
油氣管道內腐蝕風險介紹之五:焊縫腐蝕
2020-07-27 13:38:21
作者:夸克能源 來源:夸克能源工程實驗室
分享至:


一、現狀及危害
在油氣運輸中,焊接是管道連接中最基本、最普遍的連接工藝之一,但往往也是管道中比較薄弱的地方,它不僅表現在強度、剛度方面,而且由于設計或焊接上的缺陷,焊縫又成為腐蝕加速進行的溫床。這就是油氣運輸中跑、冒、滴、漏甚至斷裂等現象多發生在焊接部位的直接原因,輕者引起輸送系統癱瘓,影響生產;重者發生泄漏或爆炸事故,給生態環境造成嚴重破壞,甚至人員傷亡。


二、腐蝕機理
海水輸送管道中的工作介質是海水,在海水中管道焊縫及熱影響區極易發生點蝕、晶間腐蝕等局部腐蝕,如果焊縫處有拉應力存在,還會發生應力腐蝕。
01 晶間腐蝕
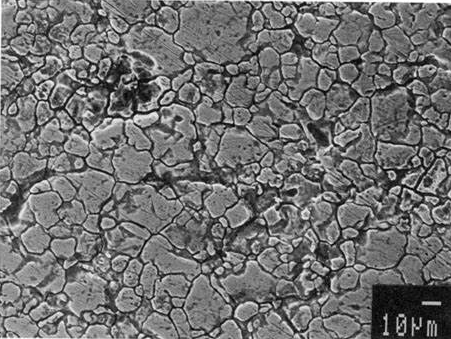
首先,焊接過程由于是一個不均勻的加熱和冷卻的過程,這種過程必然會造成熱影響區組織和性能的不均勻性,特別是在過熱區晶粒變大,腐蝕便沿著晶粒邊界腐蝕出一條窄縫,使晶粒間的結合力大大削弱,腐蝕量雖然很小,但強度下降很大,這便是焊縫腐蝕中常見的晶間腐蝕。
02 點腐蝕
點腐蝕是由于氯離子(Cl-)引起的蟲眼狀局部腐蝕,主要是因為金屬表面或內部存在缺陷, 如焊渣、腐蝕產物、夾雜物、貧鉻區、晶界、位錯在表面暴露出來,使鈍化膜在這些地方首先破壞,進而該局部遭到嚴重的陽極腐蝕。

03 應力腐蝕
海管管材導熱性差,線膨脹系數大,就會產生較大的焊接殘余應力。管道與含大量氯離子的海水,在焊接殘余拉應力下容易產生裂紋,而使焊接構件滲漏,直至斷裂。

