
頂刊(IF=17.521):定量研究激光增材制造過程的相互依賴動力學!
2022-11-24 14:45:23
作者: 材料科學與工程 來源: 材料科學與工程
分享至:


激光粉末床熔化(laser powder bed fusion, LPBF), 又稱為激光選區熔化(Selective laser melting, SLM), 是一種利用聚焦激光束逐層選擇性地熔合粉末顆粒,從而將3D數字模型轉換成部件的增材制造工藝。利用LPBF技術可以生產眾多行業高價值的金屬部件,目前該技術已在航空航天、汽車、生物醫學、能源和國防裝備生產中獲得初步應用。由于LPBF增材的制品經常出現工藝-性能不一致,因此,各界對增材部件(例如渦輪葉片或船舶螺旋槳)的安全性要求極高,該工藝的工程應用依然相當有限。通過LPBF工藝制造的零件容易在微觀結構上出現各向異性和缺陷,包括孔隙、微裂紋、夾雜物和高表面粗糙度等,從而無法達到理想的力學性能和使用要求,并在使用過程中出現過早失效的問題。目前,LPBF制造過程中缺陷和工藝參數之間的關系仍有諸多科學問題尚不清楚。
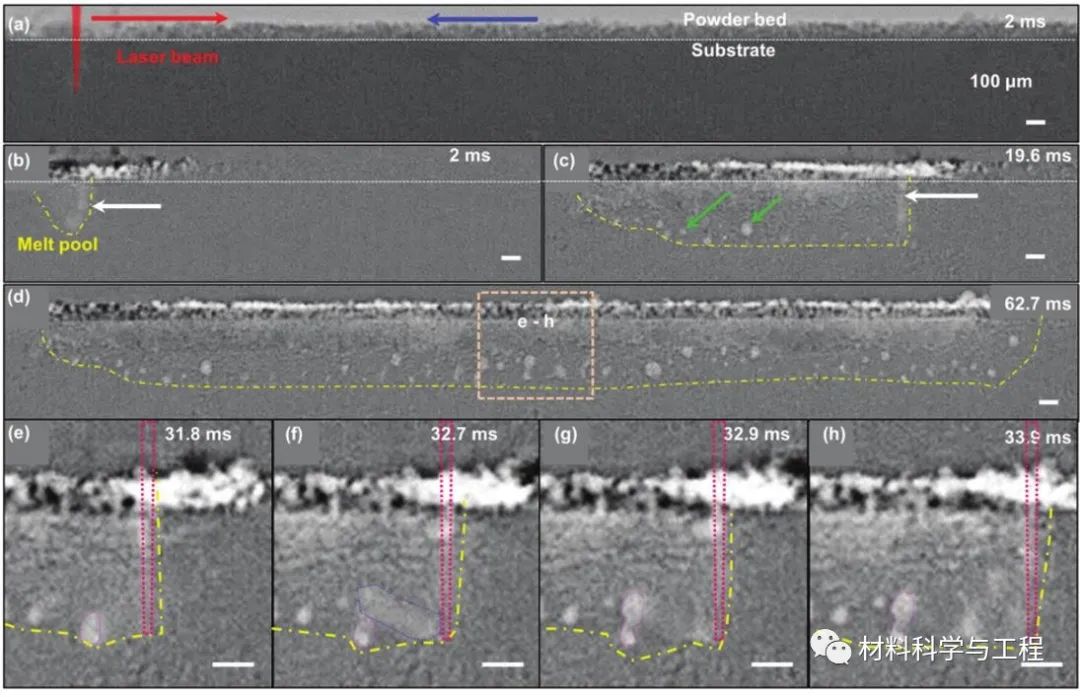
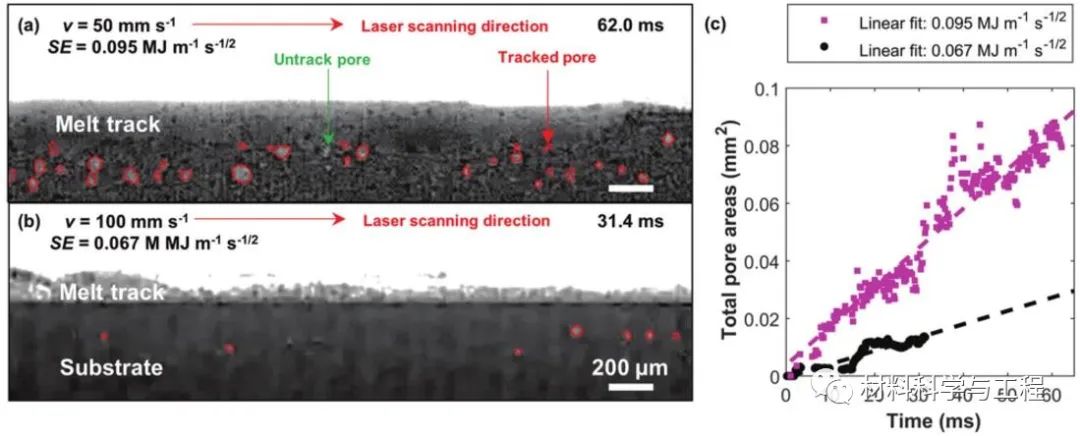
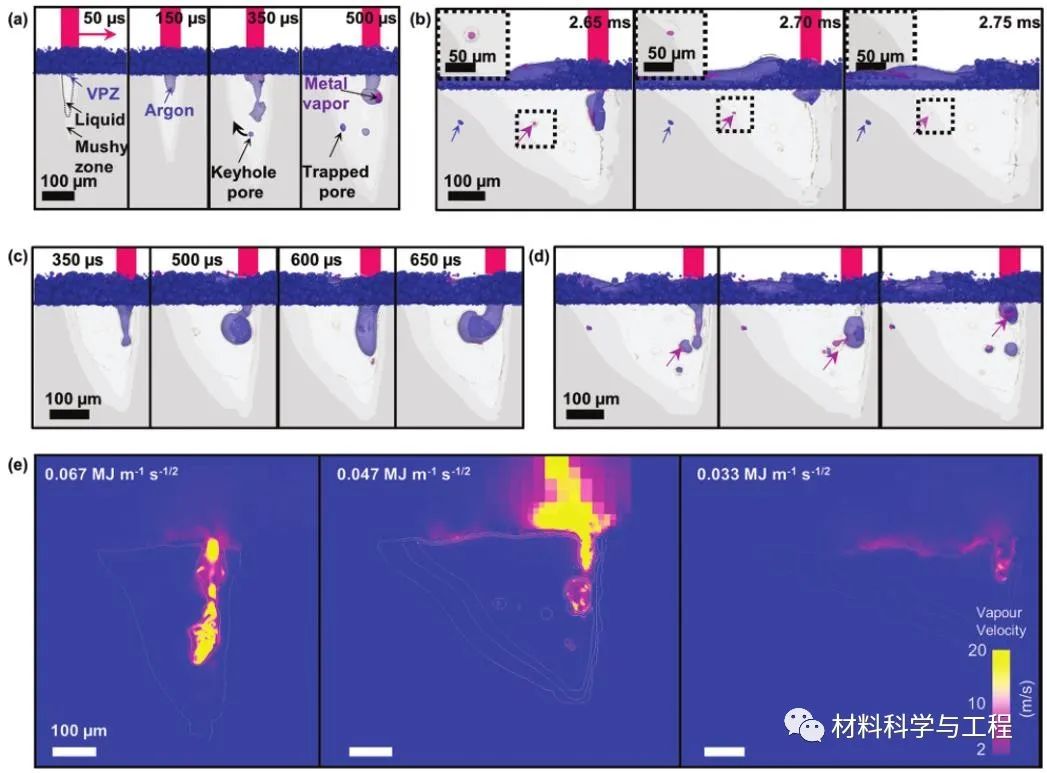
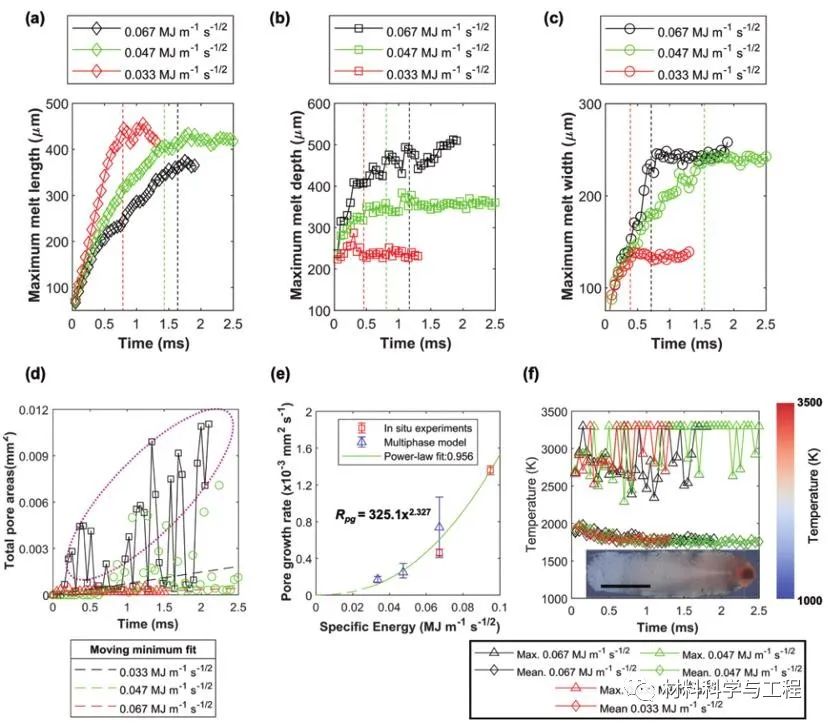
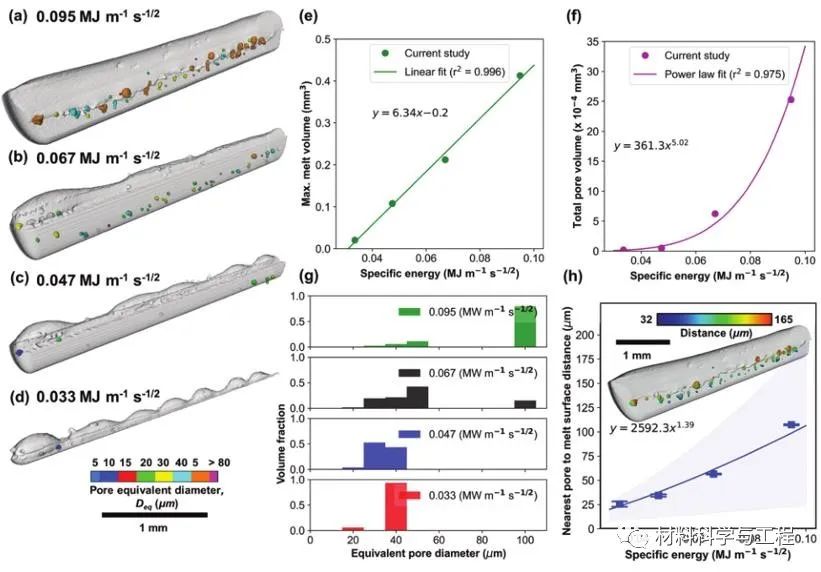
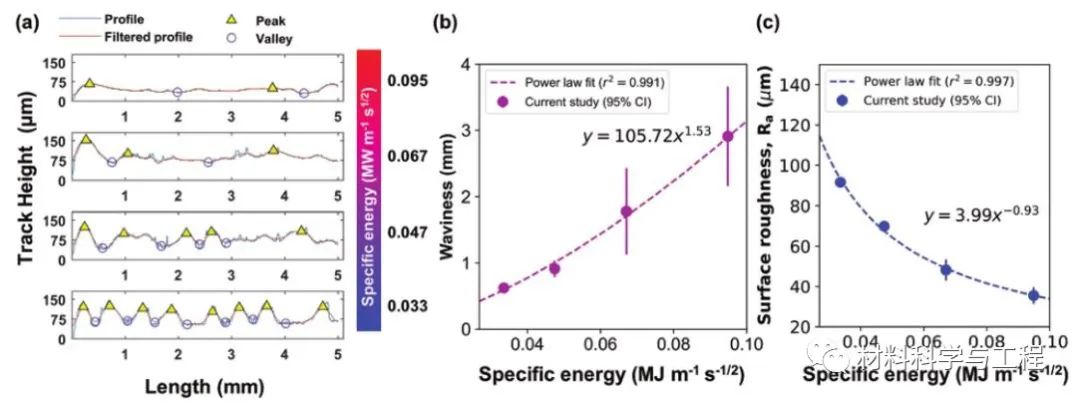
