



不銹鋼具有良好的力學性能和機械加工性能,耐蝕性能優良,在不同行業中應用十分廣泛。點蝕是金屬材料表面的局部區域發生溶解,形成蝕坑,是金屬材料失效的主要形式之一[1,2,3,4,5]。點蝕通常發生在含有侵蝕性陰離子特別是含有Cl-的溶液中,蝕孔具有口小孔深、不易發現的特點,具有極大的安全隱患[6,7,8,9,10]。
國內外的許多學者在研究不銹鋼點蝕的過程中觀察到,在點蝕孔產生和生長的過程中其周圍的溶液發生改變。Vetter等 [11]研究認為,點蝕開始是在蝕坑表面電解質成分發生變化的情況下進行的。Williams等[12]提出的局部酸化模型認為,金屬表面的酸度由于波動而局部升高,可能導致鈍化膜在活性點被破壞而形成亞穩蝕孔,亞穩蝕孔能否轉變為穩態點蝕取決于活性點周圍是否保持足夠的濃度梯度。Liu等[13]利用pH值熒光探測技術研究鐵局部腐蝕,用熒光強度的大小表征腐蝕產物濃度的高低,結果表明腐蝕產物濃度在蝕坑附近比較高。Zuo等[14]研究認為,隨著金屬表面粗糙度的減小,金屬表面亞穩蝕孔的形核率降低。這是因為表面粗糙度影響了蝕孔表面腐蝕產物的擴散,使腐蝕產物在蝕孔表面的濃度不同,進而影響到不銹鋼的點蝕行為。Burstein等[15]提出基于穩定積的穩態點蝕判斷標準,認為蝕孔內離子濃度達到飽和溶解度的75%~80%才能繼續生長,否則將會鈍化。黃世新等[16]認為304不銹鋼在不同濃度的FeCl3模擬液中,自腐蝕電流密度隨著Fe3+濃度的增加而增加;Fe3+濃度達到3 mol/L時,電流密度達到最大值。
如上所述,很多實驗結果和理論都指向點蝕產物的濃度對點蝕的產生和生長有重要的作用。因此,本實驗通過設置不同攪拌轉速來改變蝕孔周圍的點蝕產物的濃度,來研究其對點蝕產生和生長的影響。攪拌速度越高,攪拌強度越大,點蝕產物被遷移走的就越多,蝕孔周圍點蝕產物的濃度就越低。
1 實驗方法
1.1 實驗材料
