
汽車輕量化用碳纖維復(fù)合材料表面涂裝工藝研究
2018-10-26 12:56:11
作者:廖大政 高成勇 李博雅 張馨月 來源:現(xiàn)代涂料與涂裝
分享至:


摘要
介紹了汽車輕量化用碳纖維復(fù)合材料表面涂裝的特點(diǎn)及涂裝工藝流程, 以碳纖維乘員艙為例, 通過涂裝及涂層性能驗(yàn)證, 探討了碳纖維乘員艙實(shí)施低溫涂料工藝的適應(yīng)性。
輕量化技術(shù)是汽車降低油耗、減少排放、提高新能源汽車?yán)m(xù)航里程最有效的工程途徑之一。采用碳纖維復(fù)合材料部分代替?zhèn)鹘y(tǒng)金屬材料是目前汽車實(shí)現(xiàn)輕量化最有效的途徑。德國寶馬率先在i3量產(chǎn)車中大量使用碳纖維復(fù)合材料 (CFRP) , 輕量化效果顯著, 掀起了一場(chǎng)汽車產(chǎn)業(yè)材料革新的浪潮。碳纖維復(fù)合材料的用量之所以會(huì)在汽車行業(yè)中持續(xù)增長(zhǎng), 是因?yàn)樗糜谄囍芯哂性S多優(yōu)異的性能:密度小, 比強(qiáng)度、比模量高, 輕量化效果明顯;集成度高, 減少零部件數(shù)量;設(shè)計(jì)的靈活性強(qiáng)、造型自由等。總之, 碳纖維復(fù)合材料是汽車行業(yè)替代金屬材料的一個(gè)很好的可選項(xiàng)。
在汽車制造四大工藝中, 涂裝質(zhì)量是整車質(zhì)量最重要的指標(biāo)之一, 因?yàn)橛推嵬繉硬粌H起到保護(hù)汽車不被腐蝕的作用, 而且對(duì)美化汽車外觀有著十分重要的影響。同時(shí), 涂裝質(zhì)量也是汽車產(chǎn)品外觀質(zhì)量的重要組成部分, 是構(gòu)成產(chǎn)品價(jià)值的重要因素, 因此涂裝工藝需要經(jīng)過嚴(yán)格的試驗(yàn)設(shè)計(jì)驗(yàn)證。本文就環(huán)氧基碳纖維復(fù)合材料產(chǎn)品的涂裝工藝進(jìn)行研究。
一、試驗(yàn)部分
1.試驗(yàn)用碳纖維乘員艙的制備
試驗(yàn)用環(huán)氧基CFRP制品包括樣板、頂蓋、下車身前段、下車身后段、左側(cè)圍、右側(cè)圍、左/右側(cè)后尾燈固定板延伸板和充電口蓋分總成, 制造工藝為真空灌注樹脂工藝, 該工藝是預(yù)先用樹脂浸潤(rùn)碳纖維, 制成半固化態(tài)材料, 根據(jù)鋪層設(shè)計(jì)和工藝規(guī)范手工積層, 干法操作, 真空袋法。具體的工藝流程為:在模具上手工逐層干法鋪貼→制袋密封→消除氣泡→在一定的溫度、壓力、時(shí)間下固化成型。所得部件通過膠黏劑粘接起來即為碳纖維乘員艙成品。碳纖維乘員艙表面狀態(tài)和基本特性參數(shù)見表1。
2.試驗(yàn)用涂裝材料
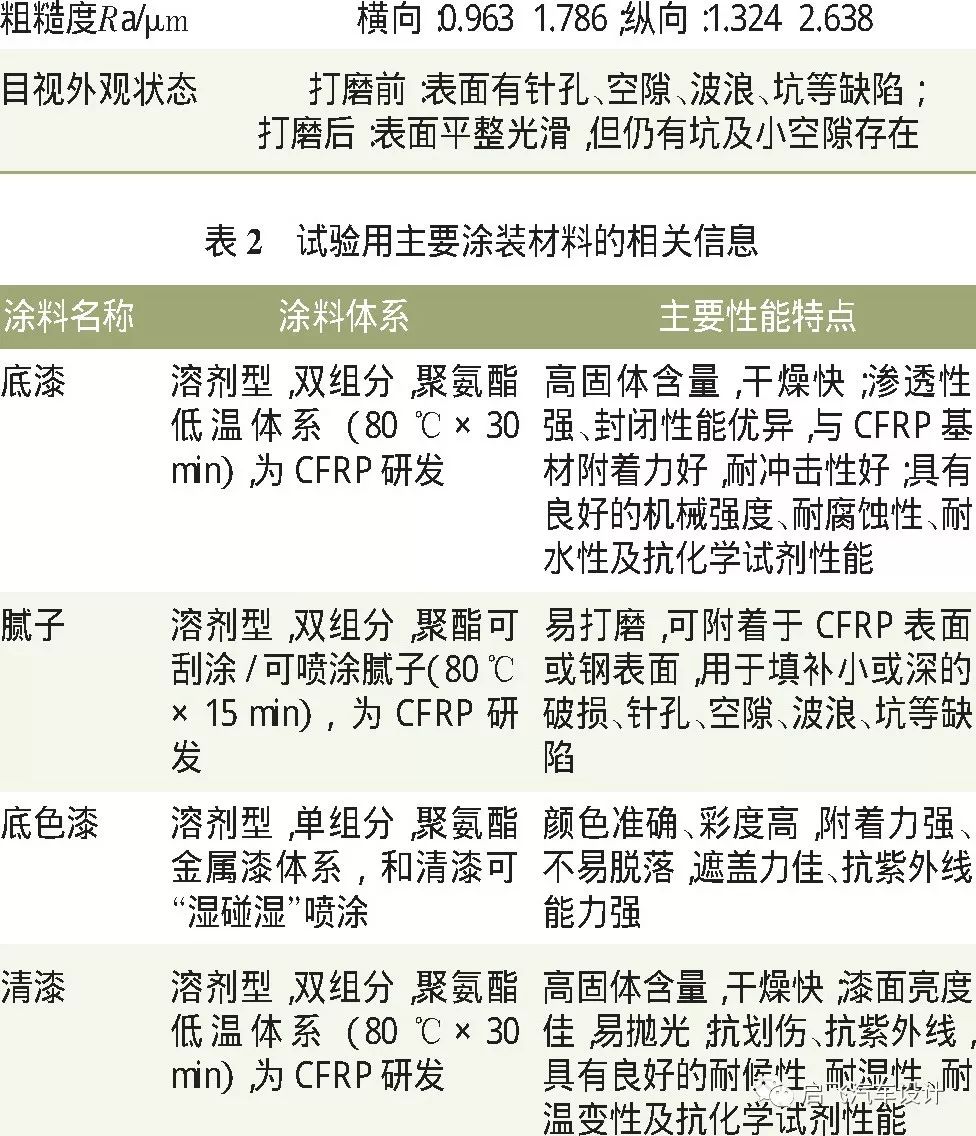
