
科技新進展:大厚度低溫韌性超高強海工鋼F690
2024-01-24 16:36:46
作者:材料基 來源:中國金屬學會
分享至:


一、研究的背景與問題
大厚度低溫韌性超高強海工鋼F690是海工裝備中的高端材料,通常用于風電安裝船、海洋平臺中的懸臂梁、樁腿等關鍵的結構部件。近年來,海上風電用鋼迎來迅猛的發展期,其總體呈現服役環境溫度越來越低、厚度越來越大、強度和低溫韌性要求越來越高、焊接性能要求越來越高的發展趨勢。未來低溫韌性超高強海工鋼F690將向著超高強度、超大厚度、良好的低溫韌性、抗層狀撕裂性能和優良的焊接性等方向發展。
國內其它鋼廠采用連鑄坯制造的F690鋼板最大厚度為100mm,采用鋼錠制造的最大厚度為180mm。由于鋼板芯部性能不穩定,焊接和切割性能差,基本無法滿足下游用戶使用要求。至今為止,厚度≥80mm的鋼板國內工業應用仍是空白,嚴重依賴進口。大于100mm厚F690特厚鋼板國內外采用鋼錠或電渣錠制造,成材率低、制造流程長、交貨周期長、生產成本高,嚴重制約了我國大型海工裝備制造業發展。
厚度≥80mm的F690鋼板2021年被工信部列入行業首批推廣應用新材料,本項目擬開發出采用連鑄坯代替鋼錠生產工藝,制造大厚度低溫韌性超高強海工鋼F690,鋼板厚度達180mm,填補國內空白。項目目標產品將實現批量工業應用,成功替代進口,徹底解決我國“卡脖子”材料難題,提升關鍵基礎材料行業自主保障能力,滿足國家雙碳重點戰略和綠色低碳發展需求。
二、解決問題的思路與技術方案
1、解決問題的思路
本項目創新性研究采用450斷面連鑄坯代替鋼錠制造大厚度F690鋼板,結合低碳低合金的成分設計,在控制低碳當量的前提下,實現鋼板同時具備超高強度和低溫韌性以及優良的焊接性能;研究如何控制鋼中有害元素P、S的含量,提高鋼板心部性能;研究如何去除鋼中非金屬夾雜物和氣體含量,提高材料純凈度,保證內部質量良好;重點研究軋制速度、道次壓下量、軋制溫度和板坯厚度對特厚板變形滲透和組織均勻性的影響。另外,由于特厚板在冷卻過程中表面與心部溫差大、冷卻速度差異大,導致鋼板在同等熱處理條件下組織不均勻、性能不穩定,因此如何通過合理的熱處理工藝設計,實現特厚板厚度全截面上的均質化,是本項目的研發重點。
2、技術方案
(1)特厚板低碳當量高淬透性合金成分設計
本項目采用高通量理論計算與實驗驗證相結合,通過C-Si-Mn-Cr-Ni-Mo-V-Al-B-N復合合金化設計技術,獲得了690MPa級以上高淬透性、低碳當量和經濟性的特厚板合金成分體系設計,使特厚板在保持較低碳當量和合金成本的基礎上,淬透性顯著提升。
采用理論計算與實驗驗證相結合,定量揭示了Al、Ti、B等元素對性能的影響規律,開發了低碳當量高淬透性特厚板合金設計方法,碳當量比傳統設計低10%以上,性能均勻性顯著高于傳統設計。如圖1,圖2所示。
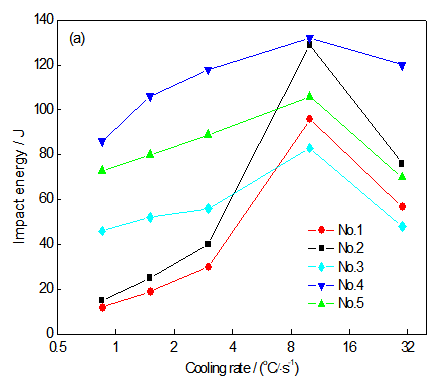