實驗材料為304不銹鋼,其化學成分 (質量分數,%) 為:C 0.035,Si 0.520,Mn 1.180,P 0.036,S 0.026,Cr 17.59,Ni 8.030,Fe 72.60。熱處理工藝為:1060 ℃保溫0.5 h,水冷;650 ℃保溫2 h,空冷,以提高試樣的點蝕敏感性。將304不銹鋼線切割成直徑為1和3 mm、高度是10 mm的圓柱體,表面清洗以去除油污,在非工作面焊接導線,用環氧樹脂封裝。試樣工作面經400~2000# Al2O3水砂紙打磨后,依次用酒精、丙酮、超聲清洗,然后經去離子水沖洗、吹干。
1.2 測試方法
利用分析純NaCl、去離子水配置3.5% (質量分數) NaCl溶液。電化學測試在Autlab PGSTAT302N電化學工作站上完成,采用經典的三電極體系,飽和甘汞電極 (SCE) 為參比電極,輔助電極為Pt電極。因為304不銹鋼在3.5%NaCl溶液中的穩定鈍化區是0.03~0.5 V,所以實驗1采用直徑為3 mm的電極,在0.15 V (SCE) 電位下進行恒電位極化,極化時間是1000 s,時間間隔是0.1 s,統計峰值電流、峰值寬度、亞穩態點蝕個數;實驗2采用直徑為1 mm的電極,在0.45 V (SCE)[17]電位下進行恒電位極化,獲得單個蝕孔的時間-電流曲線,實驗后用顯微鏡觀察試樣表面,如果多于一個蝕孔,數據無效。利用KH-7700三維體式顯微鏡觀察實驗2恒電位極化后的蝕坑三維形貌,并且測量每個蝕孔的幾何參數 (包括孔深,孔口直徑,孔底直徑與蝕孔體積)。為保證實驗數據的可靠性,每組電化學實驗重復3次。電化學測試時,設置溶液中攪拌子轉速分別為0,100,300和500 r/min,實驗裝置如圖1所示。
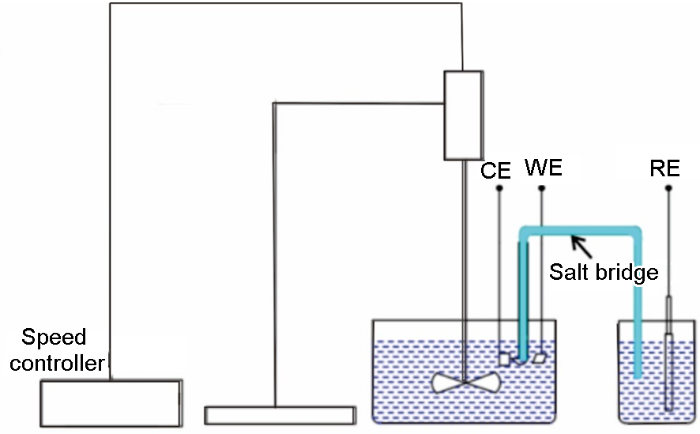
圖1 實驗裝置圖
2 結果與討論
2.1 不同攪拌速度對不銹鋼亞穩態點蝕的影響
