
新加坡制造技術(shù)研究院:抗拉高達1.6GPa,延伸率8.1%!激光輔助增材制造高強韌空間異質(zhì)材料結(jié)構(gòu)鋼!
2022-01-18 16:41:21
作者:材料學網(wǎng) 來源:材料學網(wǎng)
分享至:


導(dǎo)讀:當前的異質(zhì)結(jié)構(gòu)材料具有平衡強度-延展性相悖問題的巨大潛力,但也面臨著異質(zhì)區(qū)分布和力學各向異性的挑戰(zhàn)。本研究探索了具有非層狀空間異質(zhì)結(jié)構(gòu)材料 (SHM) 的激光輔助增材制造 (LAAM),大幅度增強整體性能。事實證明,開口間距 (h) 對SHM的微觀結(jié)構(gòu)演變和機械性能有顯著影響,它影響層厚度和相互稀釋區(qū)域。在多尺度上評估了SHM的機械性能。h為1.5 mm的樣品具有約1.6 GPa的高抗拉強度和8.1%的斷裂伸長率,顯示出良好的強度-延展性組合。與文獻中報道的許多層狀和線性功能梯度材料相比,SHM 的強度要高得多。研究結(jié)果強調(diào)了一種新的方法,通過使用多種材料的LAAM,遵循可配置的體系結(jié)構(gòu),可以開發(fā)具有可調(diào)性能的非層狀空間異質(zhì)結(jié)構(gòu)材料 。
使用傳統(tǒng)合金設(shè)計通過改變均質(zhì)材料的化學成分或微觀結(jié)構(gòu)來克服金屬材料的強度-延展性平衡問題是一項挑戰(zhàn)。例如,增加碳含量是制造高強度鋼最有效和最經(jīng)濟的方法之一,但它可能會導(dǎo)致延展性、焊接性和加工性下降,以及開裂傾向的增加等副作用。具有成分、相和微觀結(jié)構(gòu)異質(zhì)性的材料,例如層壓材料、成分、晶粒或織構(gòu)分級材料、諧波結(jié)構(gòu)和分級結(jié)構(gòu)材料等,往往會導(dǎo)致性能增強。這些雜區(qū)中的相互作用產(chǎn)生了協(xié)同效應(yīng)。例如,已經(jīng)證明在層壓結(jié)構(gòu)中誘發(fā)的幾種微觀機制,如裂紋橋接、裂紋鈍化和應(yīng)力重新分布,可以延遲部件斷裂。此外,通過冷軋加工的疊層鋼也突出了不同疊層結(jié)構(gòu)對調(diào)整疲勞性能的能力的作用。目前,異質(zhì)結(jié)構(gòu)材料主要通過冷軋、表面處理(如表面機械磨損處理(SMAT)、噴丸處理等)、物理/化學氣相沉積和粉末冶金來加工。然而,這些方法在控制異質(zhì)區(qū)域的體積分數(shù)和分布方面面臨挑戰(zhàn),或者在組件的尺寸和幾何形狀方面受到限制。因此,缺乏通用且成熟的加工方法來制造具有可配置架構(gòu)的塊狀空間異質(zhì)結(jié)構(gòu)材料。