圖1 Al、Ti、B與沖擊性能之間的關系
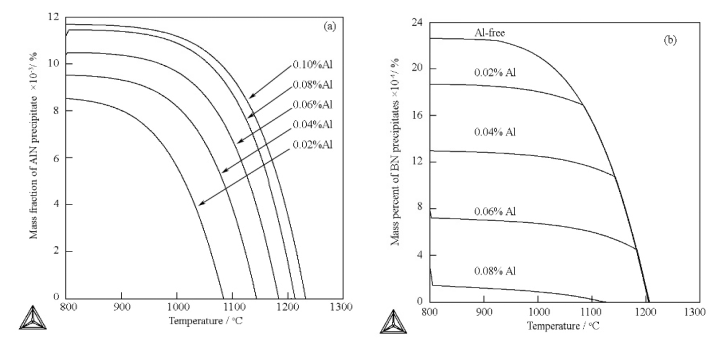
圖2 不同Al含量對AlN和BN析出的影響
(2)特厚板軋制控制技術
采用連鑄坯代替鋼錠生產特厚板時,如采用常規工藝軋制,由于壓縮比小,使得變形滲透差,導致組織和性能均勻性差。為此,重點研究了軋制速度、道次壓下量對特厚板變形滲透和組織均勻性的影響。
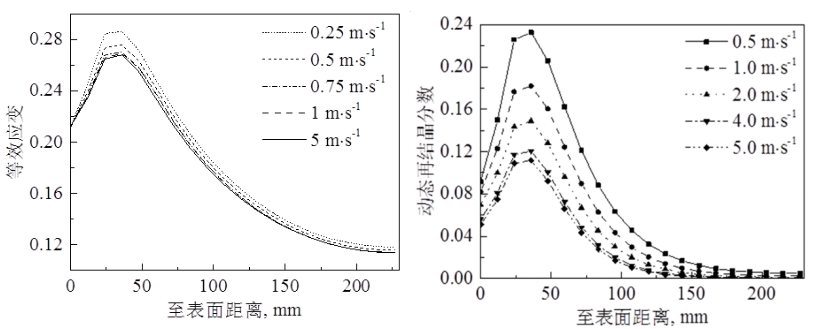
(a)軋制速度對厚度方向等效應變的影響 (b)軋制速度對厚度方向再結晶分數的影響
圖3軋制速度的影響
研究軋制速度對鋼板厚度不同位置等效應變、動態再結晶分數的影響分別見圖3(a)和(b),結果表明,隨著軋制速度的增加,動態再結晶分數逐漸減小。當軋制速度小于1m·s-1時,鋼板厚度方向的等效應變顯著增大,軋制速度越低,等效應變越大且增幅顯著。軋制速度對動態再結晶分數有顯著的影響,較大的軋制速度不利于變形向特厚板心部傳遞,不利于動態再結晶的發生與發展。
研究壓下量對鋼板厚度不同位置等效應變、動態再結晶分數的影響分別見圖4(a)和(b),結果表明,隨著壓下量增加,厚度方向的最大等效應變向鋼板心部移動,有利于變形向鋼板心部深入、傳遞。據此,生產過程中,設計合適的道次壓下量,可以改善特厚板厚度截面變形的不均勻性。
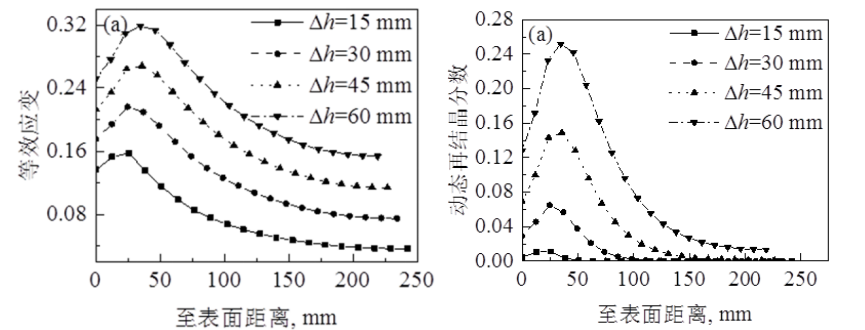
(a)壓下量對厚度方向等效應變的影響 (b)壓下量對厚度方向再結晶分數的影響
圖4 壓下量的影響
綜合軋制速度、壓下量對等效應變、動態再結晶分數的影響,采用特厚板高變形滲透軋制技術,創新性開發出定量軋制模型,有效解決了傳統工藝下特厚板心部因變形不足造成的厚度方向質量不均勻問題。
(3)特厚板組織調控技術
本項目研究了實驗鋼隨著淬火溫度的升高,其抗拉強度、屈服強度和低溫沖擊功先升高而后降低;在900℃左右達到最高值,高于或低于這一溫度,強度和韌性都有所降低,且韌性變化更為明顯;而且隨奧氏體化溫度的升高,屈強比先升后降,在900℃左右達到峰值,如圖5所示。
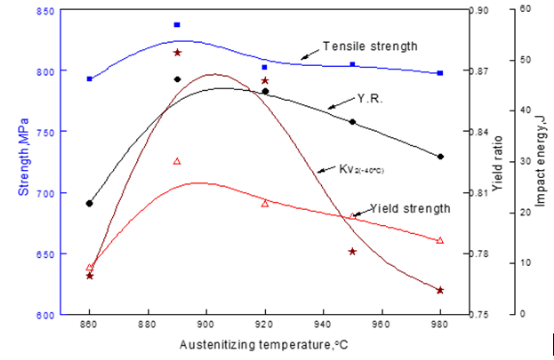
圖5奧氏體化溫度與強度、韌性的關系
研究了奧氏體組織細化機理,如圖6,揭示了初始組織對奧氏體形核的影響,提高大角度界面和碳化物密度可促進奧氏體形核,細化原始奧氏體尺寸。
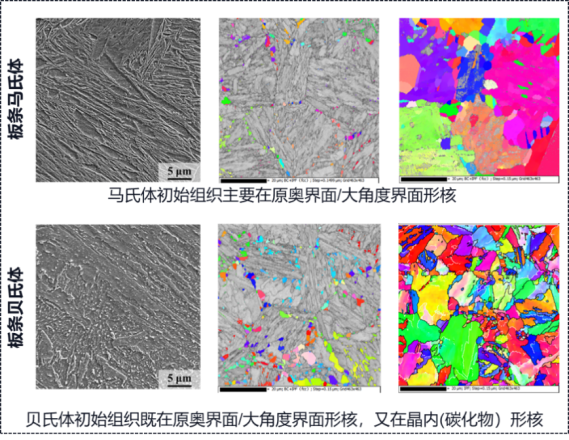
圖6 奧氏體組織細化機理研究
鋼板淬火后,用小爐子進行回火工藝摸索。根據淬火態的金相組織、硬度和力學性能分析及借鑒其他類似鋼種的回火工藝,分別采用580℃、600℃、620℃、640℃、660℃、680℃系列溫度進行小爐子實驗室回火,保溫時間360min后空冷。通過以上回火試驗,最終確定適合本鋼種回火的最佳溫度區間。