三、防腐管控
01 調整不銹鋼管道的化學元素成分
a)在不銹鋼管道中加人鉬、硅、錳、釩或者稀土元素合金化,能有效地增大抗點蝕能力。鉬能降低致頓電流,使致頓電位負移,維頓電流降低,可使點腐蝕電位向正的方向移動,從而抵抗氯離子產生的點腐蝕。但鉬含量過多則會降低不銹鋼的韌性。表面鈍化膜中的硅和鉬因改善了鋼的鈍化性能而使鋼耐蝕。同時,硅能顯著提高不銹鋼在海水中的耐應力腐蝕性能。但是鋼中含硅量不宜過高,否則會顯著降低鋼的加工性能。
b)降低不銹鋼中碳和氮的含量,能提高其抗點蝕、縫隙腐蝕以及晶間腐蝕等局部腐蝕的能力。氮是形成不銹鋼管道的元素之一,但氮在鋼中能形成氮化物,易產生點蝕,因此在不銹鋼中降低氮含量,可顯著提高不銹鋼的耐蝕性能。碳是造成晶間腐蝕的主要元素,使鋼中碳含量降低到固溶度以下,使碳化物無法沉淀或者比溶解度稍高,只有微量碳化物在晶界沉淀,不足引起晶間腐蝕破壞的危害。
c)加入穩定碳的元素。要從熱力學上避免晶界Cr23C6的沉淀,除升降碳外,便是在鋼中加入能夠形成很穩定碳化物的元素, 最常見的有鈦和鈮。TiC在γ中的固溶度很低,在760℃已使γ中C含量降到0.005%以下。
02 進行熱處理、機械處理及改善焊接工藝
a)減小焊接線能量
在焊接工藝方面,采用小電流,大焊速,短弧,直道焊接。這樣,在敏化溫度區停留時間短,焊絲或焊條芯中所含對氧親和力大的合金元素 Ti、Nb、Cr、Al等燒損少,有利于防止晶間腐蝕。多層多道焊時,層間溫度不宜過高,應待先焊的一層完全冷卻后(<60℃),再進行下一層焊接,且層間接頭錯開。
b)加快接頭的冷卻
焊件焊前不預熱,焊后應盡可能加快接頭的冷卻,如在施焊過程中,在焊縫背面加紫銅墊板等,甚至條件允許還可用水冷等強制措施,使焊接熔池熱量減少, 從而減少接頭在危險溫度 (450℃ ~ 850℃) 的停留時間,防止晶間腐蝕產生。
c)合理安排焊接順序
多層焊和雙面焊時,后一條焊縫的熱作用可能對先焊焊縫的過熱區起到敏化溫度加熱的作用。為此,雙面焊縫中與腐蝕介質接觸的一面應盡可能最后焊接。焊縫布局上應盡量避免交叉焊縫,減少焊縫接頭。與腐蝕介質接觸的焊縫若無法安排最后焊接,則應調整工藝參數,使后焊焊縫的敏化區不與第一面焊縫表面的過熱區重合。
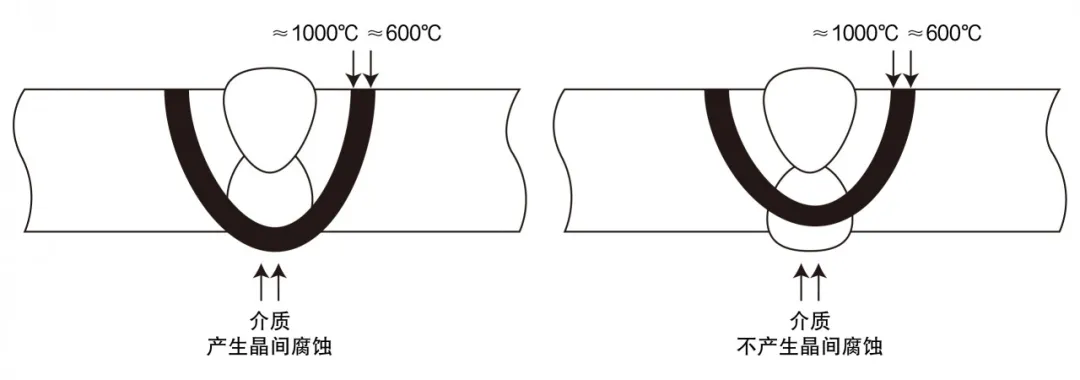
▲第二面焊縫的敏化區對晶間腐蝕的影響
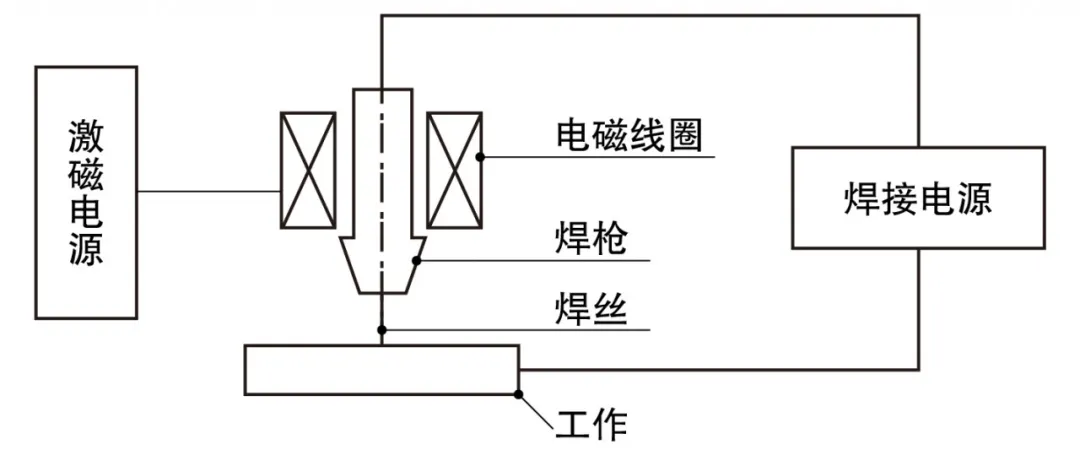
d)焊接時采用磁控技術
利用外加磁場對焊接中熔滴的過渡、熔池金屬的流動、熔池的結晶形核及結晶生長等過程進行有效地干預,使焊縫金屬的一次結晶組織細化,減小化學不均勻性,提高焊縫金屬的塑性、韌性和均勻耐腐蝕性,降低結晶裂紋和氣孔的敏感性,從而提高焊縫金屬的性能,全面改善焊接接頭的質量。另外,脈沖磁處理法可以降低焊接試樣的殘余應力,從而減少了發生應力腐蝕的可能性。
e)消除焊縫處的拉應力
可以通過機械加工、噴丸、噴砂及適當的冷變形處理等工藝,使焊縫及附近區域表面處于殘余壓縮應力狀態,抵消或部分抵消了拉應力的作用,對抑制應力腐蝕是有益的。
03 管道表面防護涂層
管道表面涂層的實施從兩個方面考慮,一是指焊接前在坡口兩側一定范圍 內噴涂焊接防飛濺劑,二是在管道內壁焊縫及附近區域噴涂防腐涂層。
焊接飛濺的焊渣落在鋼體表面上容易形成點腐蝕,因此焊后一般要徹底清理焊渣及其它雜質。但是傳統的手工鏟除勞動強度大,工效低,而且易損傷工件表面。如果焊接之前在坡口兩側一定范圍內一般為坡口兩側左右噴涂焊接防飛濺劑,焊接時濺落在涂有防飛濺涂料的金屬表面上的飛濺物可自動脫落,或者輕輕一碰 即可除掉,這樣可大大提高工效,降低勞動強度,提高工件表面質量,從而避免由飛濺物引起的點腐蝕及其它腐蝕。現在市場上已經有此類產品。
焊后,對管道 內焊縫及附近清理后補涂防腐涂料。目前防腐涂料多種多樣,應根據具體情況選擇合適的防腐涂料。對大口徑的管道,施工人員可以進到管道內補涂,而對小口徑的管道,只有通過機械或者別的方法來完成內防腐層補口。目前管道內防腐層補口技術有車載式、短管、記憶合金熱脹套、真空負壓式、犧牲陽極法等。
04 緩蝕劑
在海管介質中添加合適的緩蝕劑可以一定程度上改變管道內部介質中氯離子及氧的含量,從而可以減輕焊縫及熱影響區的腐蝕。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741