H13鋼疲勞壽命提升30%!二次回火工藝全解析——石化裝備“心臟”碟簧為何必須用這項技術?
2025-03-12 14:05:04
作者:熱處理生態圈 來源:熱處理生態圈
分享至:
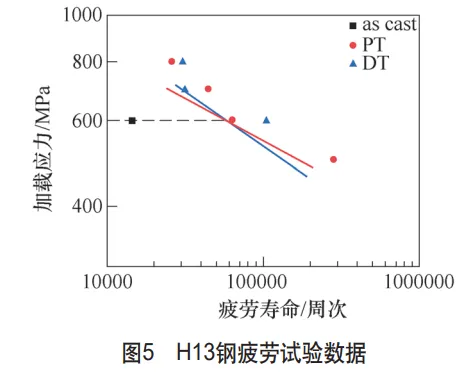
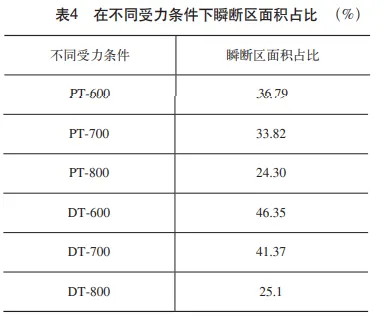
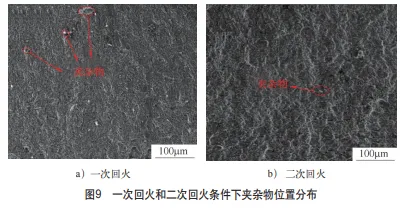
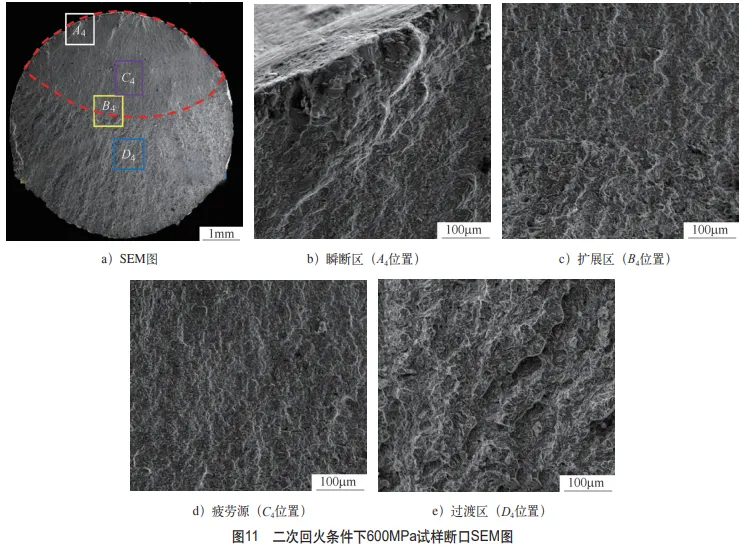
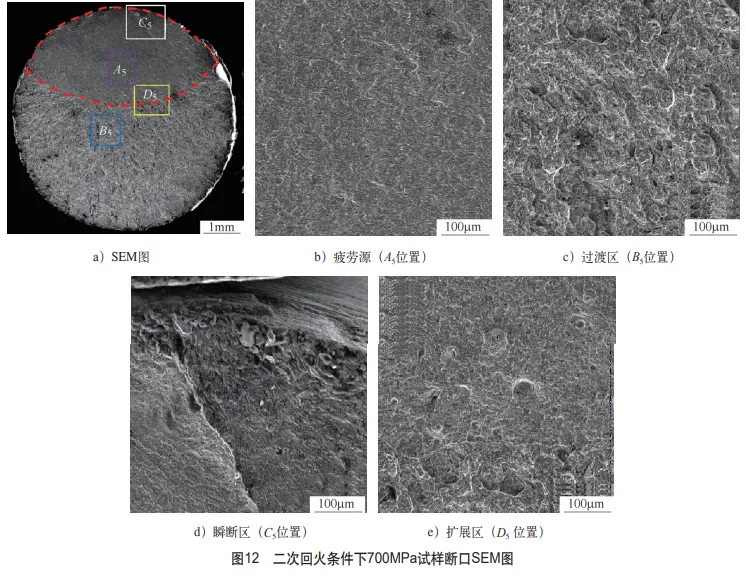
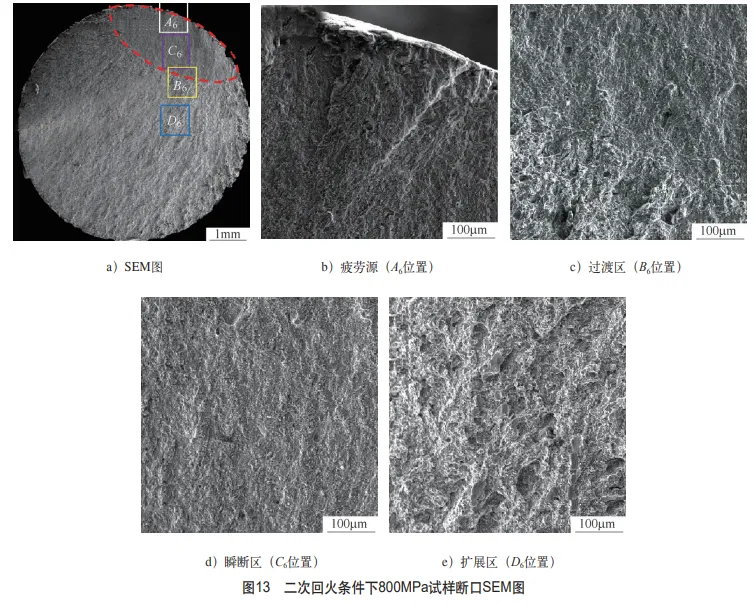
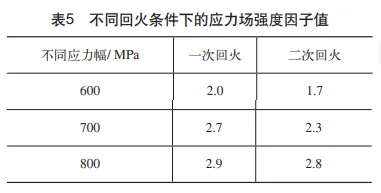
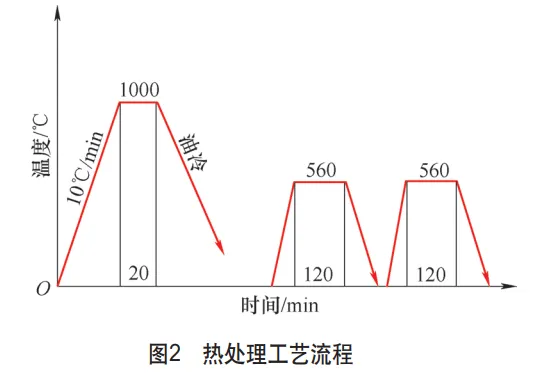
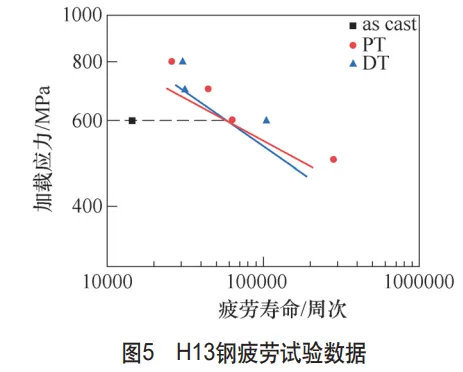
致命元兇:循環應力導致表面微小裂紋→疲勞失效→壽命驟降。行業困境:傳統一次回火工藝下,夾雜物尺寸大(15~21μm)、瞬斷區面積占比高→裂紋易萌生。