增材制造(AM)的最新進展為加工異質(zhì)金屬材料提供了一種新方法。現(xiàn)有關(guān)于AM異質(zhì)結(jié)構(gòu)材料的文獻主要可分為四類:(i)材料A直接在材料B上的AM,例如銅合金基板上的馬氏體時效鋼的AM。在這種情況下,界面可能會出現(xiàn)從材料A到B的急劇過渡;由于物理和冶金不匹配,裂紋很容易在界面中萌生。(ii)材料A在材料B上的AM,材料C作為中間層,可以緩解界面失配,因為中間材料C通常在材料A和B之間具有良好的相容性。此外,中間層還抑制脆性相(金屬間化合物或金屬碳化物)在結(jié)合區(qū)域形成并提高兩種材料之間的親和性。值得注意的是,中間層可以在激光工藝期間原位形成,而無需在A和B之間沉積另一種材料。(iii)材料A和B的AM,兩種材料的重量百分比梯度變化,這允許更平滑的過渡在材料A和B之間的機械性能方面。(iv)材料A和材料B的AM沉積交替形成層狀結(jié)構(gòu),例如交替的Inconel625合金和316L不銹鋼,最近也有報道。
然而,上述四種由增材制造處理的多材料系統(tǒng)都具有層狀結(jié)構(gòu)的特征,即僅沿一個方向的異質(zhì)結(jié)構(gòu)。這些層狀異質(zhì)結(jié)構(gòu)背后的加工方法和設(shè)計動機可能受到AM工藝的逐層沉積性質(zhì)的限制。這些異質(zhì)材料系統(tǒng)無法充分利用增材制造在復(fù)雜異質(zhì)結(jié)構(gòu)設(shè)計和制造中的獨特優(yōu)勢。此外,它們還傾向于表現(xiàn)出各向異性的機械性能,這在研究和工業(yè)應(yīng)用之間造成了差距。
在此,新加坡制造技術(shù)研究院譚超林等人探索了使用激光輔助增材制造(LAAM)將兩種金屬材料沉積成一個部件,以形成具有可配置架構(gòu)的空間異質(zhì)結(jié)構(gòu)材料(SHM)。研究了工藝參數(shù)對空間異質(zhì)結(jié)構(gòu)和力學性能的影響。研究了兩種材料之間的微觀結(jié)構(gòu)演變和潛在的強化機制。此外,還監(jiān)測了原位變形行為,并討論了斷裂機制。這項研究強調(diào)了使用增材制造促進具有空間異質(zhì)結(jié)構(gòu)的多材料的數(shù)字化制造以規(guī)避材料特性的權(quán)衡和增強功能的能力。相關(guān)研究成果以題“Laser aided additive manufacturing of spatially heterostructured steels”發(fā)表在增材頂刊International Journal of Machine Tools and Manufacture上。
鏈接:https://www.sciencedirect.com/science/article/pii/S0890695521001267
本研究使用了兩種氣體霧化球形粉末,即300級馬氏體時效鋼(C300MS)粉末(Fe-18.3Ni-9.1Co-4.9Mo-0.75Ti-0.1Si-0.09Cr-0.04Mn-0.01C,wt%)和AISI420不銹鋼粉末(Fe-13.78Cr-1.04Mn-0.85Si-0.21C,wt%)。沉積過程使用內(nèi)部開發(fā)的粉末吹制LAAM系統(tǒng)進行,該系統(tǒng)配備1kWIPG鐿(YLR-1000-MM-WC)連續(xù)波光纖激光器(光束質(zhì)量因子M2≤1.1)。粉末的形態(tài)和粉末流動路徑如圖1a所示,兩種粉末從TWIN10-C送粉器(OerlikonMetco)交替送入噴嘴。LAAM工藝的示意圖如圖1b所示。本文首次報道了使用LAAM加工的MS/SS材料的非層狀空間異質(zhì)結(jié)構(gòu)金屬材料,旨在將兩種材料的優(yōu)點整合為一個部分,以實現(xiàn)強度-延展性的協(xié)同作用。
