
采用氮碳共滲鹽浴復(fù)合處理技術(shù),解決零件內(nèi)孔的耐磨防腐問題
2018-07-13 11:40:28
作者:本網(wǎng)整理 來源:《金屬加工(熱加工)》雜志
分享至:


石油鉆井市場(chǎng)內(nèi),對(duì)于內(nèi)孔需要較高耐磨性和良好抗蝕性能的零件,傳統(tǒng)工藝一般采用鍍鉻處理,將零件其他部位加工到成品尺寸后包覆絕緣層,再進(jìn)行鍍鉻處理,鍍鉻工藝采用含量高、氧化性強(qiáng)的鉻酸酐,危害人體和污染環(huán)境,且鍍鉻溶液的陰極效率低,大量電流消耗于析出氫氣的反應(yīng),浪費(fèi)能源。現(xiàn)有的激光熔覆技術(shù),通過熔融合金粉,可以對(duì)零件外表面或內(nèi)表面端部進(jìn)行耐磨防腐處理,但對(duì)于零件內(nèi)孔的中間部位,若孔徑深且小,操作極難,也無法滿足要求。因此,必須采用一種環(huán)保高效的工藝,來解決零件內(nèi)孔的耐磨防腐問題。
1.試驗(yàn)研究
本文采用氮碳共滲鹽浴復(fù)合處理技術(shù),即在一定溫度下,將零件放入氮化爐鹽浴中,氮化鹽中的氰酸根分解產(chǎn)生的N、C原子可在零件表面形成鐵的化合物層和擴(kuò)散層,然后再將零件放入氧化爐鹽浴中以形成黑色氧化膜層,因此零件表面為由金屬元素的氮化物和氧化物組成的復(fù)合滲層,表面硬度大幅度提高,摩擦系數(shù)低,表面的電極電位也得到提高,使產(chǎn)品表面形成耐磨防腐層。
零件原材料選用調(diào)質(zhì)中碳鋼42CrMo,投料尺寸Ф140mm×676mm,進(jìn)行以下加工:下料→粗加工→調(diào)質(zhì)處理→第一次粗加工,車去氧化皮→半精加工,將零件耐磨防腐處理部位加工成型→氮碳共滲鹽浴復(fù)合處理→第二次粗加工→精加工→檢驗(yàn)。氮碳共滲鹽浴復(fù)合處理技術(shù)工藝路線為:清洗去油→裝夾→預(yù)熱→鹽浴氮化→鹽浴氧化→空冷→水洗。
其中,調(diào)質(zhì)前尺寸為Ф136mm×孔Ф60mm×674mm,調(diào)質(zhì)處理參數(shù)如下:840~855℃淬火加熱保溫120~140min,在水基淬火液中冷卻3~5min后轉(zhuǎn)油冷卻,590~610℃回火加熱保溫150~170min后水冷,調(diào)質(zhì)處理后表面硬度為318~331HBW。進(jìn)行氮碳共滲鹽浴復(fù)合處理的溫度必須低于調(diào)質(zhì)處理的回火溫度,以保證氮碳共滲鹽浴復(fù)合處理后,零件的基體性能滿足工具使用要求。因其他部位具有高的硬度易引起產(chǎn)品失效,所以零件為半成品進(jìn)行氮碳共滲鹽浴復(fù)合處理,處理完后進(jìn)行第二次粗加工,用超硬刀具車去不需要耐磨防腐處理部位的氮碳共滲硬化層。零件配帶同爐試料塊,進(jìn)行相關(guān)性能檢測(cè)。
2.性能檢測(cè)
(1)對(duì)氮碳共滲鹽浴復(fù)合處理后的零件進(jìn)行力學(xué)性能檢測(cè),檢測(cè)結(jié)果見表1,結(jié)果表明,嚴(yán)格控制好調(diào)質(zhì)回火溫度及氮碳共滲鹽浴復(fù)合處理溫度,經(jīng)過氮碳共滲鹽浴復(fù)合處理后,零件的基體材料力學(xué)性能優(yōu)良,仍能滿足產(chǎn)品使用要求。
表1 零件氮碳共滲鹽浴復(fù)合處理后的力學(xué)性能
|
抗拉強(qiáng)度Rm/MPa |
屈服強(qiáng)度RP0.2/MPa |
斷后伸長(zhǎng)率A(%) |
斷面收縮率Z(%) |
硬度HBW |
|
1050 |
975 |
16.5 |
56.5 |
285~297 |
|
1060 |
990 |
17.0 |
56.5 |
(2)檢測(cè)零件氮碳共滲鹽浴復(fù)合處理后的硬度,首先測(cè)試表面硬度,三個(gè)硬度值分別為896.51HV0.1、918.93HV0.1、907.59HV0.1,平均硬度值為907.68HV0.1。對(duì)斷面用4%的硝酸酒精溶液腐蝕,金相顯微鏡400×下觀察可知化合物深度為20μm左右,見圖1,檢測(cè)斷面梯度硬度,整個(gè)硬化層大約為0.5mm,見圖2。
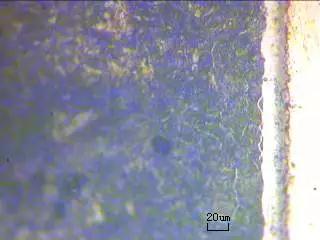
圖1 氮碳共滲鹽浴復(fù)合處理斷面金相
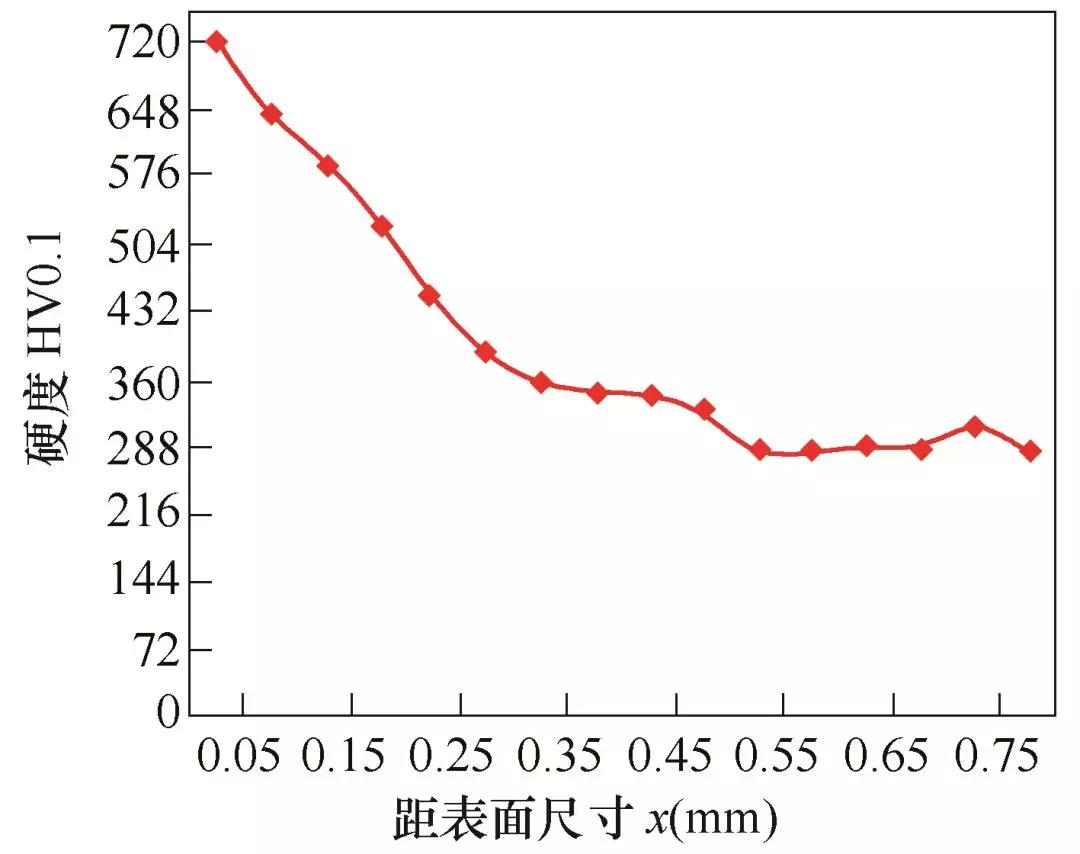
圖2 氮碳共滲鹽浴復(fù)合處理斷面梯度硬度
(3)按ASTM Bll7標(biāo)準(zhǔn)對(duì)氮碳共滲鹽浴復(fù)合處理后的試樣進(jìn)行連續(xù)噴霧試驗(yàn),鹽霧試驗(yàn)溫度35℃±2℃,相對(duì)濕度>95%,5% NaCl水溶液噴霧。試驗(yàn)結(jié)果表明,經(jīng)氮碳共滲鹽浴復(fù)合處理后的零件抗蝕性優(yōu)良,經(jīng)168h后無明顯銹蝕,圖3所示為鍍鉻試樣與氮碳共滲鹽浴復(fù)合處理試樣鹽霧試驗(yàn)后的效果對(duì)比。

