
案例:氫腐蝕造成換熱器意外破裂
2017-03-08 13:29:57
作者:本網整理 來源:網絡
分享至:


一、事故簡述
2010年4月2日,在美國Tesoro煉油廠的一個換熱器E-6600E發生了災難性的破裂,易燃的氫氣和約260℃的石腦油從破裂的換熱器泄漏出來,被引燃發生爆炸,并引起火災,經過3小時才撲滅。
圖-1 換熱器突然破裂形成大火球
換熱器破裂時,高溫物料泄漏后就被引燃,形成一個大火球。當時有操作人員正在現場工作,1名班長和6名操作工當場死亡。

圖-2 操作人員需要在現場頻繁開關手閥(調節流量和溫度)
工廠該單元共有6個換熱器(平行的兩組),用于反應器的進料預熱。發生事故時,換熱器D、E與-F在工作中,操作人員正在將換熱器A、B和C投入生產,此時換熱器E突然破裂了(碳鋼材質)。
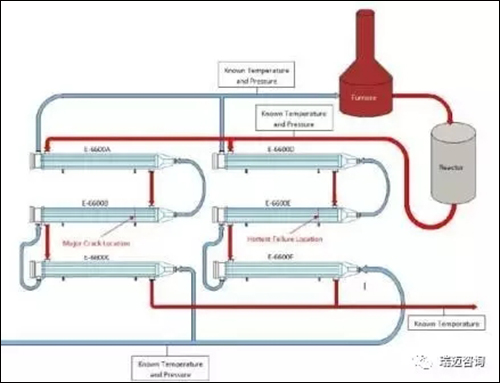
圖-3 兩組并聯的換熱器
二、調查發現的情況
換熱器E是碳鋼材質建造,遭受了高溫氫腐蝕。換熱器B和換熱器E的材質及操作條件相同,它雖然沒有破裂,其實也遭受了嚴重的高溫氫腐蝕。
高溫氫腐蝕會產生裂紋:當碳鋼暴露在高溫的氫氣環境下,會發生高溫氫腐蝕。氫腐蝕容易發生在應力大和沒有經過焊后熱處理的區域。
【機理】:氫原子滲透進入金屬本體,氫原子與金屬結構中的碳原子結合,形成甲烷氣體。甲烷留在金屬體內并且膨脹,產生壓力,金屬本體因此產生裂紋。
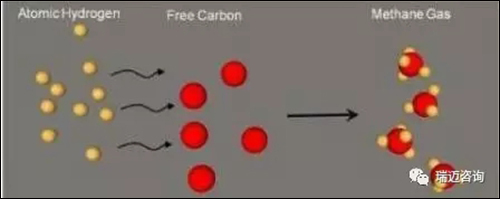
圖-4 氫原子和碳原子結合成甲烷分子
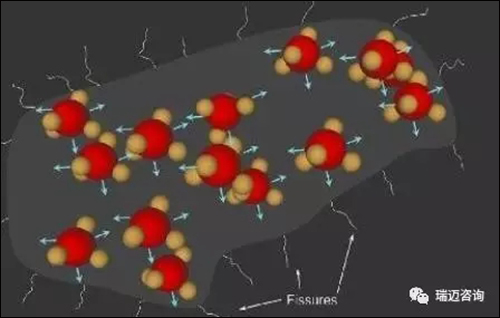
圖-5 甲烷分子膨脹形成裂紋
氫腐蝕非常難識別:它往往出現在很小的局部區域,需要在顯微鏡下才能發現,而且,只有當設備已經損壞后,才能發現它。對氫腐蝕的識別,對檢驗人員的專業要求非常高,大部分的檢驗人員都不具備這樣的專業能力。因此,依靠檢驗很難解決問題。設備的檢驗和焊接后熱處理都依賴管理制度(屬于行政管理措施),不是可靠的安全措施。
本質安全的設計是防止氫腐蝕更好的途徑。API(美國石油協會)提出,高鉻鋼能顯著消除氫腐蝕的影響。本次事故中的換熱器B和E都是碳鋼建造,不是本質上更加安全的材質。
工廠之前開展過工藝危害分析,提到過氫腐蝕的問題,但只是定性地對相關措施進行了羅列,沒有對安全措施的有效性進行確認。后續的工藝危害分析復審,也沒有提出新的要求。
這些換熱器的開車操作是非常規作業,具有一定的危險性。在以往開車期間,經常發生泄漏,工廠管理層之前的確想了一些辦法來阻止泄漏,都沒有奏效。在生產正常后,這些泄漏通常就會終止。逐漸地,工廠后來就沒有再采取新的措施,把開車期間的泄漏視為可以接受的“正常現象”,
在1995年,對換熱器的操作進行了改變(變更),增加了換熱器內氫氣的分壓,這會加劇氫腐蝕。針對該變更的工藝危害分析并沒有對氫腐蝕的影響開展評估。在2009年,為了阻止泄漏,工廠又在換熱器上增加了蒸汽注入點。
盡管很容易監控這些換熱器的操作條件,但是工廠并沒有這么做。腐蝕專家通過尼爾森曲線(Nelson curve)來判斷氫腐蝕的影響時,采用的是設計條件數據,而不是實際的操作參數,于是得出了錯誤的結論(事實上,換熱器B和E的一些高溫區是在碳鋼尼爾森曲線以上操作,會存在氫腐蝕)。
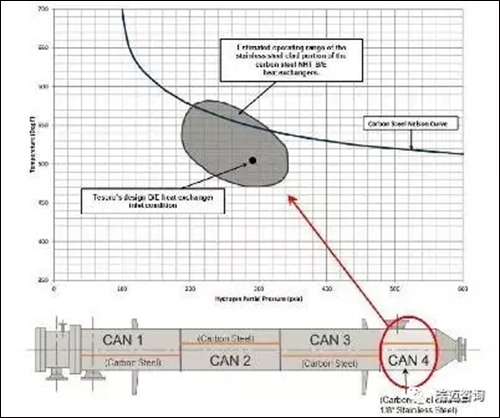
圖-6 換熱器第四段的操作部分位于曲線上方
換熱器的操作程序要求只安排一名操作人員到現場執行開車任務,在開車這類危險性較高的作業任務執行過程中,該工廠缺乏有效的措施來限制現場的作業人數。事故發生時,班長要求額外的5個人到現場,他們都不幸死亡(換熱器組在開車期間總是存在泄漏的情形,工廠管理層沒有進一步研究落實防止泄漏的措施,因此,在開車期間需要較多人在現場,主要任務是準備堵漏。此外,換熱器相連的管道上有尺寸很大的手閥,操作人員需要在開車時就地頻繁開關閥門來調節溫度,這也是導致現場需要更多人的原因之一。
在2006年以前,工廠建立了腐蝕控制制度,根據該制度編制了詳細的機械完整性檢查清單,此后中斷了腐蝕相關的檢查,理由是“這些不是法規所明確要求的”任務。
三、小結
機械完整性是防止泄漏、實現工藝安全的物質基礎。它貫穿設備的整個生命周期,包括設備的設計階段。設計時,根據工藝條件選擇適當的建造材質,是實現機械完整性的重要前提條件。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:劉洋
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461