
激光表面強化技術在鋼鐵企業中大放異彩
2016-02-04 10:29:05
作者:陳其漢 來源:中國知網
分享至:


一、前言
當前,鋼鐵產業正向著高效、綠色的模式發展,一些關鍵冶金設備的長壽命、穩定化是實現高效、綠色鋼鐵發展模式的重要途徑。對于處于高溫、高速、重負載和腐蝕環境下運行的大量機械設備,在長期使用過程中設備零部件表面出現磨損、腐蝕等失效情況,作為再制造工程體系中重要手段之一的激光表面強化技術,在冶金關鍵零部件修復或強化,延長使用壽命,實現鋼鐵的綠色循環經濟中將大有用武之地。
激光表面處理技術
本項目結合寶鋼工業技術服務有限公司在冶金設備強化中的工業實踐,對激光表面強化技術在鋼鐵企業中的應用狀況及所存在的問題進行了詳細調查,并提出相應的解決方法,為今后激光表面強化技術在鋼鐵行業內的應用推廣提供參考。
二、 激光表面強化技術概述
目前,在鋼鐵企業中可使用的激光表面強化技術主要包括激光熔覆、激光表面合金化及激光表面淬火等。
1、 激光表面淬火
激光表面淬火不需要改變材料的成分,通過激光束的局部快速加熱冷卻特點使材料表面發生馬氏體相變達到強化的目的,可分為激光相變淬火和激光熔凝淬火。
2、 激光熔覆
激光熔覆技術是采用激光束在指定的工件表面熔覆一層特殊性能的涂層,以改善工件表面性能的工藝。分為預置粉末法和同步送粉法,一般通過添加合金粉末完成激光熔覆。與傳統的噴焊或者堆焊工藝相比,激光熔覆技術的優點在于:
(1)激光束能量密度高,涂層稀釋率比較低,零部件熱影響區小,變形小,適合強化或者修復一些高精度零件或者對變形要求嚴格的零件。
(2)通過優化熔覆選材可精確控制熔覆層的成分與性能,選材范圍廣且適用性強。
(3)激光熔覆因快速冷卻形成的組織細小均勻致密,且冶金結合牢固,因此可應用于重載條件下的零件表面強化與修復,如鋼企內的傳動軸類或軋輥。
(4)激光熔覆層的尺寸大小和位置可自動化操作精確控制。采用多道搭接方法實現工件表面的大面積和大厚度激光熔覆,以滿足不同形狀、尺寸的機械設備零部件的激光表面強化與修復。
3、激光表面合金化
激光表面合金化與激光熔覆工藝過程類似,通過添加合金元素來改變工件表面的成分、組織和性能。但前者添加的合金元素與基材熔化一體并充分混合冷卻凝固形成新的表面層,兩者一起共同決定表面層的性能;而激光熔覆則主要是利用所添加合金粉末的性能,基材成分貢獻很小,所以激光熔覆過程應盡可能降低稀釋率。
三、激光表面強化技術在鋼鐵企業(寶鋼工業)中的應用實踐
1、 激光表面熔覆技術應用實例及優勢
(1)剪轉鼓扁頭。
寶鋼某熱軋廠異周速轉鼓飛剪其驅動轉鼓的扁頭平面面積為 400 mm×700 mm,在使用過程中雙面均存在異常磨損現象,經測量單邊磨損量可達 1.5 mm。轉鼓扁頭與轉動叉頭間隙超差會引起傳動系統的異常振動。轉鼓材料為 SF590,材料可焊性差加上產品制造精度要求很高,如采用傳統堆焊方法修理焊接缺陷和應力變形難于控制。
因此利用激光熔覆方法熱輸入量較低和熱影響區變形小的特點,選用激光熔覆方法嘗試對其進行修復。先在轉鼓扁頭表面熔覆 2 mm 厚鎳基合金,再經機械加工恢復到原圖紙要求。轉鼓扁頭因選用加工硬化特性好的鎳基合金作為表面強化層,其耐沖擊磨損性能大大提高,經四年多的生產使用,尺寸基本保持不變,效果非常顯著 。
(2)萬向節軸承孔。
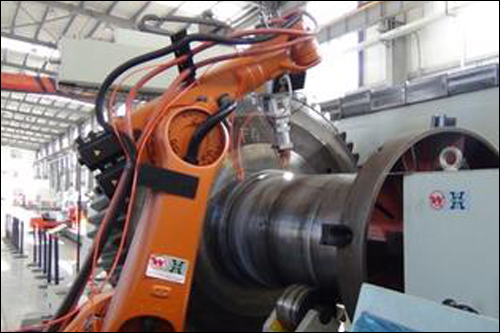
激光表面熔覆強化
寶鋼某熱軋 R1、R2 粗軋機主傳動軸十字軸萬向聯軸器,由于軋機側工況惡劣,工作時受軋制冷卻水噴淋,叉頭軸承孔受到磨蝕和磨損的雙重作用失效致使十字軸軸承松動,主傳動異常振動,無法正常使用。萬向聯軸器為高強度合金鋼,精度要求很高,采用常規方法根本無法修復。