未經(jīng)處理的碳纖維表面光滑、惰性大、表面能低, 缺乏有化學(xué)活性的官能團(tuán), 表面呈現(xiàn)化學(xué)惰性, 與樹脂基體浸潤(rùn)性差, 這使得復(fù)合材料界面黏合性能差。因此選擇涂料時(shí)應(yīng)綜合考慮汽車的實(shí)際服役環(huán)境及碳纖維的表面特性, 以保證涂料對(duì)基體有良好的浸潤(rùn)性, 且溶劑不應(yīng)揮發(fā)太快, 以便充分滲透進(jìn)基體的間隙。涂層選用“雙組分聚氨酯低溫底漆+雙組分不飽和聚酯膩?zhàn)?單組分聚氨酯底色漆+雙組分聚氨酯低溫清漆”體系。試驗(yàn)用主要涂裝材料的相關(guān)信息見表2。
表1 碳纖維乘員艙表面狀態(tài)和基本特性參數(shù)
3.碳纖維乘員艙涂裝工藝
傳統(tǒng)汽車鋼鐵白車身涂裝前, 需進(jìn)行脫脂、表調(diào)、磷化等漆前預(yù)處理。漆前預(yù)處理的主要目的是去除白車身表面的所有污染物, 提高白車身表面清潔度和粗糙度, 增強(qiáng)白車身耐蝕性能及涂膜附著力。碳纖維乘員艙表面光滑、惰性大、表面能低, 傳統(tǒng)的漆前處理工藝得不到良好的磷化膜, 表面處量效果差。同時(shí), 碳纖維乘員艙因其成型工藝特點(diǎn), 表面極易有針孔、坑洼及條紋狀等外觀缺陷。因此碳纖維乘員艙的漆前處理主要采用清潔后機(jī)械打磨的處理方式。通過打磨去除前道工序產(chǎn)生的顆粒、針孔、坑洼及條紋狀等缺陷, 并獲得高度毛化的表面, 從而增加涂料的接觸面, 以產(chǎn)生“咬合效應(yīng)”。增強(qiáng)碳纖維乘員艙與涂膜間的結(jié)合力。
經(jīng)反復(fù)打磨、擦凈、干燥處理后的碳纖維乘員艙可直接涂裝碳纖維專用底漆、膩?zhàn)印⒌咨岷颓迤帷D佔(zhàn)硬灰诉^厚, 要求厚度≤1 mm, 若使用不當(dāng), 易造成涂層的機(jī)械性能下降。為保證底漆對(duì)碳纖維乘員艙的封閉性和涂層的豐滿度, 底漆干膜厚度應(yīng)控制在30~60μm。根據(jù)金屬底色漆顏色的不同, 漆膜厚度應(yīng)為15~35μm, 清漆漆膜厚度控制在35~45μm。碳纖維乘員艙低溫涂料工藝具體為:打磨, 擦凈→刮涂/噴涂CFRP專用膩?zhàn)?rarr;烘干 (80℃×30 min) →打磨, 擦凈→噴涂CFRP專用底漆→流平, 閃干→烘干 (80℃×30 min) →打磨, 擦凈→局部刮涂填眼灰→烘干 (80℃×30 min) →打磨, 擦凈→噴涂底色漆→流平, 閃干→噴涂罩光清漆→流平, 閃干→烘干 (80℃×30 min) →檢查, 修飾→交車。
4.碳纖維涂層性能試驗(yàn)
為更好、更全面地驗(yàn)證涂裝工藝, 在涂裝碳纖維乘員艙時(shí), 按相同工藝在同一涂裝線上同步制作了一批碳纖維涂層樣板, 以便更好地檢測(cè)、控制其涂層性能。碳纖維乘員艙和碳纖維涂層樣板在室溫 (18~28℃) 狀態(tài)下調(diào)節(jié)7 d后對(duì)涂層主要性能進(jìn)行檢測(cè)、試驗(yàn)評(píng)審。產(chǎn)品涂層的主要性能見表3。