圖2是不同攪拌速度下、電位為0.15 V時304不銹鋼在3.5%NaCl水溶液中的時間-電流曲線。在蝕孔萌生階段,單個清晰的電流波動可以看作對應一個亞穩態蝕孔的形核和再鈍化,以電流大于1×10-8 A (儀器精度是0.01 μA) 作為亞穩態蝕孔開始萌生的標志[18]。統計不同攪拌速度下亞穩態蝕孔的峰值電流 (I) 及峰值寬度 (τ) (可表征亞穩態蝕孔的壽命) 并計算其平均值,統計不同攪拌速度下每1000 s亞穩蝕孔的形核數目 (N),結果如圖3所示。
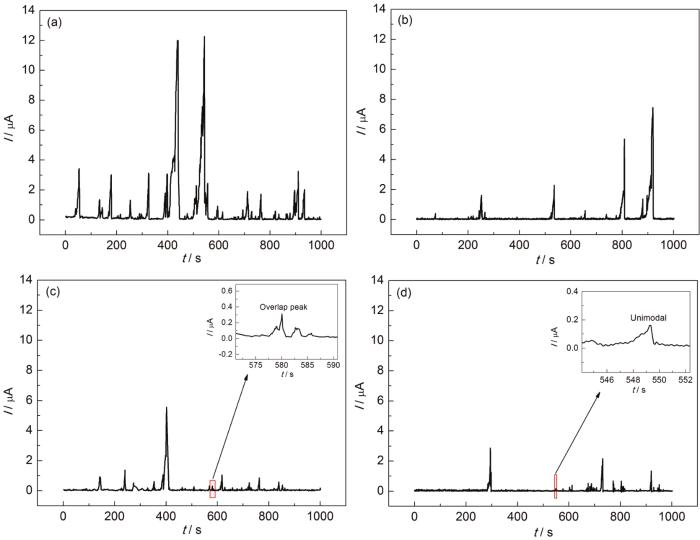
圖2 304不銹鋼在3.5%NaCl溶液中不同攪拌速度下亞穩蝕孔暫態電流與時間的關系
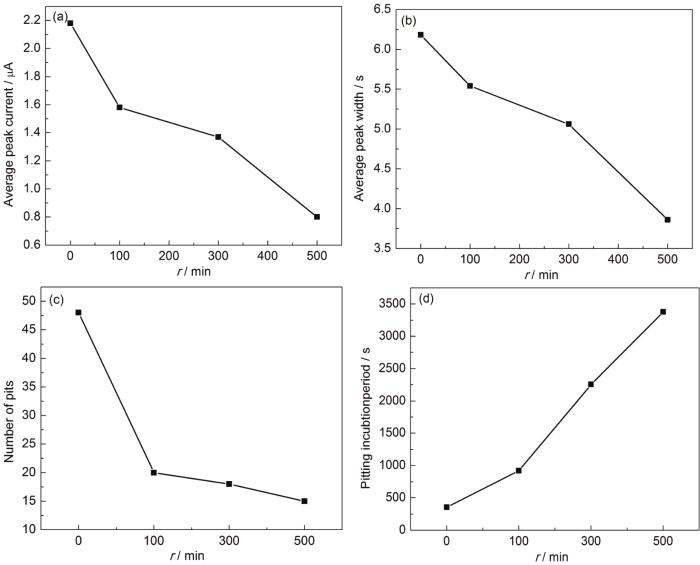
圖3 亞穩態蝕孔平均峰值電流、平均峰值寬度、蝕孔數目和點蝕孕育期與轉速的關系
由圖2可知,在不同的攪拌速度下,時間-電流曲線均會出現單峰 (如圖2d右上角所示) 和重疊峰 (如圖2c右上角所示)。出現暫態單峰的原因是活性點被激發為亞穩態蝕孔后,活性溶解和再鈍化的過程中沒有二次形核;出現重疊峰的原因可能是亞穩態蝕孔內部存在點蝕的二次形核甚至是多次形核[19],蝕孔處于再鈍化和再活化的交替過程。隨著攪拌速度的增加,重疊峰的數量和幅值都在減小。在相同的極化時間內,電流峰的數量隨著攪拌速度的減小而增加,表明此時不銹鋼具有更高的形核率,更多的活性點轉變為點蝕生長點。
圖3描述的是亞穩態點蝕敏感性的3個特征,分別是點蝕孕育期、平均峰值電流與寬度、蝕孔數目。其中,點蝕孕育期是根據實驗2的數據得到的。隨著攪拌速度的減小,蝕坑表面點蝕產物濃度增加,點蝕孕育期縮短。點蝕形核后進入亞穩態階段,亞穩態點蝕需要滿足一定的條件才能轉變為穩態點蝕。點蝕孕育期是試樣積累轉變條件的階段,點蝕孕育期越短,試樣越容易發生穩態點蝕。在不銹鋼點蝕產生的過程中,點蝕產物在不銹鋼試樣表面濃度較高,試樣表面的點蝕產物水解使pH值降低,金屬溶解速率加快,點蝕產物濃度高的區域腐蝕速率快,點蝕產物濃度低的區域腐蝕速率慢,從而形成點蝕坑;蝕坑加劇腐蝕產物的不均勻性,使得試樣表面溶解不均勻,隨著時間的延長,不銹鋼試樣表面形成穩態點蝕坑。攪拌速度越小,試樣表面點蝕產物被移走的就越少,點蝕產物及其水解產物在點蝕坑周圍濃度越高,點蝕孕育期就越短。