圖3 鍍鉻與氮碳共滲鹽浴復(fù)合處理試樣鹽霧試驗(yàn)后
3.應(yīng)用實(shí)施
將零件裝配在產(chǎn)品上,該零件內(nèi)腔充滿液體,錐體活塞在其內(nèi)部運(yùn)動(dòng),利用液壓工作原理來進(jìn)行作業(yè),其中,錐體活塞表面進(jìn)行了強(qiáng)化,表面硬度為45~50HRC。裝配后在試驗(yàn)架上進(jìn)行耐磨性檢測(cè),高噸位550kN下作業(yè)300次,總共裝配了兩件零件進(jìn)行測(cè)試,作業(yè)過程無任何故障,效果良好。作業(yè)后檢測(cè)零件內(nèi)孔工作部位尺寸,直徑上變化了0.01~0.03mm,尺寸變化極小,觀察零件內(nèi)孔表面,光滑無任何毛刺;錐體活塞對(duì)磨面光滑,無任何擦痕,即零件耐磨性優(yōu)良。
4.結(jié)語
石油鉆井市場(chǎng)內(nèi),對(duì)于內(nèi)孔需要較高耐磨性和良好抗蝕性能的零件,可采用將零件加工為半成品進(jìn)行氮碳共滲鹽浴復(fù)合處理,后續(xù)再進(jìn)行車削,嚴(yán)格控制好調(diào)質(zhì)回火溫度及氮碳共滲鹽浴復(fù)合處理溫度,即可保證零件基體力學(xué)性能達(dá)到產(chǎn)品使用要求,且內(nèi)孔表面具有較高的硬度,良好的耐磨抗蝕性能。該種加工方法經(jīng)濟(jì)效益高,且對(duì)人體無危害,無環(huán)境污染,有效地解決了零件內(nèi)孔的耐磨防腐問題。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國(guó)內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國(guó)腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:韓鑫
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國(guó)腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):5768

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):4763