破局關鍵:二次回火工藝優化組織均勻性,顯著提升抗疲勞性能!S-N曲線實錘:在600~800MPa高應力下,二次回火試樣壽命遠超一次回火(見圖5)。瞬斷區面積減少:DT-800條件下瞬斷區占比僅25.1%,抗斷裂能力更強(表4)。二次回火后夾雜物平均直徑降至10~17μm(一次回火為15~21μm),減少裂紋萌發風險(圖9)。SEM圖對比:二次回火試樣斷口“魚眼”形貌更少,組織分布均勻(圖11~13)。基于Tanaka-Akiniwa模型,二次回火后ΔK值更低→應力集中風險下降(表5)。第二次回火:相同參數(560℃×120min)再處理一次。效果驗證:硬度487HV,抗拉強度1779MPa,伸長率11.5%。石化裝備企業:優先采用二次回火工藝,可延長碟簧壽命,減少停機維修成本。熱處理廠:優化控溫精度,確保兩次回火參數一致,避免組織不均勻。工程師必看:定期檢測夾雜物尺寸,結合SEM分析斷口形貌,動態調整工藝。注意邊界條件:當加載應力<600MPa時,二次回火優勢不明顯(見圖5)。潛在風險:過度回火可能導致硬度下降,需平衡強度與韌性。未來方向:結合AI算法預測最佳回火次數,實現定制化工藝。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。