SHM樣品的強度比層狀材料和線性FGM高得多;ROM和HDIS解釋了潛在的強化機制。在拉伸過程中DIC原位觀察到的SHM中的多個變形帶對延遲頸縮有顯著影響,這與TRIP效應(yīng)一起有助于良好的延展性。
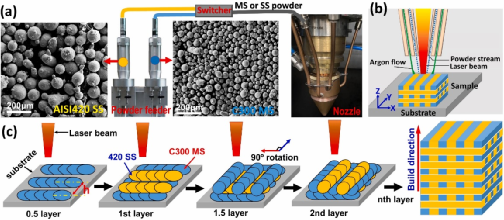
圖1 粉末和實驗過程。(a)粉末形態(tài)和送粉路線,(b)LAAM工藝示意圖,(c)顯示空間異質(zhì)結(jié)構(gòu)鋼的逐步LAAM沉積工藝的示意圖。
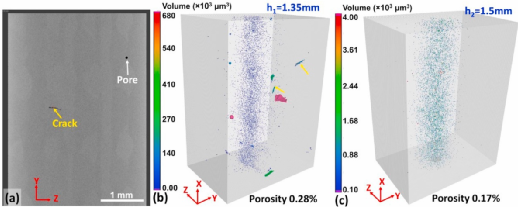
圖2 顯示缺陷3D分布的CT切片和斷層照片。(a)取自h1=1.35mm樣品的典型CT截面;(b)h1=1.35mm和(c)h2=1.5mm樣品中缺陷的3D分布。

圖3 具有不同開口間距值的LAAM處理的SHM的3DOM形態(tài)(手動組合3D視圖)。
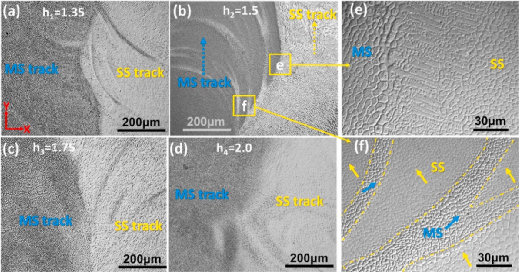
圖4 SHM樣品在頂部(X-Y)平面上觀察到的微觀結(jié)構(gòu):(a)到(d)分別為h1到h4,顯示暗MS和亮SS軌跡,(e)和(f)分別為(b)中標記的e和f區(qū)域的近距離觀察。
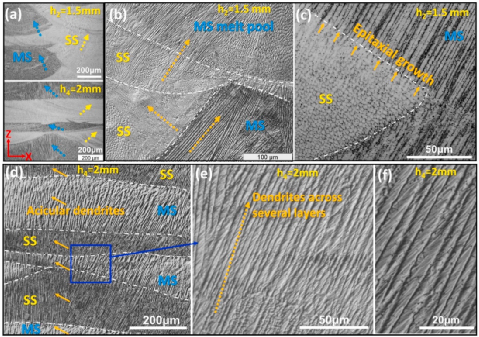
圖5 h2=1.5mm和h4=2mm加工的SHM的橫截面(X-Z平面)微觀結(jié)構(gòu)比較。(a)顯示兩個樣品不同形貌的低倍圖像,以及顯示(b)和(c)中的h2樣品以及(d)至(f)中的h4樣品的微觀結(jié)構(gòu)的放大圖像。
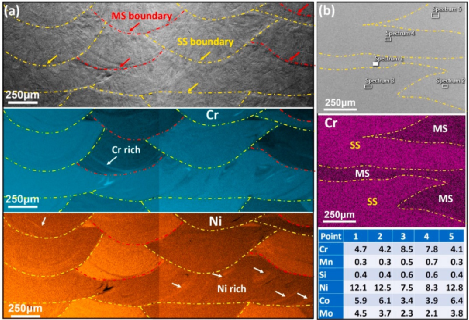
圖6 (a)EDS映射和(b)沿h2樣品構(gòu)建方向(Z)進行點分析,元素組成以wt.%為單位。
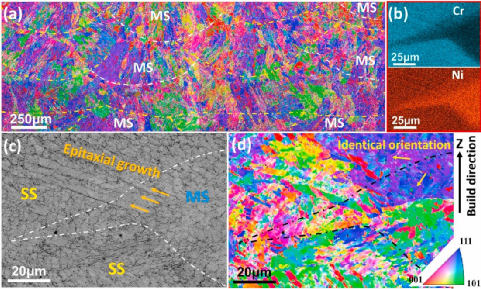
圖7 h2樣品的EBSD分析。(a)對應(yīng)于圖6a區(qū)域的低倍率IPF和(b)SS和MS之間熔池邊緣的EDS映射,(c)對應(yīng)于(b)顯示不同結(jié)構(gòu)形態(tài)的帶對比度圖,以及(d)邊緣的IPF。
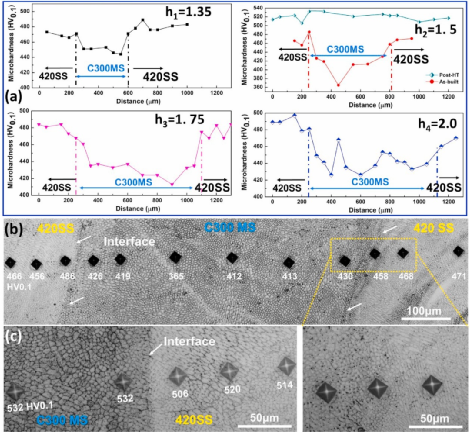
圖8 LAAM處理的SHM的硬度分布。(a)多個激光軌跡的硬度轉(zhuǎn)變,以及顯示(b)預(yù)制和(c)高溫處理后條件下h2樣品界面上的壓痕的OM圖像。
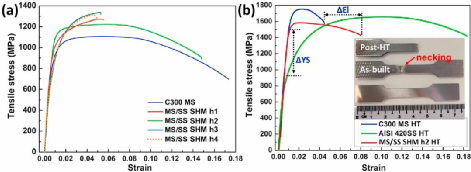
圖9 MS/SSSHM以及單片MS和SS樣品的工程拉伸應(yīng)力-應(yīng)變曲線。(a)不同h值對SHM樣品拉伸應(yīng)力-應(yīng)變的影響,和(b)AISI420、C300MS和h2SHM樣品在HT后的拉伸應(yīng)力-應(yīng)變曲線(插入圖為厚度為3mm的拉伸試樣尺寸)。