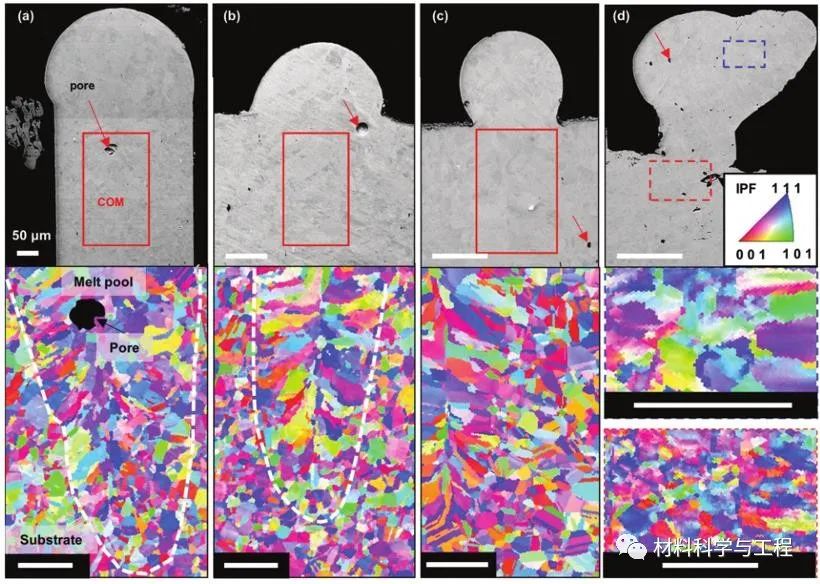
針對LPBF制造過程中存在的材料物理和缺陷動態演變過程,來自英國倫敦大學學院(UCL)和盧瑟福-阿普爾頓實驗室(Research Complex at Harwell,Science & Technology Facilities Council,Rutherford Appleton Laboratory)的科研人員(通訊作者:C. L. A. Leung博士,P. D. Lee教授-英國皇家工程院院士)利用同步輻射X射線高速成像技術和電子顯微鏡技術,并結合多相過程模擬研究了LPBF制備Inconel625合金時孔隙度和熔池隆起的演變過程,并對相關微結構進行了量化分析。該研究中,大連理工大學作為合作單位參與了部分相關工作。相關成果以“Quantification of Interdependent Dynamics during Laser Additive Manufacturing Using X-Ray Imaging Informed Multi-Physics and Multiphase Simulation” 為題于2022年10月發表在Advanced Science(2021年IF: 17.521,中科院1區)期刊上。
論文鏈接:
https://onlinelibrary.wiley.com/doi/10.1002/advs.202203546
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8221

腐蝕與“海上絲綢之路”
點擊數:6540