隨著攪拌速度的減小,亞穩態蝕孔在相同的時間內平均峰值電流增加,亞穩蝕孔形核數目也表現出類似的規律。肖娟[20]研究指出,亞穩態蝕孔在生長過程中峰值電流越大,其轉變為穩態點蝕的概率越大。說明隨著攪拌速度的減小,304不銹鋼點蝕由亞穩態向穩態轉變的可能性增大,這個結論和點蝕孕育期所表現的是一致的。亞穩蝕孔平均峰值寬度隨轉速的減小而增大,這意味著亞穩蝕孔的平均壽命增加,即從萌生到蝕孔的再鈍化過程減慢。攪拌速度越小,亞穩態點蝕發生鈍化的傾向性越小。這是因為在亞穩態點蝕產生的過程中,點蝕產物由于擴散作用,在蝕坑口附近的濃度比較高。田文明[19]使用激光散斑干涉法證實了這樣的結論。因此,在亞穩態階段,由于蝕坑尺寸比較小,點蝕產物及其水解產物形成的膠團附著在點蝕坑上面,且水解導致膠團內部保持著高酸度,膠團促進亞穩態蝕坑的擴展。膠團由于溶液的傳質作用可能會被破壞,使得活性溶解區腐蝕速率降低或者重新鈍化。攪拌速度越小,點蝕產物及其水解產物的濃度就越高,蝕坑附近溶解速率就越大,亞穩態點蝕越難發生再鈍化,蝕孔的數量增加。這個結果與Burstein等[4]的研究結果一致。
2.2 不同攪拌速度對不銹鋼穩態蝕孔生長的影響
圖4是不同攪拌速度下單個蝕孔的時間-電流曲線 (包括點蝕萌生前的曲線)。可知,攪拌速度越小,曲線的斜率越大,點蝕電流增加的速率隨著轉速的減小而增大;穩態點蝕發生后,攪拌速度越小, 同一時刻的點蝕電流越大,說明此時點蝕孔具有更大的生長速率。
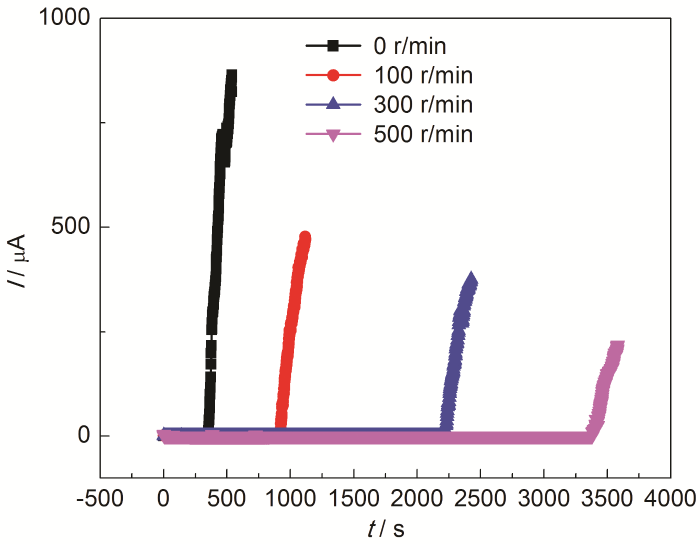
圖4 3.5%NaCl溶液中不同攪拌速度下單個蝕孔點蝕電流與時間的關系
利用Origin軟件對圖4中的時間-電流曲線進行積分,結合金屬溶解體積與電量之間的關系可以得到蝕孔體積和時間的關系,如圖5所示。利用三維視頻顯微鏡所測的蝕孔口直徑D、蝕孔底部直徑d、蝕孔深度H,如表1所示。其中,直徑和深度的比值可以表示蝕孔的形狀。結合圓臺的體積公式,可以推導出D隨時間t的變化曲線,如圖6所示。