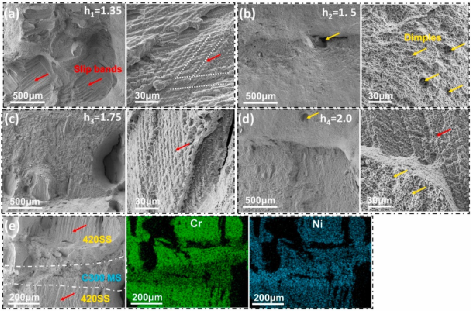
圖10 拉伸試驗后SHM樣品的SEM斷口分析。(a)到(d)分別用于h1到h4SHM樣本,以及(e)在h3SHM樣本上的EDS映射。
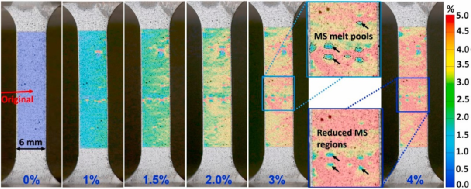
圖11 HTed h2 SHM 樣品在拉伸試驗期間的 DIC 應(yīng)變圖和變形行為。
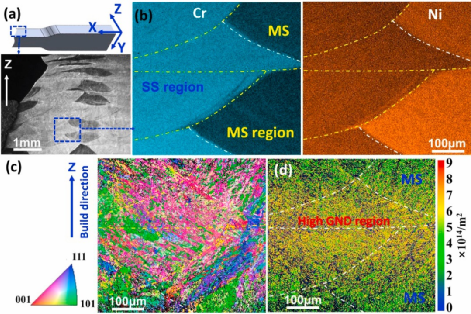
圖12 拉伸試驗后h2樣品的EBSD分析。(a)顯示靠近裂縫位置的EBSD測量區(qū)域的示意圖。(b)區(qū)分MS和SS區(qū)域的EDS映射分析,(c)IPF和(d)GND映射。
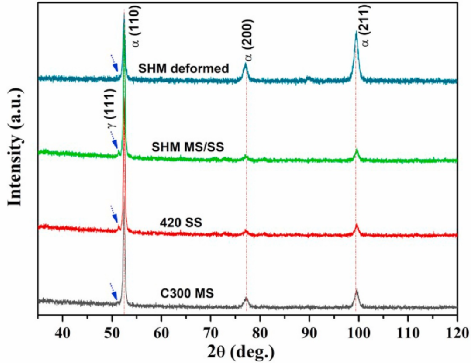
圖13 單片C300MS、420SS和MS/SSSHM拉伸試驗前后的XRD圖譜(使用Co靶材)。
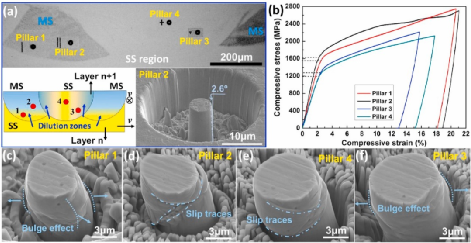
圖14 SHM選定區(qū)域的微柱壓縮測試。(a)顯示微柱位置以及測試前代表性微柱形態(tài)的概覽,(b)不同微柱的壓縮應(yīng)力-應(yīng)變曲線,以及(c)-(f)柱1至4的SEM斷裂圖像測試后。

圖15 開口間距對斷裂行為和斷裂機制的影響。(a)和(b)h1=1.35mm樣品,(c)多層金屬中強度和層厚度之間關(guān)系的示意圖,(d)和(e)h2=1.5mm樣品,(f)和(g))h4=2.0mm樣品。
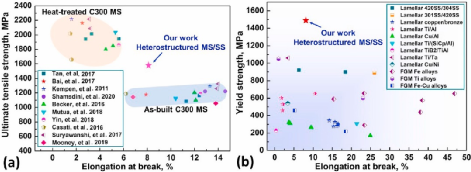
圖16 MS/SSSHM的機械性能與(a)AM處理的C300MS(預(yù)制和標準時效熱處理)和(b)層狀材料(420SS/304SS,301)的比較SS/420SS、銅青銅、Al/Ti、Ti/Al3Ti、Cu/Al、Ti/(SiCp/Al)、TiB2/TiAl、Ti/Ta、Cu/Ni)和功能梯度材料(FGM):FGM鐵合金(MS-H13、MS-420SS、MS-304SS、316L-H13)、FGM鈦合金、FGM鋼-銅合金(MS-Cu和316L-CuSn10)。
研究結(jié)果展示了一種通過使用AM將多種材料的優(yōu)點整合到一個部分中來規(guī)避材料屬性平衡的新方法。這項工作可以激發(fā)具有可配置架構(gòu)的空間異質(zhì)結(jié)構(gòu)材料的增材制造研發(fā),以獲得卓越的性能和新穎的功能。同時,這項工作也有一些局限性,需要進一步研究,例如如何控制熔池和稀釋區(qū)域的尺寸分辨率,沿Z方向拉伸試驗或壓縮試驗來檢查力學各向異性。特性,并通過有限元模擬進一步了解變形過程中的3D應(yīng)變/應(yīng)力分布。此外,使用線粉或線材作為增材制造的基于電弧/激光的增材制造具有生產(chǎn)具有復(fù)雜結(jié)構(gòu)的多種材料的潛力,目前尚缺乏探索,將是未來的研究熱點。
免責聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):7443

腐蝕與“海上絲綢之路”
點擊數(shù):5964