
中南大學頂刊綜述:WC-Co硬質合金增材制造工藝、組織及力學性能
2023-02-01 16:17:56
作者:材料科學與工程 來源:材料科學與工程
分享至:


近日,中南大學粉末冶金國家重點實驗室、湖南博云東方粉末冶金有限公司和稀土功能材料湖南省重點實驗室的研究人員針對WC-Co硬質合金增材制造工藝、冶金缺陷、顯微組織和力學性能發表了綜述論文,相關工作以“Additive manufacturing of WC-Co cemented carbides: Process, microstructure, and mechanical properties”為題在國際頂級期刊《Additive Manufacturing》發表,期刊影響因子11.632。論文在中南大學黃伯云院士指導下完成,博士生陳才為本文第一作者,劉祖銘教授為通訊作者,中南大學為本文通訊作者單位。
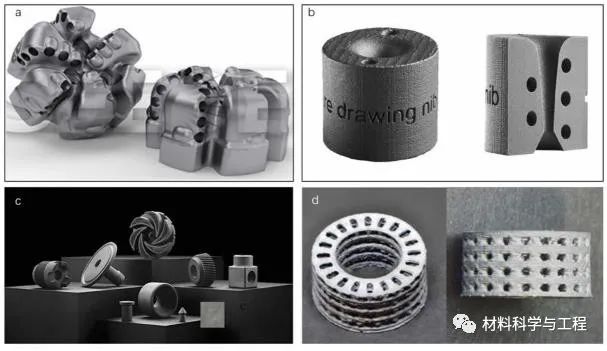
硬質合金是由難熔金屬硬質化合物和黏結金屬,通過粉末冶金方法制成的復合材料,具有高硬度、高耐磨性、高抗壓強度和高彈性模量,被譽為“工業的牙齒”,在航空航天、資源開采、裝備制造、軌道交通、電子信息等領域有著重要的作用。工業領域對硬質合金復雜結構零件的需求越來越廣泛,發展硬質合金復雜結構零件的高效制備技術非常迫切。增材制造技術在粉末冶金工藝難成形的硬質合金復雜結構零件制備方面具有顯著的優勢,受到了廣泛關注并已應用于形狀復雜的硬質合金PDC鉆頭、噴嘴、內冷拉絲模具等多種產品的制備。目前,硬質合金增材制造技術已經發展了2種技術路線,第1種是基于熱成形技術的粉末床熔融(Powder Bed Fusion, PBF)技術路線,第2種是生坯冷打印成形-脫脂-燒結工藝(Forming-Debinding-Sintering, FDS)技術路線。
論文將目前WC-Co硬質合金增材制造工藝總結歸納為兩種技術路線,一種為基于熱成形技術的PBF技術路線。PBF技術采用高能激光或電子束為熱源,選擇性地燒結或熔化粉末,逐層成形得到三維實體零件,主要包括選區激光燒結(SLS)、選區激光熔化(SLM)、選區電子束熔化(SEBM)等工藝。另一種為基于硬質合金生坯冷打印、脫脂和燒結工藝的FDS技術路線。該技術充分發揮了3D打印(冷加工)和粉末冶金脫脂燒結工藝(熱加工)的優勢,采用冷打印成形生坯,再進行生坯脫脂、燒結,制備三維實體零件。其中,生坯冷打印工藝研究已發展出粘合劑噴射成形(BJAM)、熔融沉積成型(FDM)和3D凝膠打印成形(3DGP)等3種工藝。
論文提出,相對密度作為WC-Co硬質合金增材制造工藝綜合評價指標,主要由孔隙、裂紋等冶金缺陷決定,受原料粉末特性和制備工藝影響。PBF技術的加熱時間短,局部溫度高,溫度梯度陡峭,熔體熔化、凝固過程需在數百微米級的熔池范圍和數百毫秒級的熔化時間內完成,若粉末熔化不完全,則粉末顆粒間的孔隙通常難以消除,進而形成不同類型的孔隙及裂紋。此外,PBF技術制備WC-Co硬質合金的過程中,WC-Co體系會發生系列物理化學反應,形成WC相和Co基固溶體相(Co-C-W),易導致非平衡相、脫碳相(η相)產生,且樣品易發生明顯的晶粒不均勻長大,形成多尺度晶粒組織和層狀結構,降低力學性能。因此,基于目前的技術水平,提高相對密度,減少冶金缺陷(如裂紋、孔隙、η相、晶粒不均勻長大)仍然是PBF技術制備WC-Co硬質合金的關鍵難點。
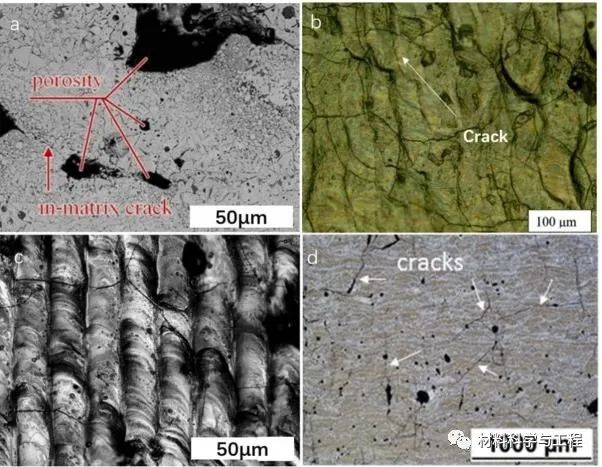
FDS技術是生坯冷成形技術與生坯脫脂燒結技術的結合,受原料體系、成形工藝、燒結制度等因素的影響。該技術制備的WC-Co硬質合金顯微組織、晶粒形貌與粉末冶金類似。但是,生坯的逐線、逐層沉積的成形方式,使得燒結件的冶金缺陷主要表現為沉積道之間的楔形孔,因層與層之間結合不良而產生的裂紋,因不均勻燒結收縮變形而導致的尺寸公差、角度公差等。此外,FDS與PBF技術的熱歷程不同,其未采用PBF技術路線的高能束熱源,而采用加溫加壓擠出方式實現喂料的準液態沉積,可以避免PBF技術制備WC-Co硬質合金中普遍存在的開裂、孔隙、η相、非均勻晶粒長大等缺陷。但是,該技術需采用主要由有機大分子組成的粘合劑制備生坯打印喂料,易在燒結樣品中產生脫脂碳殘留而形成游離C相,導致力學性能降低,需要嚴格控制脫脂燒結工藝。總體上,FDS技術路線可以采用與粉末冶金工藝類似的原料粉末,制備的硬質合金相對密度、顯微組織、力學性能與粉末冶金工藝相似,在制備WC-Co硬質合金復雜結構零件方面具有明顯的優勢和較大的發展潛力。
鄒丹:湖南博云東方粉末冶金有限公司高級工程師,主要從事高性能硬質合金制備技術研究,獲得省部級一等獎等科技成果獎2項。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8260

腐蝕與“海上絲綢之路”
點擊數:6633