
管線鋼管生產制造過程中的無損檢測標準盤點
2019-03-13 17:41:41
作者:王聯國,中國石油集團石油管工程技術研究院 高級工程師 來源:《無損檢測》2019年2期
分享至:


一般石油管材包括石油管及管件,石油管材在生產制造過程中涉及的標準規范較多,在標準規范的應用過程中會遇到許多問題,不同用途的管材對應的標準規范要求也不盡相同,目前國際上關于石油管線管生產執行的標準有API SPEC 5L第45版《管線鋼管規范》?ISO 3183: 2012/Amd 1: 2017《石油天然氣工業 管線輸送系統用鋼管》,國內有GB/T 9711-2017《石油天然氣工業 管線輸送系統用鋼管》等。

管線管在生產過程中涉及多項無損檢測方法,管體及焊縫等的無損檢測國內外標準繁多,如何按照產品標準進行無損檢測對產品的質量控制至關重要。
管線管生產制造采用的產品標準
目前鋼制石油管線管生產執行的標準主要有:
① API SPEC 5L第45版,2013年7月1日實施,API SPEC 5L第46版,2019年5月1日生效;
② ISO 3183: 2012/Amd 1: 2017,2017年11月生效;
③ GB/T 9711-2017標準,2017年12月1日生效。
API采用ISO 3183作為API SPEC 5L;GB/T 9711-2017在ISO 3183: 2012第3版和API SPEC 5L第45版基礎上編制;API SPEC 5L第46版與第45版相比,主要增加了附錄N《縱向塑性應變能力PSL2鋼管的訂購》,其無損檢測采用附錄K《酸性?海上服役條件和/或縱向塑性應變能力條件鋼管的無損檢測》,附錄K產品范圍增加了縱向塑性應變能力條件鋼管,內容無變化。
管線管產品標準中涉及的無損檢測標準
鋼制石油管線管生產執行API SPEC 5L第45版(第46版)?ISO 3183: 2012/Amd 1: 2017?GB/T 9711-2017標準,在進行無損檢測時,可以按照產品標準規定的一種標準或與其等效的標準進行。
按照API SPEC 5L第45版?ISO 3183: 2012/Amd 1: 2017?GB/T 9711-2017標準的要求,可以采用與其等效的標準進行檢測,例如用GB/T 9711-2017進行電磁(漏磁)檢測,超聲檢測和射線檢測,不僅可以采用ISO系列標準檢測,也可采用SY/T系列標準檢測。
產品標準對管線管無損檢測的規定
管線管無損檢測主要包括管體無損檢測和管端無損檢測兩部分:無縫管管體指整根鋼管,焊管管體指不包括焊縫和熱影響區的整個鋼管;管端指不能被自動檢驗系統覆蓋的部分,對于焊管應不小于200mm管端范圍內,但要注意不同的標準規范對管端范圍的要求各不相同。
1 管體無損檢測
(非酸性或非海上服役條件)
標準要求對于鋼級≥L210/A (L表示管線管鋼,A表示鋼管等級),直徑≥60.3mm (2.375in.)的焊管的焊縫?成品螺旋焊縫鋼管上的鋼帶(卷)/鋼板對頭焊縫應按表1的規定進行100%無損檢測。

注: a 要求進行,制造商與購方已協議用射線檢測代替超聲檢測時除外。
要求對鋼管焊縫的無損檢測采用一種方法或幾種方法的組合,焊縫類型為SAW(埋弧焊接)和鋼帶(卷)/鋼板對頭的射線檢測可協商采用射線檢測代替超聲檢測,見表1。
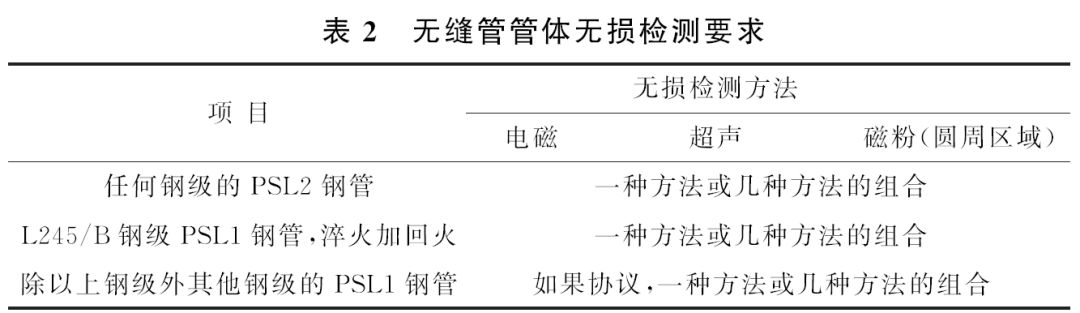
標準要求所有PSL2無縫(SMLS)管,以及PSL1的鋼級為L245或B級的淬火加回火無縫管,應按表2的規定進行全長(100%)無損檢測。
對于在重大項目中使用的管線管,制造過程中一般執行用戶的技術條件,如目前正在進行的中俄東線工程按照Q/SYGD 0503.2-2016《中俄東線天然氣管道工程技術規范 第2部分: X80級螺旋縫埋弧焊管技術條件》執行,在技術條件中明確要求鋼管應進行焊縫全長X射線檢測,同時應在水壓試驗后進行焊縫全長全焊縫區域縱橫向缺陷超聲檢測。
2 管端無損檢測
(非酸性或非海上服役條件)
對于焊管,如果使用自動超聲或自動電磁檢測系統時,對任何不能被該自動檢驗系統覆蓋的鋼管管端焊縫,應采用手動或半自動超聲斜角(聲束)法或射線檢測方法(選適用者)檢驗管端焊縫中的缺陷,否則應切除未檢驗管端。
對埋弧焊管和組合焊管,應采用射線檢測方法對每根鋼管至少200mm(8.0in.)管端范圍內的焊縫進行檢查。
對于無縫管,如果使用自動超聲或自動電磁檢測系統時,對任何不能被該自動檢驗系統覆蓋的鋼管管端,應采用手動或半自動超聲斜角(聲束)法或磁粉檢測方法檢驗管端焊縫中的缺陷,否則應切除未檢驗管端。
對于管端檢測,在QSYGD 0503.4-2016《中俄東線天然氣管道工程技術規范 第4部分: X80級直縫埋弧焊管技術條件》中要求至少應距管端300mm范圍內采用手動超聲檢測,X數字射線檢測時如存在盲區,則至少對管端250mm焊縫進行拍片檢測;對于焊管,技術條件要求管端應進行磁粉檢測或滲透檢測。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:殷鵬飛
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763