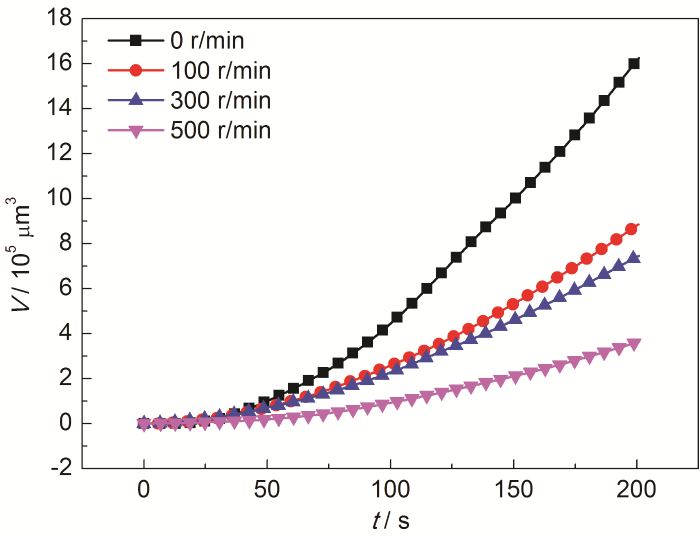
圖5 在3.5%NaCl溶液中不同攪拌速度下單個蝕孔體積與時間的關系
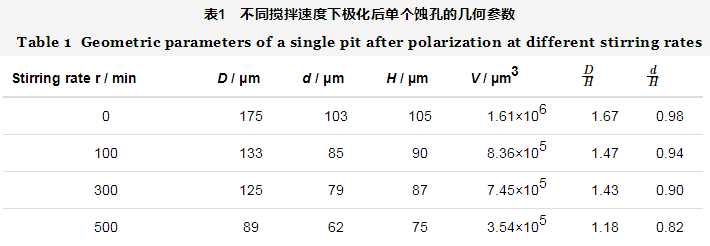
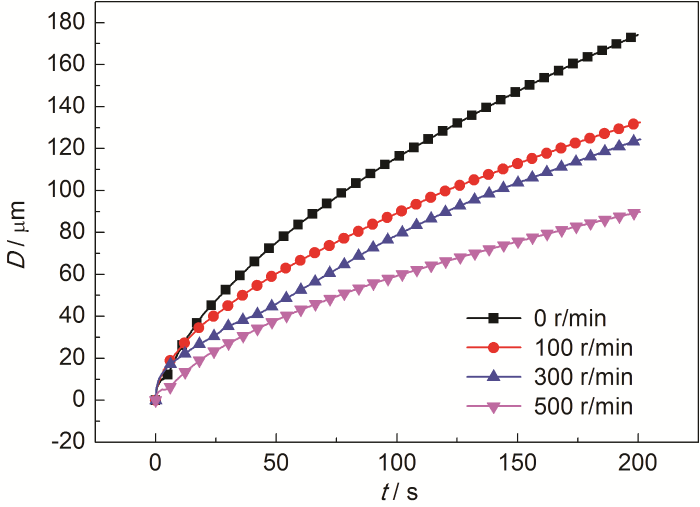
圖6 在3.5%NaCl溶液中不同攪拌速度下單個蝕孔口徑隨時間的變化
由圖5可知,在點蝕開始階段,點蝕孔的體積增加不明顯,隨著時間的延長,蝕孔體積的增長率緩慢增加;攪拌速度越小,蝕孔體積的增長率越大。就整體來說,各曲線的斜率隨著時間延長而增加,說明蝕孔的生長是一個加速的過程。這是因為在蝕孔內部點蝕產物水解使蝕孔內部的pH值減小,蝕孔內部溶液持續酸化。研究[21,22]表明,蝕孔內pH值小于0,大量存在的Cl-和H+會降低金屬離子由晶格進入溶液的能壘,加速溶解,蝕孔內溶液缺氧富氯的環境使蝕孔內部無法再鈍化。攪拌速度越低,蝕孔內外的物質交換速率就越慢,蝕孔內部金屬的濃度越高,蝕孔的溶解速率越快,蝕孔體積增加的速率越快。方玉榮等[23]研究超聲波對304不銹鋼在FeCl3溶液中的腐蝕行為時,認為超聲波加快溶液中腐蝕產物的擴散,使蝕孔表面腐蝕產物濃度降低,腐蝕速率減小,和本實驗的研究結果一致。
由圖6可知,其孔口直徑隨著攪拌速度的減小而增大;在同一生長時間,攪拌速度越小,曲線的斜率越大,這說明蝕孔口直徑的生長速率越大。原因是蝕孔口處較為開放,有利于內外物質的交換。在穩態蝕孔發生后,隨著攪拌速度減小,蝕孔口周圍溶液中點蝕產物被移走的少,點蝕產物的濃度高,蝕孔口金屬溶解速率快,表現為曲線的斜率更大,這個孔口直徑的變化規律與Ernst等[24]的研究結果一致。
由圖7和表1可知,點蝕孔形貌均呈現出孔口直徑大于底部直徑的幾何形狀。隨著攪拌速度的增加,蝕孔體積、寬深比均減小,蝕孔形狀由圓臺狀轉變為圓錐狀。表1的測量值與圖5和6的理論計算值相差不大。