研究了鋼板厚度方向的組織、析出相種類、大小、分布、演化過程,如圖7,揭示了納米析出相和位錯結構在回火過程中的演變規律,在此基礎上,建立工藝-組織/析出相-性能之間的精準調控關系。
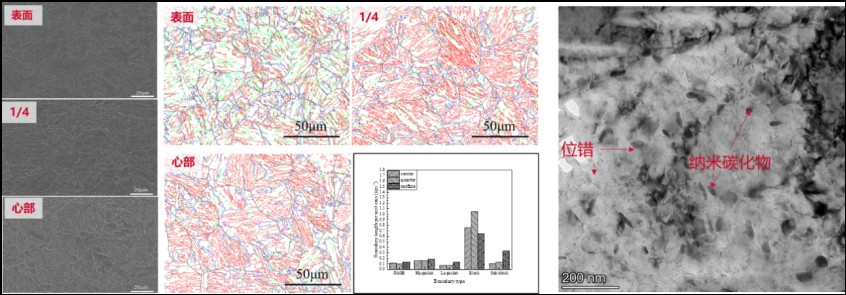
圖7 厚度方向組織、界面分布以及碳化物分布
三、主要創新性成果
本項目通過江蘇省工業和信息化廳組織召開的新產品鑒定,鑒定委員會認為該產品達到了國際領先水平。其主要創新性成果如下:
(1)開發了超大厚度高均質連鑄板坯生產技術、高變形滲透/質量均勻性特厚板軋制控制技術、截面均勻性特厚板組織調控技術。
針對特厚板坯連鑄厚度方向凝固收縮大,凝固終點長、凝固糊狀區寬,極易產生中心偏析和中心疏松傾難題,開發出“凝固末端輕+大壓下”組合壓下技術,實現多厚度寬拉速的控制策略,有效改善特厚板坯的中心疏松和中心偏析,提高鑄坯心部質量,降低軋制壓縮比,達到消除中心偏析和中心疏松改善鑄坯內部質量目的。
(2)國際首創了直弧形連鑄工藝代替鋼錠制造工藝,在最小壓縮比僅為2.5條件下(突破了船級社規范的3倍軋制壓縮比要求),生產出最大厚度達180mm的F690鋼板,通過了CCS、ABS、BV船級社認證。
鋼板綜合力學性能達到采用模鑄鋼錠制造的質量水平,性能穩定。同時簡化生產流程、縮短交貨周期,顯著降低制造成本。
F690鋼板具有高純凈度,其中P,S等有害元素均控制在較低水平。同時具備優異的抗層狀撕裂性能、良好的冷成型性能和時效性能,其中Z向斷面收縮率≥62%,彎心直徑d=2a條件下經180°彎曲無裂紋,-60℃時效沖擊功為≥160J。180mm厚度鋼板具有優良的內部質量,超聲波探傷結果滿足NB/T 47013.3-2015 T1級的要求。
四、應用情況與效果
本產品從2019年6月開始研制,至2023年8月累計生產、銷售大厚度低溫韌性超高強海工鋼F690鋼板6000多噸,各項技術指標均滿足船級社規范的要求,滿足國內外客戶的需求,累計實現銷售收入為9000多萬元。項目產品供給下游用戶F690鋼板最大厚度達150mm,滿足客戶使用高要求,客戶反饋良好。未來海工市場前景廣闊,本產品憑借獨特的性能優勢和成本優勢,具有良好的經濟效益。
本項目采用連鑄坯代替鋼錠制造大厚度低溫韌性超高強海工鋼F690,極大簡化了生產工藝流程,縮短了產品交付周期,降低了材料制造成本,對推動我國綠色節能高效發展具有重大意義。大厚度低溫韌性超高強海工鋼F690鋼板,焊接性能優良,在市場應用中,極大的減輕了材料在焊接過程中技術攻關壓力。大厚度低溫韌性超高強海工鋼F690鋼板,CTOD性能、NDTT性能以及抗HIC等方面性能優良,材料安全性被廣大用戶認可,大大延長了裝備更新換代周期,從而減少了工程成本。高均質高性能F690鋼板,對我國新材料新技術的開發極具借鑒意義。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8832

腐蝕與“海上絲綢之路”
點擊數:7085