表3 碳纖維復(fù)合材料產(chǎn)品涂層的主要性能

二、試驗(yàn)結(jié)果及分析
基于表3涂層主要性能及碳纖維乘員艙涂裝研究分析可以得出以下結(jié)論:
1)根據(jù)碳纖維乘員艙的表面特性, 采用CFRP專用底漆, 可以起到適當(dāng)封閉底材缺陷, 提高整體涂層的豐滿度、隔離性和耐久性的作用。底漆和膩?zhàn)拥氖┕け閿?shù)越多, 對(duì)涂層外觀的改善越大, 但整體涂層的附著力和耐久性喪失的風(fēng)險(xiǎn)越大。碳纖維乘員艙整體涂層外觀平整光滑, 無針孔、縮孔、露底和流掛等缺陷, 符合產(chǎn)品設(shè)計(jì)質(zhì)量要求。
2)對(duì)于目前國內(nèi)碳纖維制品的制造水平, 當(dāng)表面粗糙度Ra為0.9~2.7μm, 且表面有少許針孔、空隙、波浪、坑等缺陷時(shí), 其涂裝工藝采用“打磨, 擦凈→刮/噴涂膩?zhàn)?rarr;烘干→低溫底漆→烘干→打磨, 擦凈→低溫面漆→烘干→修飾”可以達(dá)到較好的裝飾效果。底漆涂層的厚度與綜合涂層的外觀正相關(guān), 與綜合涂層的附著力和耐久性能負(fù)相關(guān)。
3)如果碳纖維制品表面狀況足夠致密, 平整光滑、無外觀缺陷, 中間防護(hù)性涂層越少對(duì)涂裝越有利。如果碳纖維制品表面高質(zhì)量、無空隙, 符合汽車A級(jí)表面光潔度要求, 涂裝工藝甚至可以簡(jiǎn)化到僅噴涂清漆, 以顯露碳纖維紋理設(shè)計(jì)效果。
三、結(jié)語
綜上所述, 本試驗(yàn)選擇的環(huán)氧基碳纖維乘員艙采用低溫涂料工藝可獲得較理想的涂裝效果。但因碳纖維乘員艙外觀狀態(tài)不是很好, 不得不使用膩?zhàn)犹畛湔移剑?打磨部位較多, 已經(jīng)對(duì)目前的面漆外觀造成了負(fù)面影響。后續(xù)應(yīng)致力于改進(jìn)碳纖維乘員艙生產(chǎn)試制過程中織物、成型條件及環(huán)氧樹脂等新成型技術(shù), 提高乘員艙表面品質(zhì), 以獲得更優(yōu)異的外觀質(zhì)量效果。
隨著碳纖維復(fù)合材料成型技術(shù)及新涂裝工藝的不斷發(fā)展和不斷完善, 必然會(huì)促進(jìn)碳纖維復(fù)合材料在各類汽車材料中的廣泛應(yīng)用。針對(duì)碳纖維制品制定的低溫涂料工藝技術(shù)完全可以滿足其批量生產(chǎn)的要求, 進(jìn)而對(duì)汽車輕量化用碳纖維復(fù)合材料的推廣應(yīng)用作出貢獻(xiàn)。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 汽車輕量化, 碳纖維復(fù)合材料, 表面涂裝工藝
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):5768

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):4763