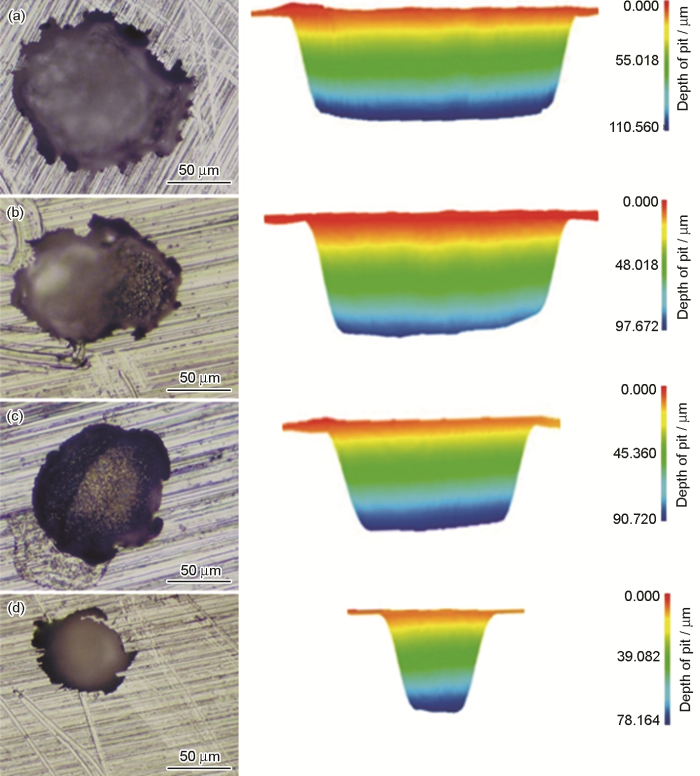
圖7 不同攪拌速度條件下單個穩態蝕孔表面形貌及其三維重構圖
由于穩態點蝕坑持續不斷的溶解,使得蝕孔表面的點蝕產物濃度越來越高。施加攪拌時,蝕孔表面點蝕產物濃度相對于未施加攪拌時濃度減小,其水解產物的濃度也降低,使pH值升高,Cl-濃度降低,電解質溶液的侵蝕性降低,蝕孔表面金屬的溶解速率下降,表現為蝕孔的寬深比減小。Yin等[25]的研究結果表明,隨著溶液酸度的增加,穩態蝕孔附近有更多的點蝕出現,影響點蝕的萌生和生長方式。艾瑩珺等[26]的研究表明,重力的作用使垂直放置的試樣其表面腐蝕產物容易擴散,蝕孔的寬深比增大。
在蝕孔生長初期蝕坑的尺寸較小,此時施加攪拌可以使蝕坑內腐蝕產物加速向外擴散,并且攪拌速率越大擴散速率越快,蝕孔的生長速率越小。但是,另一方面,攪拌影響蝕孔的寬深比,攪拌速率越大,蝕孔的寬深比越小。而蝕孔的寬深比可以影響腐蝕產物的擴散,當蝕孔的深寬比越小,腐蝕產物越難以擴散。因此,在蝕孔體積較大時,攪拌對蝕孔底部的腐蝕產物擴散影響較小,反而由于攪拌使蝕孔的深寬比減小,腐蝕產物難以擴散,蝕孔底部的腐蝕產物濃度升高,腐蝕速率增加。如果蝕孔繼續生長,就會導致圖7d所示的蝕孔向下生長的速率將大于圖7a中的蝕孔生長速率。
3 結論
(1) 攪拌影響亞穩態蝕孔表面點蝕產物濃度。攪拌強度越小,蝕坑表面的點蝕產物濃度越高,點蝕坑附近的pH值越低,點蝕孕育期顯著減少,平均峰值電流和平均峰值寬度、蝕孔數量均顯著增加,亞穩態點蝕敏感性增強。點蝕產物也能加速亞穩態蝕孔的生長。
(2) 攪拌影響蝕孔內部點蝕產物的濃度,蝕孔內部低濃度的點蝕產物使蝕孔的溶解速率減小。但是,隨著蝕孔的生長,蝕孔的深寬比減小,攪拌速度對蝕孔內部溶液濃度的影響減小,最終攪拌將不會影響蝕孔底部點蝕產物的濃度。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”