
葛洲壩葉片熱處理工藝
2021-01-26 10:49:13
作者:段振偉,張鑫,王清宇,陶韜 來源:金屬加工(熱加工)
分享至:


葛洲壩改造項目是公司的重點產品,也是公司第一次生產如此大噸位的軸流式葉片,葉片法蘭直徑將近1500mm,最大截面厚度將近600mm。在國內外生產歷史上,截面如此大的鑄件。在熱處理時,均采用兩次或三次性能熱處理,方能保證熱處理質量,這樣的操作對能源造成了大量的浪費。為了達到提高生產效率及降低能源消耗的目的,我們對葛洲壩葉片熱處理問題進行立項研究,最終滿足葛洲壩葉片的批量生產。
1.確定裝爐方式
為了保證葉片整體冷卻速度基本一致,根據葉片結構,葉片采用立式裝爐方式,并設計專用的熱處理墊鐵,把葉片法蘭放置在專用熱處理墊鐵上。
2.葛洲壩葉片熱處理墊鐵設計
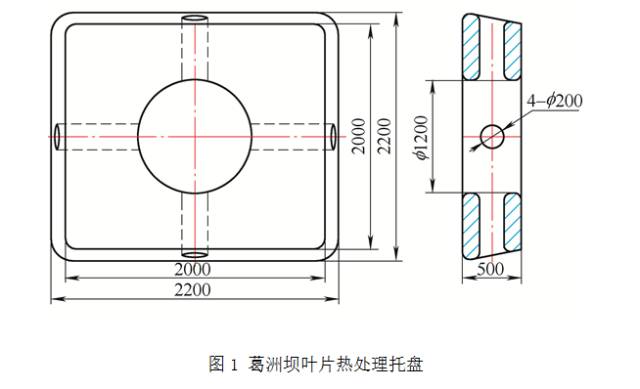
設計專用的熱處理托盤,如圖1所示。
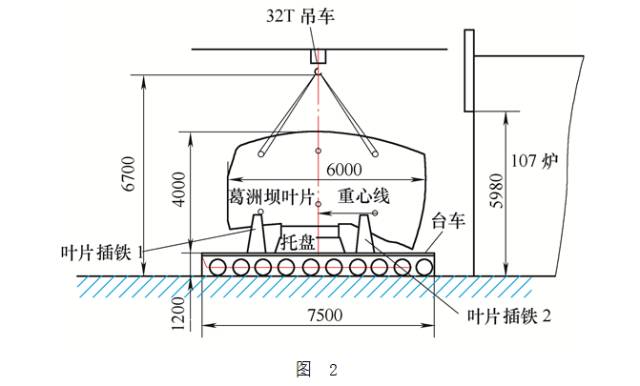
設計專用的葛洲壩葉片插鐵,如圖2所示。
3.葉片裝爐
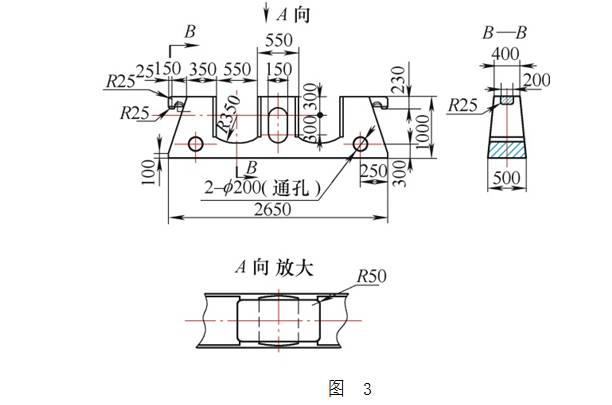
葛洲壩葉片裝爐前清理臺車面,要保證臺車面沒有雜物,熱處理托盤和葉片插鐵按工藝要求放置好,葉片法蘭立放在熱處理托盤上,用楔鐵固定后點焊牢固,再放置葉片插鐵1,調整插鐵位置。裝爐方案按圖3執行。
4.熱處理工藝的制定及分析
葛洲壩葉片性能值沒有特殊要求,工藝參數沒有進行調整,只是針對本次工藝研究的目的,對保溫時間和冷卻方式進行了調整。
(1)保溫時間
考慮了葉片厚薄不均的情況,保溫時間過長可能會導致葉形晶粒過大,保溫時間過短葉片法蘭心部區域沒有完全奧氏體化,所以,保溫時間的控制非常重要。經過對比分析,以及和以前生產的類似產品進行比較,最終制定了符合葛洲壩葉片實際情況的保溫時間。
(2)正火后冷卻方式的調整
由于葛洲壩葉片法蘭的下方有是冒口,軸徑處還有較大的工藝增肉,在正火冷卻過程中該區域蓄熱過大,致使心部達不到工藝要求的冷卻速度,從而導致葉片軸心部晶粒過大,最終導致UT探傷不合格。通過增加法蘭及軸徑局部冷卻速度來達到細化晶粒的目的。
葉片整體采用風機進行吹風冷卻。截面最大的區域采用噴霧冷卻的方式進行冷卻。在噴霧過程中,時刻觀察葉片表面溫度變化情況,及時調整噴霧方向及噴霧量。增加風機數量,單側采用8臺風機進行吹風冷卻。通過改進工藝生產的葉片探傷情況可以得出:增加了風機及噴霧裝置后,經過一次性能熱處理的葛洲壩葉片性能(見附表)均滿足了圖樣技術要求。葉片UT探傷結果來看,也滿足了葛洲壩葉片圖樣的探傷要求。

5.經濟效益分析
(1)葛洲壩葉片一次性能熱處理周期在10天左右,每個熱處理周期需要天然氣約20000m3,燃氣費用大約6萬元,再加上其他消耗,每個爐次的成本大約為9萬元。通過改進熱處理工藝,可以減少最少一個熱處理周期,可節約大量能源和資金,對公司節能減排的能源管理目標有很大促進意義。
(2)生產過程成本:葛洲壩每個熱處理周期結束后,均需要進行卸爐、噴砂、氣刨及打磨操作。減少一次性能熱處理周期,可以節約大量生產過程成本和人工消耗。
(3)提高燃氣熱處理爐的使用效率:每減少一個熱處理周期,可節省10天熱處理時間,能夠顯著提高燃氣熱處理爐的使用率。
葛洲壩轉輪每臺有5個葉片,熱處理工藝改進后,每臺能源消耗可減少約10萬m3,可節約資金約30萬元,并且可以大量降低生產成本。通過工藝改進已經熱處理葉片10余片,節約資金60萬~100萬元。
6.結語
(1)通過葛洲壩葉片的實際生產情況匯總及后序性能數據統計、UT探傷結果分析。所生產的葛洲壩葉片性能值全部滿足其技術要求,法蘭晶粒度檢測也達到了圖樣的技術要求。
(2)熱處理工藝改進后,葉片只需要一次性能熱處理即可滿足要求,顯著的提高了熱處理爐的使用效率。
(3)減少了一個熱處理周期,節約了大量的燃氣消耗和其他輔助消耗,達到了節能減排的效果。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741