礎,仍屬于無接觸、無宏觀切削力加工,可降低對設備剛性的要求。
(2)加工過程中引入新的蝕除能量——化學能,電火花放電在燒蝕加工中主要起到引燃和修整作用,材料蝕除的能量大部分來源于金屬材料自身的氧化放熱,顯著減少了電能消耗。
(3)該加工方式采用水(或水溶性介質)和氧氣作為工作介質,不存在環境污染和安全性問題,符合未來加工技術的發展方向。
(4)可以發展為多種加工方式,以滿足不同的加工需求,在國防工業領域有著重要的應用前景。
由于放電誘導燒蝕加工方法提出的時間不長,因此還有許多機理及實際應用的問題有待進一步研究。在今后的發展中,也需要進一步研究放電誘導燒蝕加工的控制策略,改進燒蝕加工控制系統,增強放電間隙的在線檢測,提高自動化水平和控制的精度。另外,其加工表面殘留的重熔層,表面微裂紋、物理化學性質變化等對零件性能的影響也需進一步進行細化研究。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
投稿聯系:編輯部
電話:010-62313558-806
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461