通過激光熔覆方法制備 1.5 mm 鎳基合金,抗腐蝕性能得到大大提高,上線使用一年后,軸承孔尺寸僅擴大了 0.01~0.02 mm。
(3)軋機主傳動軸。
激光熔覆修復技術
軋機主傳動軸是指軋鋼傳動裝置中的接軸和聯軸器。冶金企業軋機用傳動軸均要求滿足傳遞扭矩大,允許傾角大,最大回旋直徑控制并且抗沖擊。由于冶金機械設備的重載主傳動軸同時經受扭轉、彎曲、拉壓交變載荷以及重載接觸交變載荷和嚴酷磨損的共同作用,工作面磨損嚴重,需定期下線修理。之前主要采用電弧堆焊方法恢復尺寸,通過焊接新材料提高耐磨性。但隨堆焊修復次數增加,裂紋敏感性增大導致斷裂事故頻發。
現通過采用激光熔覆的方法對如叉頭等部件磨損部位成功進行修復,因激光熔覆過程對基材本體影響較小且采用的熔覆合金材料大大提升了工件的表面性能,延長了此類部件的使用壽命 。
(4)軋機牌坊。
激光熔覆
大型熱軋機工況惡劣,工作時除軋制力大外,大量冷卻水噴沖灼熱的鋼坯,噴濺出大量水蒸汽和氧化鐵粉,造成了軋機牌坊上相關襯板安裝面發生腐蝕磨損,間隙超差,襯板松動等現象,導致設備運行狀態惡化,精度下降。之前采用機械加工方法進行修復,但二次腐蝕磨損以及多次機械加工將會對牌坊的強度和剛度產生不利影響。而常規的堆焊修復技術,堆焊熔敷金屬量大、對母材的熱影響嚴重,導致軋機牌坊變形等。
本例通過采用在線機加工后激光熔覆的方法熔覆 0.25~0.30 mm 厚的鈷基合金涂層對襯板面進行了表面強化修復。得益于激光熔敷材料的性質以及熱輸入小、涂層薄,在不影響本體和牌坊機架總體結構的基礎上,顯著提高了牌坊表面的使用性能。采用機械手在現場惡劣環境下施工將大大減輕施工的勞動強度,激光熔覆后涂層表面平整,無需后續機加工,節省了修復成本和時間。此修復工藝在 2007 年初軋廠年修期間 1# 牌坊上順利實施,使用至今效果良好。
2、 激光表面合金化應用實例
激光表面合金化
采用高功率激光對冶金軋輥進行激光合金化處理,在不改變軋輥整體綜合機械性能的情況下,通過高功率激光使合金熔化滲透軋輥工作表面,既不改變軋輥表面孔型尺寸,又能大輻度提高軋輥的表面硬度和耐磨性,顯著提高軋輥的使用壽命。針對寶鋼條鋼廠兩件 200 圓形孔和 145 方形孔磨損的V1 連軋輥進行激光表面合金化處理,表面硬度控制在 HRC50~55。激光表面合金化強化后能夠保證200 圓形孔軋鋼量達到 8 000 t,145 方形孔軋鋼量達到 15 000 t。
3、 激光表面淬火應用實例
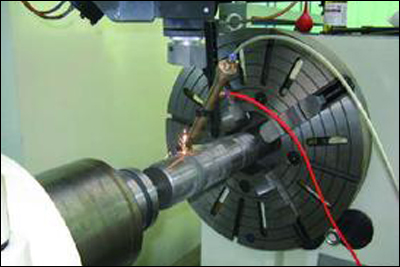
激光表面淬火
(1)CDQ 旋轉閥密封環。
焦化 CDQ 排出裝置旋轉閥的密封環為外徑 1 800 mm、寬 60 mm、厚 8 mm的薄板零件,原進口件為特種鋼材料。旋轉閥在修復時通過采用 45 鋼進行材料替代,并使用激光表面淬火增強密封面的耐磨性,激光表面淬火硬度達到HRC52,硬化層深度達 0.5 mm,保證了密封環的使用性能。
(2)燒結臺車軌道密封板。
燒結臺車在運行時,臺車底部彈簧密封板與軌道密封板之間既相對滑動又必須密封,以防止漏風。漏風率直接影響到礦粉的燒結質量和效率以及除塵效果。原軌道密封板采用的是普通球鐵,無法滿足設備檢修周期的要求,為提高密封面的耐磨性,通過采用激光表面淬火處理,使其表面硬度達到 HRC52,淬面層深度達0.5 mm,取得了良好的效果。
四、推廣應用中還需解決的問題
(1)改善激光表面強化后強化層的機械加工性能,達到強化件高的尺寸精度、形位公差和表面粗糙度要求。
(2)開發新型大功率激光器及相應的強化工藝和材料,降低成本,提高其生產效率。
(3)激光表面強化技術應用的規范化和標準化。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475